超高层钢结构建筑厚板焊接工艺及应用
2019-08-15杜帆余伟华周斌斌舒泽斌
杜帆 余伟华 周斌斌 舒泽斌
(中建钢构有限公司 广东深圳 518000)
0 引言
随着社会经济的发展,人们对居住及办公场所质量的要求也逐渐提高,高层及超高层钢结构建筑如雨后春笋出现在城市里,民用建筑中高度超过100m为超高层。相比高层钢结构,超高层建筑所采用的钢板厚度更厚,强度更高,对焊接技术精准性控制提出了更高的要求。焊接作为钢结构连接的主要形式之一,虽然应用已十分广泛,但钢结构厚板焊接技术[1]依然是当今建筑行业亟待解决的难题。本研究依托厦航总部大厦超高层全钢结构工程,通过施工过程中及时存储的影像记录,研究厚板焊接工艺及变形控制技术。
1 工程概况
厦航总部大厦项目办公塔楼,为钢框架(钢管混凝土柱)+中心支撑结构体系的全钢结构,高约184.5m,地下3层,地上36层,钢柱均为箱型钢管柱,钢梁截面类型含H型和箱型2种,钢斜撑为H型,其中地上前3层为方形900mm防屈曲支撑。该工程钢结构连接方式,包含焊接、螺栓连接、栓焊连接,酒店塔楼钢柱为十字型与H型两种,二者均主要采用国产Q345B与Q345GJB低合金结构钢,总用钢量约2万t,构件均为工厂制作完成后现场拼装。该工程焊接量巨大,超厚板较多,对焊工技术要求较高,焊工入场前需经过严格焊工考试合格后方可上岗。
2 焊接形式
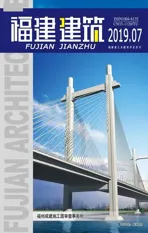
在该工程项目中,包含大量超厚板钢材及大截面钢柱,焊缝主要有全熔透焊缝、角焊缝,焊缝等级分别为一级、二级焊缝。通过有资质的相关检测单位利用超声波无损探伤检测焊缝质量,该项目主要涉及到横焊、平焊、立焊3种焊接方式,钢柱、钢梁主要截面形式如表1所示。
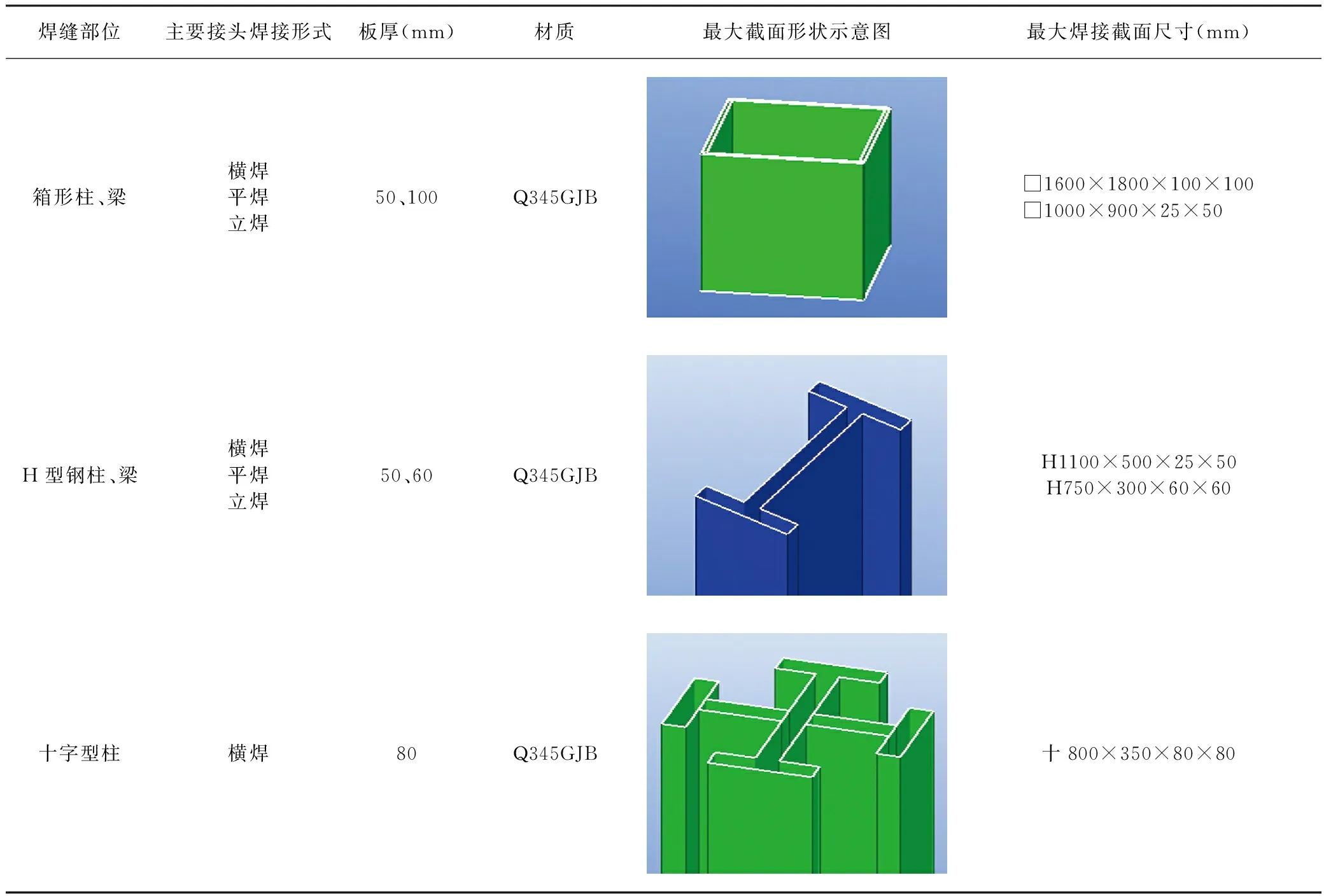
表1 钢柱、钢梁主要截面形式
3 焊接工艺
