基于LabVIEW和RS485总线的CO浓度维持系统
2019-08-12何东于纪言刘旭博
何东 于纪言 刘旭博
摘 要: 为了方便快捷地测试金属氧化物半导体传感器对CO气体的抗干扰能力,设计并实现了一种基于LabVIEW和RS 485总线的CO浓度维持系统。该系统采用将芦苇粉末快速热解的方法产生CO,并通过系统的控制机制使系统输出稳定浓度的CO气体。系统利用图形化设计语言LabVIEW进行编程,并采用Modbus?RTU协议实现控制端和现场之间的信息交换,最后通过实验验证了系统的有效性。
关键词: CO浓度维持; 系统设计; CO产生; 快速热解; 信息交换; 有效性验证
中图分类号: TN911?34; TP273 文献标识码: A 文章编号: 1004?373X(2019)15?0116?04
A carbon monoxide concentration maintenance system
based on LabVIEW and RS 485 bus
HE Dong, YU Jiyan, LIU Xubo
(Defence?related Key Discipline Laboratory of ZNDY, Nanjing University of Science and Technology, Nanjing 210094, China)
Abstract: In order to easily and quickly test the anti?interference ability of metal oxide semiconductor sensors to CO gas, a carbon monoxide concentration maintenance system based on LabVIEW and RS 485 bus was designed and implemented. A method of fast pyrolysis of reed powder is used in the system to produce carbon monoxide, and relying on the system control mechanism, the system can output the stable concentration of carbon monoxide gas. The graphical design language LabVIEW is adopted in the system to achieve programming. The Modbus?RTU protocol is utilized to realize the information exchange between the control end and the spot. The effectiveness of the system was verified in the experiment.
Keywords: CO concentration maintenance; system design; CO production; fast pyrolysis; information exchange; effectiveness verification
0 引 言
金属氧化物半导体传感器由于成本低廉,灵敏度较高而成为应用广泛的一种气体检测传感器[1?2]。CO是一种具有较强还原性的气体,在金属氧化物半导体传感器检测其他还原性气体(如:CH4,H2等气体)时,当传感器对单一气体选择能力不高时,CO作为干扰气体经常会使传感器误响应,使得传感器对目标气体检测能力下降[3?5]。这种对相似性质的化学气体误响应的强弱称为金属氧化物半导体传感器的交叉敏感性(即对相似化学性质气体的抗干扰能力)[6?8]。交叉敏感性是金属氧化物半导体传感器制备过程中必须测试的重要指标之一[9]。以某类检测还原性气体的金属氧化物传感器抗CO干扰的测试为例:通常测试传感器的抗CO气体的干扰能力,一般采用事先准备好的标准浓度的CO干扰气体进行测试,当需要多种浓度的CO干扰气体时,往往需要复杂的稀释操作进行配置。由于标准CO气体制备成本高,存储时易发生安全事故等原因,限制了实验人员利用标准CO气体检测金属氧化物传感器的抗CO干扰能力的实验开展。
