基于有限元CAE分析法B灯支架强度受密封垫挤压变形的研究
2019-08-19姜伟民袁一平
姜伟民 袁一平
1.上汽通用汽车公司 上海市 201206 2.昆山诺宇检具股份有限公司 江苏省苏州市 215321
1 引言
随着汽车工业发展,零件匹配及尺寸的控制越来越被客户及整车开发厂商关注,本着安全、价廉、环保、实用、高效、省时以及提供与外部世界的联系的目标,在尺寸前期识别问题并解决问题是当下高科技工业时代,汽车行业的一个方向,变形问题一直是尺寸前期辨识难度大,辨识手段缺乏的重大难题,为了领先于行业并能够更早,更快,更优的解决问题,因此使用了前沿的CAE仿真分析解决目前碰到的变形问题,以满足所有客户和行业对我们的期待。

图1 B灯、B灯支架的数模状态
2 CAE建模过程
2.1 CAE建模背景
在MATCHING过程中发现部分车型的后举门B灯安装紧固压缩泡棉过程中钣金变形,造成B灯与后举门钣金配合差,见图1,图2。
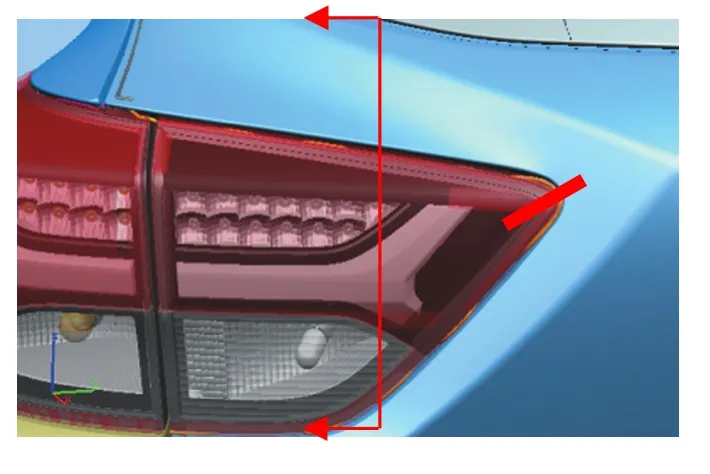
图2 问题区域展示
2.2 基于建模背景的分析
根据B灯的装配过程, B灯支架已经焊接且涂装了结构胶固定在了后举门上,将带有密封垫的B灯先夹紧B灯支架再通过定扭的扭矩枪打紧紧固点完成整个B灯的装配过程,紧固点打紧遵循先打紧靠近车内侧的打紧点再打紧其他辅助的打紧点的基本原则,由此分析猜测B灯支架钣金发生变形可能是源于B灯钣金受到密封垫的压缩力过大受到了,定扭扭矩作用力以及密封垫的压缩力挤压变形;
因此确定了研究的方向,模拟实际的装配完成后,B灯支架和B灯已经闭合,密封垫已经达到了设计的压缩量时,螺栓定扭扭矩垂直作用力以及密封垫受压缩后的作用力挤压B灯支架后的B灯支架变形量,与在线扫描情况做对比,以此增加尺寸前期辨识B灯支架变形问题的手段。
2.3 建模过程
CAE模型主要的要素是:参与运算的零件、模型的相关材料参数、模型的边界条件。CAE建模过程也是不断和实际结果对比优化模型边界条件的过程,见图3。
由CAE建模的流程展开
1参与运算的零件。参与运算的模型就是在B灯装配的过程中,影响到B灯支架最终变形结果的相关零件即B灯的支架,密封垫、B灯的灯板;
1.1网格化。参与到运算的零件都是需要网格化处理的。网格化其实就是有限元分析法,实际是一种高效能、常用的数值计算方法。科学计算领域经常需要求解各类微分方程,许多微分方程的解析解很难得到,使用有限元将微分方程离散化后,可以通过计算机编程后使用计算机辅助求解;
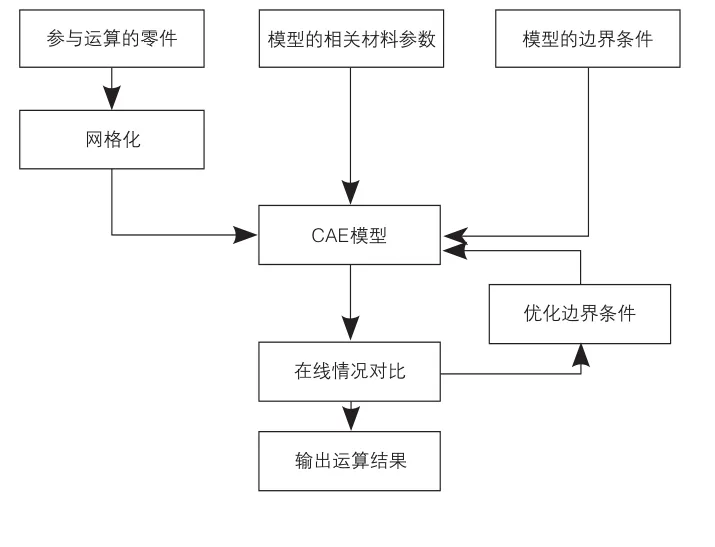
图3 CAE建模的流程图
2.模型的相关材料参数。零件的材料参数是影响CAE模型的应力应变结果的重要因素,准确的材料特性是CAE分析结果得以可靠的关键。本文中的零件的钣金的材料是CR3的材料;
3.模型的边界条件。模型的边界条件是指CAE模型的约束条件以及荷载条件。
3.1约束条件。约束条件是指限制模型变形的条件,例如零件间的焊接、模型间结构胶作用、限位块的作用,这些限制作用的结构可以简化为相关的区域限制相关的自由度;
3.2载荷条件。载荷条件是指装配过程中的影响模型变形的作用力以及压强;

