褐煤低压加氢液化技术与下游产品探讨
2019-08-06曾纪龙聂李红
曾纪龙,周 芳,聂李红
(中国成达工程有限公司,四川 成都 610041)
引 言
目前,国内煤直接液化已有大型工业化装置,技术已趋成熟,其中神华煤加氢直接液化自2011年稳定运行至今已8年[1-3],虽然技术上没有问题,但投资太高,100万吨级规模建设投资140亿元,每万吨油投资达1.4亿元,而1 000万t炼油装置投资160亿元,每万吨油投资0.16亿元;在原油每桶50~60美元时,经济效益太差,发展就变得渺茫。随着我国原油和煤价格的变化,再加上中国的燃油税较高,要靠汽、柴油产品获得好的经济效益极为困难。本文探讨了以廉价褐煤为原料,采用改进的低压液化技术,并扩大下游产品,希望找到一条比较好的出路。
二战期间,为了战争的需要,采用煤、沥青进行高压液化,如用鲁尔烟煤在70 MPa、480℃下液化,油收率59.2%[4];二战后,1973年和1977年两次能源危机推动了煤液化的开发,液化压力降至20 MPa~30 MPa,如德国的IGOR工艺[5]采用我国云南褐煤在30 MPa、470℃下液化;在20世纪90年代,美、日、中的煤液化试验大都采用压力17 MPa~20 MPa、温度430℃~450℃,煤转化率90%、油收率50%左右。2011年我国广东肇庆顺鑫煤化工公司开发的褐煤热溶催化工艺,采用低压液化,压力 6 MPa~8 MPa、温度 400℃~420 ℃[6]。可见,随着技术的发展,煤液化压力也是从高到低,使低压液化成为可能。
我国低阶煤资源丰富,褐煤探明储量(1999年底)1 323.54亿t,占总量的12.84%,加上长焰煤1 514.29亿t,约占总煤量的三分之一。褐煤属于年轻劣质煤,储量丰富、价格便宜,可作为煤液化的选择煤种,借助于供氢溶剂和催化剂,易将大分子的煤转化成小分子的油,但是褐煤含水很高、易燃,运输很困难,适合于就地利用[4]。
产品是效益的关键,无论是直接液化还是间接液化,仅靠汽、柴油产品,经济效益都不会好,南非SASOL的间接液化,效益也是依靠发展下游产品,如高档润滑油和化学品;直接液化也应根据液化的工艺特点,除了汽、柴油产品外,还应开发喷射燃料、碳材料和化工成品。
1 煤直接液化工艺
1.1 煤直接液化主要技术及特点
煤直接液化主要包括5个工序:制油煤浆、加氢液化、液固分离、残渣处理和加氢改质[7]。自1913年德国发明煤高压加氢直接液化工艺以来,特别是经过20世纪70年代的能源危机,煤加氢直接液化工艺得到蓬勃发展[4,8-9],主要的工艺技术和特点见表1。

表1 煤直接液化的主要技术及特点
近期煤加氢直接液化的技术进展主要可归纳为:(1)改进催化剂、提高转化率;(2)从高压走向低压;(3)循环溶剂加氢成供氢溶剂;(4)加强液固分离,降低焦渣中沥青含量;(5)焦化加氢提高油收率;(6)改进反应器结构。神华百万吨示范装置基本采用了上述先进技术。
1.2 国内高压加氢液化工艺简介
国内高压加氢液化工艺基本是在美国HTI技术上发展而来。神华经过在上海的煤液化中试后,确定了百万吨级工业装置流程,并于2008年12月30日实现首次投料试车[2],该装置将经过洗煤的精煤(水分约17%)送入磨煤机,制成水分小于3%、粒度小于200目的干煤粉,然后将煤粉、催化剂与溶剂油在混捏机和配制槽中混合制成质量分数约45%的油煤浆,油煤浆被加压至20 MPa并加热后,与氢气混合打入液化反应器,液化反应器为强制外循环反应器[10],操作压力17 MPa,温度430℃~455℃。出反应器的反应物经多级减温、减压分离后,气体送氢回收处理再利用;液固反应物经常、减压蒸馏,出口液相经加热送入稳定器加氢(加氢压力15 MPa,温度350℃),得到加氢溶剂,经分馏得到高沸点的溶剂油返回制油煤浆,其他液体送加氢改质工序生产汽、柴油和LNG液体产品。