为了方便实验人员测试传感器对CO气体的抗干扰能力,本文设计了一套基于LabVIEW和RS 485总线的CO浓度维持系统。该系统可以通过软件预设系统输出的CO浓度,从而方便改变系统的CO输出浓度。系统通过快速热解芦苇粉末的方法产生CO,实现了CO气体的即用即产,从而消除了CO气体存储过程中的安全隐患。系统还可以动态调节CO气体的输出流量,方便实验人员以不同的流量进行实验。
1 系统组成及硬件设计
系统主要由上位机(PC)、配电箱、下料装置、清灰装置、USB转RS 485转换器、RS 485集线器、CO传感器、温度传感器、大气压力传感器、485总线型步进电机驱动器、RS 485信号转4路模拟电压装置(IPAM4404)、质量控制流量阀和发烟箱体等组成。系统组成框图如图1所示。
图1 系统组成框图
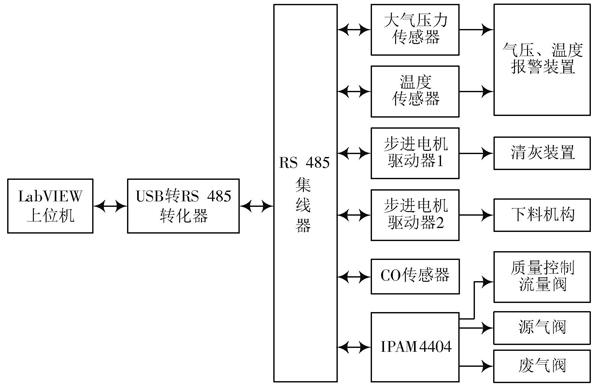
系统中PC机用于运行LabVIEW软件,对整个系统中的实时数据进行采集和处理。由于系统中485总线型设备较多,将设备“手牵手”的连接会出现诸多问题,因此采用485集线器实现一台主机管理多个485总线设备。集线器中各条485总线相互独立驱动,互不干扰,保证了整个系统485网络的稳定性[10]。为了能均匀地添加芦苇粉末到加热装置,系统采用矩形螺旋传动机构设计一种下料机构。该机构的工作原理是通过步进电机带动螺旋机构将填充在螺旋机构齿间间隙中的芦苇粉末带到加热装置上,从而达到下料的目的。CO传感器、大气压力传感器、温度传感器分别用于采集系统中的CO浓度、大气压力以及温度等信息。通过对系统内温度的采集可实时监控当前系统内的温度,从而了解当前系统是否处于正常运行状态,当系统加热装置发生故障时,往往会导致系统内的温度发生异常,此时系统触发温度异常警报。大气压力传感器可实时监测系统内大气压力信息,当系统出现漏气现象,则大气压力传感器返回的气压值将比系统正常运行时偏低,此时将导致系统输出端的气流不稳,系统将触发低压警报。由于需要精确地控制系统的进气流量,因此,系统的进气阀采用Sensirion公司生产的气体质量流量阀(SFC4200),该阀可以在较宽的动态范围内快速精确地控制气体流量。使用IPAM4404的一路模拟电压输出可以方便地控制SFC4200质量流量阀的后端流量输出,从而控制进入系统的空气流量。发烟箱具有良好的气密性,实验及仿真表明,当箱体中的动压达到稳定时,进气流量和出气流量是完全相等的,因此通过控制SFC4200可以达到控制整个系统输出流量的目的。系统加热装置采用温度PID控制算法,使得加热片在整个过程中始终保持在400 ℃左右,进而保证从下料机构中落下的芦苇粉末能够快速地转化成CO。
2 系统软件设计
系统软件设计框图如图2所示,上位机操作界面如图3所示。
图2 系统软件设计框图
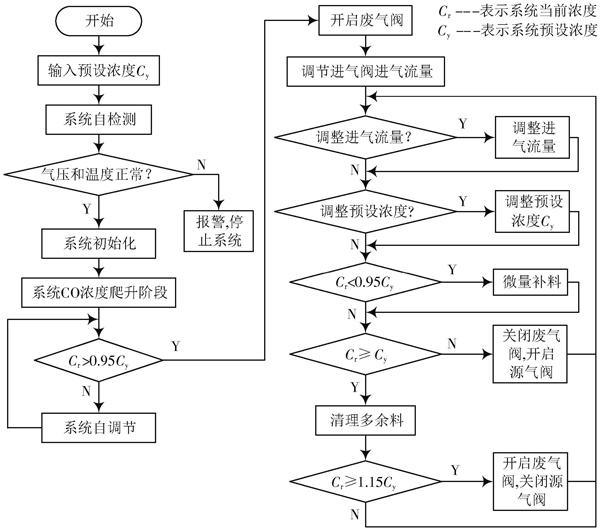
圖3 上位机操作界面

启动系统后,系统首先进行参数初始化和自检测。系统自检测时,程序自动将质量控制流量阀调节到最大流量5 L/min,然后开启废气阀,同时启动系统中的加热装置。当系统的温度、输出流量以及系统内的气压正常时进入浓度爬升阶段,否则触发警报停止系统。
系统在浓度爬升阶段时,系统中的CO浓度将由0 ppm爬升至预设浓度的95%。由于系统采用线性度较好的螺旋进给机构作为下料机构,步进电机转角与系统中CO的浓度存在式(1)的关系:
式中:[C]为系统CO的浓度,单位为ppm;[δ]为电机转角,单位为([°]);[d1]为螺旋机构的大径,单位为m;[d2]为螺旋机构的小径,单位为m;[l]为螺旋机构的螺距,单位为m;[ρ]为芦苇粉末的平均密度,单位为kg/m3,芦苇粉末的密度约为7 kg/m3;[μ]为芦苇粉末在400 ℃热解时转化为CO的质量转化比,约为0.03;[V0]为CO的发烟箱体体积,单位为m3。