图4 B灯支架、后举门的数模状态
2.3.1 CAE模型的约束条件输入
本文中的模型是仅对B灯已经装配完成,密封垫已经压缩到设计压缩量的状态进行分析的,所以将带有预安装限位作用的B灯灯板视为刚体,根据实车的状态可知,B灯支架是已经通过焊接以及结构胶的作用固定在了后举门上的,因此我们将B灯支架根据焊接的区域约束B灯支架的相关位置的6个自由度,见图4,图5。

图5 B灯支架模型中的约束设置
2.3.2 CAE模型的荷载条件输入
本文中的荷载是基于数模的状态进行设置的,如下图可知密封垫的是安装在一圈(下图黄圈)安装筋上的。

图6 B灯灯板密封垫的安装筋
由于安装筋凸出的结构,可以判断密封垫压缩到设计状态,B灯支架受到密封垫压缩的作用力,主要是作用在安装筋区域的。通过数模截面测量得到了设计要求的密封垫压缩量以及压缩比。

图7 B灯密封垫截面测量的到的压缩量
将压缩量以及压缩比汇总以后发现,设计要求的密封垫压缩比近似为0.5,见表1。
因而根据设计压缩比并参照供应商进行实验分析得到了密封垫在压缩了50%时的压缩作用力,表2展示。

表1 B灯密封垫压缩量及压缩比信息汇总
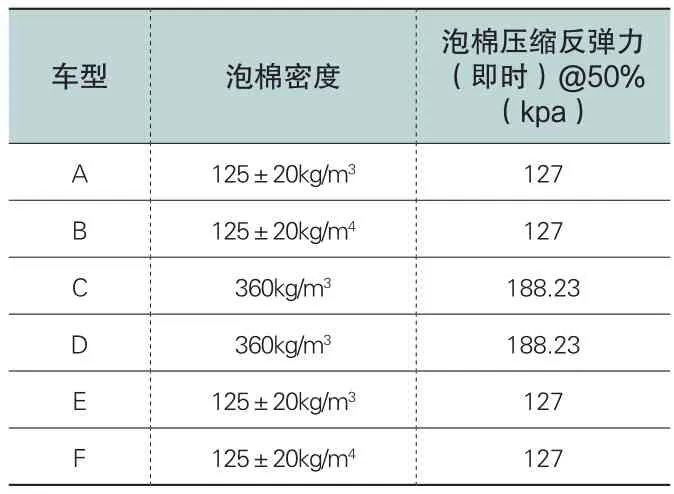
表2 B灯密封垫压缩达50%的作用力数据汇总
根据汇总的压缩50%的作用力信息,换算后作为CAE模型的荷载条件输入,由于安装筋是等高的,所以我们判断压缩量在安装筋上是相同的,因而将密封垫压缩的作用力换算成均匀大小的压强施加在B灯支架上,见图8。
实际密封垫作用力和网格模型密封垫作用力换算过程:已知密封垫的作用力为定量,实际安装筋的面积和网格安装筋面积有偏差,所以通过作用力和网格安装筋面积求出网格上应该施加的压强大小。

(P密是泡棉压缩50%的作用压强,S安装筋是安装筋面的面积,n为常数是钣金网格对应安装筋位置的网格个数,S网是网格尺寸的面积大小)
除了输入密封垫的压缩作用力外,由于通过实际装配的过程分析B灯支架装配是一个受挤压的过程,因此模型中荷载还需要输入打紧点的作用力。B灯支架是固定在后举门上不发生位移的,因而判断B灯支架是处于受力平衡的状态,即打紧点的作用力合力与泡棉的压缩力是大小相等方向相反的,见图9。

图8 B灯密封垫压缩和位移的函数关系图
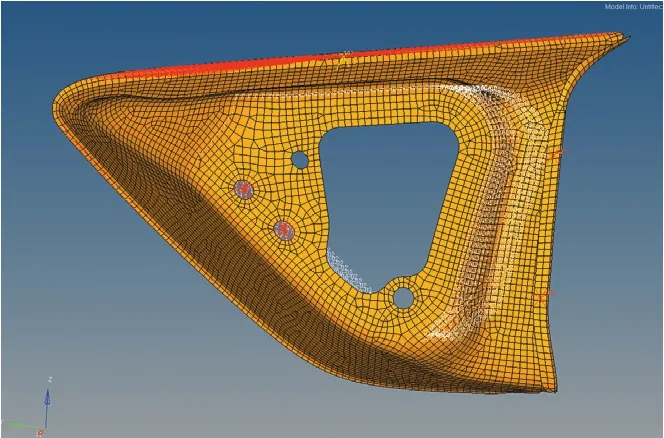
图9 B灯支架CAE模型
3 CAE结果与在线验证结果验证与结论
基于在线出现问题的车型A作为验证对象,在线测量的结果如图10可见,B灯在第一打紧点位置变形量有大概0.6mm的变形。
CAE分析的结果,在第一打紧点位置也发生了0.6mm的形变,CAE分析结果如图11;

图11 A车型B灯支架CAE运算的云图结果
从A车型的结果来看CAE分析的结果与在线测量的结果一致。
经过多个车型对比后,初步设定强度标准,CAE分析变形量超过0.3mm的车型作为问题报警。

图12 变形标准示意图
综上所述本文以B灯为刚体,仅考虑钣金的变形来进行CAE的应用与研究,可以在项目前期判断钣金的变形情况,以达到在设计阶段指导基准数量及位置的设置,确认改进方案,来避免在项目启动阶段对零件的修改,减少工程更改费用的目的。