3.1 焊材与焊接设备选用
该工程焊接方式涉及到手工电弧焊、二氧化碳气体保护焊、埋弧焊,依据《钢结构焊接规范》GB50661-2011选用焊材规格,如表2所示。

表2 焊材规格
施工现场手工电弧焊采用E5016,焊丝采用实心焊丝ER50-6及药芯焊丝E501T-1;现场焊丝化学成分及熔敷金属力学性能,经有资质的检测单位检测合格后方可使用。由于该工程焊接量较大,选用NBC-500焊机,此类焊机体积较小,焊接性能好,线路成熟、质量稳定可靠,适用于钢结构高质量焊接。
3.2 关键节点焊接工艺及技术
3.2.1焊接顺序
为控制焊接变形,防止应力不对称,钢柱焊接采用两人同时对称施焊,相对面焊接方向为反对称,即焊接里口时,第一层至第三层必须精细操作,因为焊接变形主要由此步骤造成。在焊接一至三层结束后进行背面清根处理,继续焊接外口,外口一次焊完,最后再焊接里口剩余部分。不同截面钢柱、钢梁焊接顺序如表3所示。
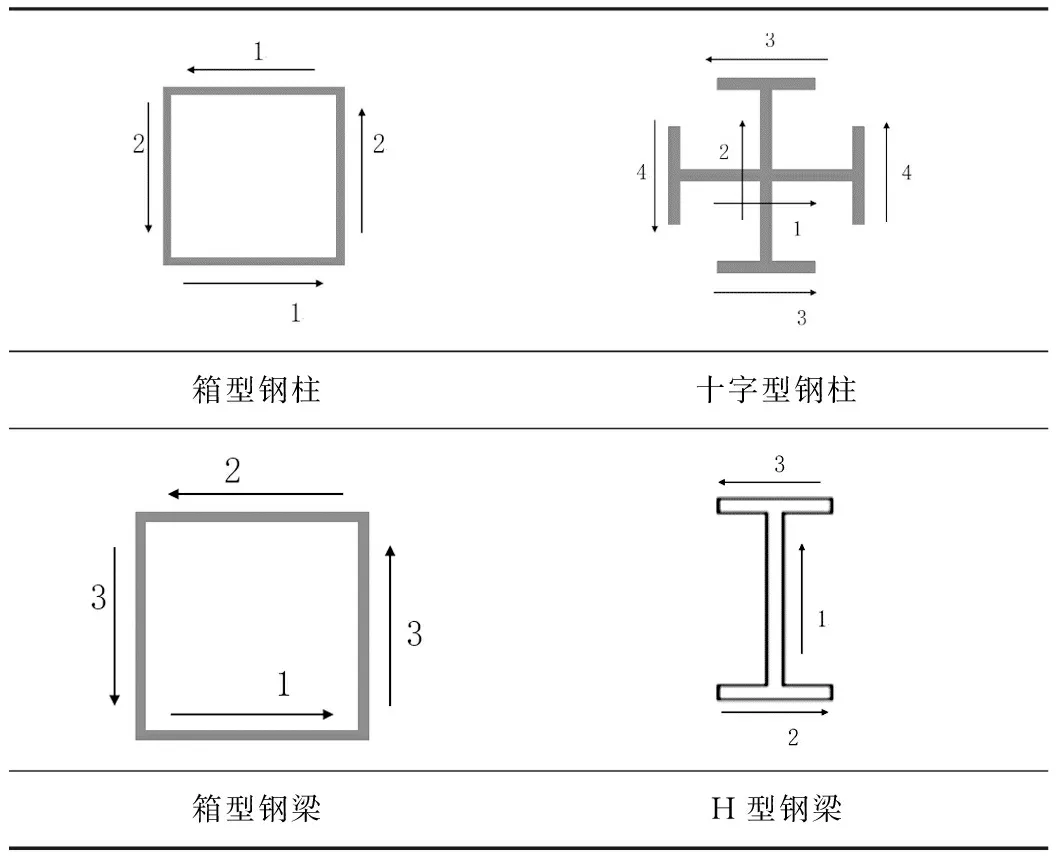
表3 钢柱、钢梁截面焊接顺序
3.2.2焊接工艺及技术
(1)焊前预热
由于该项工程中最厚板为100mm,焊前采用火焰进行预热,预热温度为120℃,预热范围宽度为焊缝上下150mm,预热温度采用红外温度仪进行测温,待火焰加热器预热离开后方可进行测温。
(2)多层多道焊
为控制焊接过程中出现层状撕裂的现象,该项工程厚板焊接时,首先打底焊接5mm,使用多层多道[2]方式进行焊接,每层厚度不超过5mm,若每层厚度过大不利于控制焊缝质量,焊接时需精细化操作。由于焊接时从焊枪溢出的CO2保护范围有限,每层焊缝宽度超过15mm时易出现气孔,该项目控制每层焊缝宽度为10mm,100mm厚板共焊10层。为不影响焊接质量,施工时严格控制每层焊缝宽度不得超过15mm,每层焊缝由多道焊缝组成,分层多道焊及一次焊接到位的焊缝,如图1所示。
(3)层间温度控制