下料机构制作好后各几何参数都已经确定,根据式(1)已知预设浓度[C]易求出步进电机的转角度数[δ],从而可以在浓度爬升阶段预估出电机的转角度数。在浓度爬升阶段,大量实验表明电机每转150°后停顿3 s,有利于加热装置上的芦苇粉末与空气充分接触并迅速热解产生CO。因此,根据预估转角[δ],由公式[n=δ150°],求出浓度爬升阶段间歇下料的次数。由于芦苇粉末不均匀导致下料量出现偏差以及芦苇粉末热解转化比[μ]受到箱体内氧气含量的影响,前期下料完成后,系统中的CO浓度未爬升到预设浓度的95%,此时系统将进入自调节阶段。在自调节阶段,下料机构通过微量的下料,同时,实时检测当前系统中的CO浓度是否达到预设浓度的95%,当未达到时,则继续自调节环节,否则,进入CO浓度稳定维持阶段。自调节阶段程序如图4所示。
图4 自调节程序
系统进入浓度维持阶段后,首先,程序控制IPAM4404的通道0输出5 V的模拟电压,该电压用于控制SFC4200使系统的进气流量达到5 L/min,同时开启后端的废气阀,从而将发烟箱体中的CO气体压出。由于进气口不断的进气,将CO不断带出系统,系统内CO浓度降低,CO浓度的下降速率满足式(2):
式中:[vc]为系统的浓度下降速率,单位为ppm/s;[Cr]为系统中的CO浓度值,单位为ppm;[qv]为系统的气体输出流量,约等于系统的输入流量,单位为m3/s。因此要想维持系统中的CO浓度不变,则必须保持系统CO的浓度上升速率等于下降速率。系统采用微量的补充下料达到维持系统中CO浓度的要求。
当系统中的浓度下降至预设浓度的95%时,通过电机转15°的方法给加热装制提供微量的芦苇粉末。由于下料量少且加热装置一直保持400 ℃,此时补充的芦苇粉末迅速热解转化为CO,再通过系统中的混气风扇快速将CO扩散均匀,从而达到维持系统内CO浓度稳定的目的。
LIN Zhijie. Preparation and gas sensing properties of cobalt oxide semiconductor gas sensor [D]. Chengdu: University of Electronic Science and technology of China, 2017.
[8] 朱斌,殷晨波,张子立,等.一种基于自适应温度调制模式的金属氧化物气体传感器[J].南京工业大学学报(自然科学版),2013,35(1):61?65.
ZHU Bin, YIN Chenbo, ZHANG Zili, et al. A metal oxide gas sensor based on adaptive temperature modulation mode [J]. Journal of Nanjing University of Technology (Natural science edition), 2013, 35(1): 61?65.
[9] 魏广芬,唐祯安,王永强,等.气体传感器的温度调制技术研究进展[J].传感器与微系统,2010,29(5):1?4.
WEI Guangfen, TANG Zhenan, WANG Yongqiang, et al. Research progress of temperature modulation technology for gas sensors [J]. Transducer and microsystem technologies, 2010, 29(5): 1?4.
[10] 李建国,陈永超,赖立海,等.基于LabVIEW和RS 485通信的光伏监测系统[J].自动化与仪表,2014,29(9):16?19.
LI Jianguo, CHEN Yongchao, LAI Lihai, et al. Based on LabVIEW and RS 485 communication photovoltaic monitoring system [J]. Automation & instrumentation, 2014, 29(9): 16?19.
[11] 漆鹏杰,刘秀波,仲兆准.基于LabVIEW和RS 485总线的锅炉测控系统设计[J].新技术新工艺,2015(10):35?41.
QI Pengjie, LIU Xiubo, ZHONG Zhaozhun. Design of boiler measurement and control system based on LabVIEW and RS 485 [J]. New technology & new process, 2015(10): 35?41.