汽车前部安装在线冲孔研究
2019-08-16何学峰唐立宇王鹏
何学峰 唐立宇 王鹏
上汽通用汽车有限公司 上海市 201201
1 引言
随着汽车工业的发展,汽车的匹配质量越来越被消费者关注。本文针对汽车开发中的前部精致车匹配要求,通过数据分析及工艺方案可行性研究。提供成本、质量相平衡的尺寸价值方案。
2 在线匹配的数据结构分析
早期的汽车前后盖安装基准是基于前部横梁及车顶后部冲孔(net hole)作为基准安装点,该方案由于前部横梁受到来料尺寸数据的波动,厂内多工位焊接的影响,自身的稳定性已经很差,基于此,通过大数据分析及工艺流程重新梳理,希望开发一种基于前部与中部相关联的工艺基准系统,后部也参照前部建立强相关基准,来满足车辆匹配质量的需求,降低返修量,从根本上提升制造质量。

图1 工艺基准示意图
3 相关性数据流程图

图2 数据分析工作流程图
4 大数据分析
通过GDIS系统,选择单一车辆线生产的车型,设置样本量30个,该样本量代表了一个月的该车型的稳定生产的6sigma稳定能力,通过分析,我们发现,6sigma数据为1.6~2.3mm,该公差明显较大,这样会导致线生产后期板链上需要加大工人的调整量,以满足最终匹配要求,见图3。
基于此,需要寻求新的工艺方案来替代原工艺方案,缩短尺寸链,建立强相关性。以此来满足质量控制要求。
5 在线冲孔工艺
在线冲孔工艺是基于在线测量技术以及机器人技术成熟的前提下引入的,该技术需要高精度在线测量数据作为名义值偏差补偿,依靠机器人精度对零件进行再加工,冲孔或者激光切孔。从根本上解决车身焊接尺寸链长,生产影响因素多的问题。将尺寸链改善成点对点的强相关性,彻底解决制造偏差。同时该技术受限于坐标系的优化选择和测量设备的稳定性,需要对实施进行阶段性数据分析,设置最佳基准系统及补偿常量,以期达到最终缩小制造公差,减少后期调整,降低制造成本,保证制造质量的目的。
5.1 产品特征要求

图3 数据分析曲线
①产品特征定义,冲孔放在黄金支架或者前横梁上,冲孔(laser)直径13.1mm(LH/RH);②前后向位置与侧围主定位孔前后向位置强相关;③左右向位置度与侧围铰链安装面强相关;④该冲孔作为翼子板工装的主定位孔;⑤该孔同时作为前保中支架前后向定位孔使用。
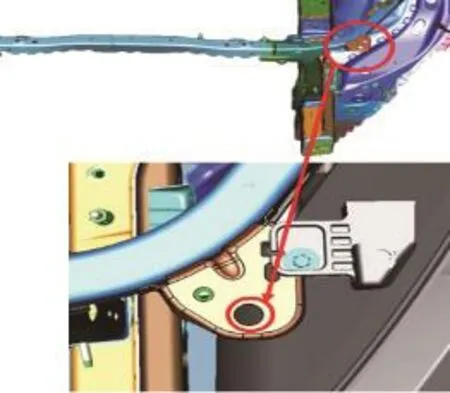
图4 冲孔示意图
5.2 Vision 系统
Vision 系统由6台机器人组成,分别测量车身上的300个特征,在完成测量后,根据节拍考虑机器人切换成冲枪,现实冲孔。

图5 在线检测工位图
5.3 冲抢结构
冲枪型号:ECKOLD Model T261
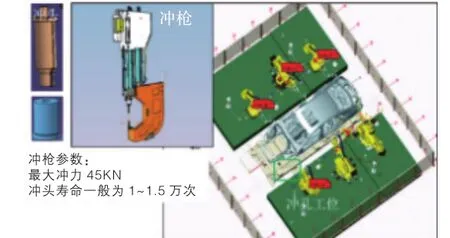
图6 冲枪参数
5.4 系统重复性分析
(1)Vision系 统 重 复 性:Range≤0.42mm;(2)引导系统重复性分析(M-900iA /260L)。

冲孔机器人重复性 Vision重复性 冲抢重复性±0.3mm(Range0.6mm) Range0.42 0.1
引导系统综合重复性:
现代大型预焙铝电解槽在930 ℃左右的高温下进行,电解过程中,电解槽持续不断的承受着熔融铝液与电解质的冲刷。铝电解过程作为高能耗冶金过程,目前国内吨铝直流电耗最低约为12 800 kW·h,而理论上电解铝的吨铝电耗不过6 320 kW·h[1-2],也就是说,铝电解过程中输入的电能中约有50%都是以热能的形式散发到空气中,浪费能源并恶化了生产车间的操作环境。

M-710引导综合重复性:

小结:
冲孔精度要求与结论
(1)冲孔位置度要求±0.5mm即Range为1mm(以建系点为基准);(2)结论:0.7〈1mm,满足要求。
6 项目实施跟踪
6.1 机器人引导算法
按照强相关性设计子基准算法,通过Vision 系统拍照采集数据点,建立新的子基准坐标系,如图示,采集点数据进行编号。
偏差计算方法:
XL=0119XLO_X XR=0119XRO_X
YL=YR=(1117SLO_Y+1117SRO_Y)/2
ZL=0301XLU_Z ZR=0301XRU_Z
以上偏差值分别输出给左右两台冲孔机器人,冲孔机器人根据偏差结果调整位置后冲孔。
6.2 二次补偿功能与规则说明:
冲孔机器人第一次获取上述偏差结果后,到达冲孔位置,然后测量机器人复测冲枪上的靶标圆孔。测量系统计算该特征孔与基准点之间的距离,如果偏差值大于±0.3mm,那么将进行二次补偿。即冲孔机器人获取第二次偏差补偿结果,重新到达冲孔位置然后再冲孔。
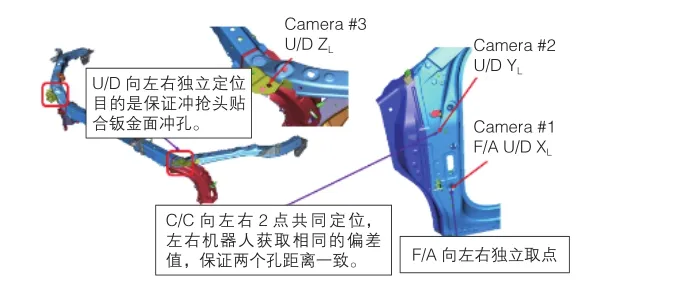
图7 子基准坐标建立图
6.3 相关性数据
按照数据分析的要求,进行数据采集,确认在线冲孔数据是否满足公差要求,同样按照单一车30组数据为样本,冲孔的6 sigma 为0.98mm<1mm的挑战公差,且与A柱主定位强相关,左边相关性0.87,右边相关性0.87。满足相关性》0.7的要求,6sigma 1mm,满足目标要求。

图8 项目实施正态分布图
7 结语
本文通过系统的分析了在线冲孔的工艺方案,通过大数据分析出现有工艺的大偏差问题,建立了在线冲孔工艺可行性研究,建立子基准系统,在新项目实施并评价状态。为行业在该技术运用上建立了基础标准和解决方案,降低后继人工调整,稳定匹配质量状态。为设计及日常质量控制提供参考,形成指导策略。便于运用到具体车型的实际工作之中,为我国汽车工业精致化研究提供方法及质量控制参考。