焊接应一次性到位,避免中途间隔时间过长焊缝冷却后出现断层现象,焊接时需使用温度测定仪实时监控焊接层间温度,严格控制层间温度在120℃到250℃之间;焊接过程中需保持连续施工,若期间中断后温度降至120℃以下;再次焊接时,需重新用火焰加热至指定温度后进行。

多层多道焊
一次焊接到位
(4)焊接参数确定
该项工程大量使用CO2气体保护焊,为防止层状撕裂应按表4严格控制焊接参数:

表4 焊接参数
(5)焊后处理
①焊接作业完成后,清理焊缝表面的熔渣和金属飞溅物,焊工自行检查焊缝外观质量,如不符合要求,应焊补或打磨,修补后的焊缝应光滑圆顺,不影响原焊缝外观质量要求。
②重要构件或重要节点焊缝,焊工自行检查焊缝外观合格后,在焊缝附近打上焊工的钢印。
③外露钢构件对接接头,磨平焊缝余高,达到与被焊材料同样的光洁度,清理完成后的焊缝及时予以涂刷防腐油漆,防止焊缝生锈。
3.3 焊后余温监测

图2 红外温度测定仪
为探索CO2气体保护焊实心焊丝与药芯焊丝焊后余温消除,该项工程每隔1h用红外温度测定仪(图2)监测一次焊缝表面温度。每次监测取焊缝随机3个点,温度取3个点处的平均值作为最终实测温度。
由于该工程处于福建省厦门市,冬无严寒、夏无酷暑,施工现场焊接完成后并无采取保温措施,焊缝在环境中自然冷却。通过红外温度测定仪实测温度值如5所示。
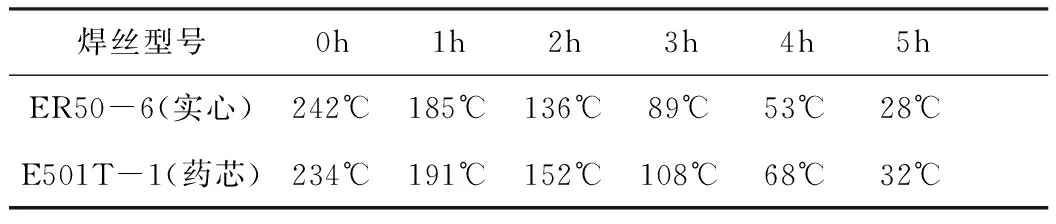
表5 实心焊丝、药芯焊丝测温度值
图3显示,通过非线性拟合曲线可知,药芯焊丝及实心焊丝散热曲线十分接近,实心焊丝降温较为均衡,药芯焊丝起初降温较快,后期逐渐变慢,在大约5~6h后焊缝均降至室温左右;二次幂函数拟合两种焊丝降温曲线,药芯焊丝为y=3.79x2-62.16x+242.86,实心焊丝为y=0.55x2-43.43x+234.32,拟合度均为0.99。该工程设计文件并未要求焊后采取应力消除措施。

图3 药芯焊丝与实心焊丝散热曲线
3.4 焊接残余应力消除
在焊接过程中,由于焊接件产生温度梯度,接头组织和性能的不均匀,导致焊接件内部因温差而膨胀收缩不均匀,进而产生焊接应力,焊后残留在焊件内的应力即为焊接残余应力;消除焊接残余应力的方法有:热处理、锤击、振动法和预载法等。工程上主要采用退火处理,温度越高、保温时间越长,温度梯度约小,应力释放越缓慢并均匀,消除焊接残余应力的效果就越好,在冬季施工或焊接环境温度较低时采用此方法。
该工程处于厦门地区,冬季平均温度为13~20℃,温度较高,采用在空气中自然降温的方式消除焊接残余应力。若仅考虑温度场对热应变的耦合作用[3],通过热应力物理方程[4]可知物理内部会产生一个膨胀值为αTΔT(x,y,z),其中αT为热膨胀系数,则该物体的物理方程为:
其中:E为弹性模量,μ为常系数,σ为应力,ε即热应变,指标形式如下:
其中:
由于两种焊丝选用同样的母材,均为Q345GJB热轧型钢,焊丝为与母材匹配,其弹性模量及导热系数等参数应与母材相似,通过热应变无理方程及虚功原理可以推测焊缝的热应变同降温曲线相似,同时可以猜测焊缝热应力(残余应力)消散曲线也相同。
4 结论
(1)目前,厦航总部大厦钢结构工程已完成用钢量1万t,焊缝共约1.8万条,超声探伤一次合格率高达99.3%。
(2)根据节点构造,超高层钢结构建筑中箱型钢柱、钢梁应采取双人对称横焊,焊接速率不可相差太远;H型钢梁及十字型钢柱采用先腹板厚翼缘的焊接顺序进行。
(3)超高层钢结构建筑厚板焊接,应采取分层多道方式进行,严格控制每层每道焊缝宽度及厚度,焊接层间温度严格控制在120~250℃。
(4)通过现场检测,由实心焊丝及药芯焊丝构成的焊缝降温速率基本一致,实心焊丝构成的焊缝匀速降温,药芯焊丝构成的焊缝前期降温较快、后期趋于匀速,二者大约在2~6h后达到常温,由热应力物理方程及虚功原理,推测焊接残余热应力消散曲线与之相似。