煤高压加氢液化工艺的特点是:(1)采用超细水合氧化铁(FeOOH)作为催化剂,活性高、转化率高、用量少、残渣少、可有效避免固体沉积;(2)采用两台串联的强制外循环液化反应器,反应器内流速高,轴向与径向温度均匀,处理能力大,气体滞留系数低,反应器液相利用率高,没有矿物质沉积;(3)固液分离采用常、减压蒸馏,减压蒸馏的馏出物不含沥青,其残渣含固质量分数50%~55%;(4)采用高压差、高温五通阀门,运行周期较长;(5)采用加氢的供氢循环溶剂,循环溶剂和煤液化油品采用强制循环悬浮床加氢反应器进行加氢,加氢后的溶剂供氢性能好。
经过改进的煤高压加氢液化工艺虽有产品性质稳定、油收率高、液化残渣少的优点,但存在操作压力高、条件苛刻、投资高的不足。
2 褐煤低压加氢液化工艺特点和主要流程
2.1 褐煤低压加氢液化工艺特点
国内外也在开展10 MPa条件下褐煤加氢液化的研究,如中国矿业大学王永刚等的研究成果:煤转化率95.15%,油产率60.98%[11];美国Exxon采用供氢溶剂的EDS工艺在P=10 MPa、T=370℃下的结果:油产率比较低,有大量前沥青烯和沥青烯未转化为油,液体收率36%~38%[4]。褐煤低压加氢液化工艺技术虽然有投资低、操作条件温和的优点,但是随着煤液化压力的降低,煤的转化率和油收率也在下降,在液化压力小于10 MPa时,必须解决煤的转化率、油收率太低的问题。典型的褐煤低压加氢液化工艺流程示意图见图1。
中国成达工程有限公司(简称成达公司)提出的褐煤低压加氢液化工艺技术具有如下特点:
(1)褐煤干燥后采用一步法制油煤浆;
(2)低压加氢液化,液化反应器为喷射内循环液化反应器;
(3)固-液分离采用过滤;
(4)等压溶剂加氢,加氢反应器为喷射内循环液化反应器;
(5)取消高压减压阀,采用分离器节流减压。
2.2 褐煤低压加氢液化主要工艺
2.2.1 褐煤一步法制油煤浆
现有煤液化的油煤浆是采用两步法来实现的,首先将褐煤经过预干燥到水分大约20%后,进入磨煤干燥机,制成水分小于3%、粒度小于200目的干煤粉,然后与溶剂油在捏合机和配制槽中混合制成油煤浆(见神华专利CN201110007131.9一种高温油煤浆制备方法[12])。这种先脱水、磨粉再混合的两步法存在的不足之处是:流程长,设备多,投资高,需要高框架,环保不友好(煤粉尘对环保不利),且煤粉与溶剂油混合困难,需要捏合机磨合才能混合均匀。

图1 典型的褐煤低压加氢液化工艺流程示意图
褐煤低压液化采用一步法制油煤浆,不需要将煤先磨成干煤粉再制油煤浆,其主要步骤:(1)高水分的褐煤采用蒸汽流化床干燥工艺,将水分降到4%~7%;(2)干燥后的褐煤与溶剂油和催化剂一起加入磨煤机;(3)干燥后的褐煤经称重后加入磨煤机,通过控制溶剂油的加入量来调节油煤浆的浓度;(4)磨煤机制成的油煤浆含煤质量分数45%~50%,煤粒度小于200目,油煤浆放入油煤浆储槽待用。
一步法制油煤浆技术为成达公司开发,已申请专利。
2.2.2 低压加氢液化和固液分离
油煤浆经过煤浆泵加压到15 MPa后,首先在煤浆加热炉中加热到380℃,从液化反应器底部的喷射器中央进入,氢气也加热到380℃后送入喷射器外室,油煤浆与氢气一同喷入反应器的中央管并向上流动,到中央管顶部的反向帽,在壳体与中央管之间形成环流向下,构成一个内循环,可有效提高鼓泡床的含气率和轴向流速,对于提高转化率和避免固体颗粒的沉降都有利。低压加氢液化技术的操作参数为液化压力10 MPa,温度420℃~440℃。
为了弥补低压加氢液化技术煤转化率低的不足,除提高催化剂活性外,还采取了一系列优化措施:增加供氢溶剂比、增加液化反应器氢气循环量、循环气由中试的搅拌气全部改为氢气、液化反应器由活塞流鼓泡床改为喷射内循环反应器、溶剂加氢反应器也由固定床改为喷射内循环反应器。喷射内循环反应器结构示意图见图2。
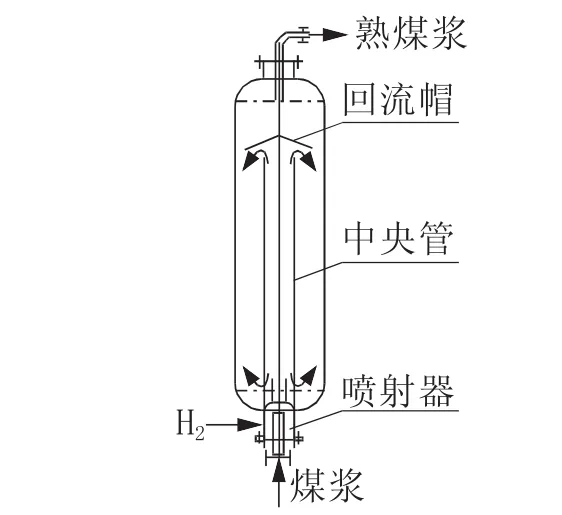
图2 喷射内循环反应器结构示意图
出液化反应器顶部的液化熟煤浆,是液化粗油、液化气体和残留物组成的气、固、液混合物,经冷却到200℃后进入高压分离器和节流降压分离器(见图3),压力从10 MPa降到1 MPa,送入液化熟浆槽,待过滤使用;高压分离器的气相进入低压分离器,出低压分离器的液相也送入液化熟浆槽,气相去PSA装置分离回收氢气再利用,尾气作为燃料。
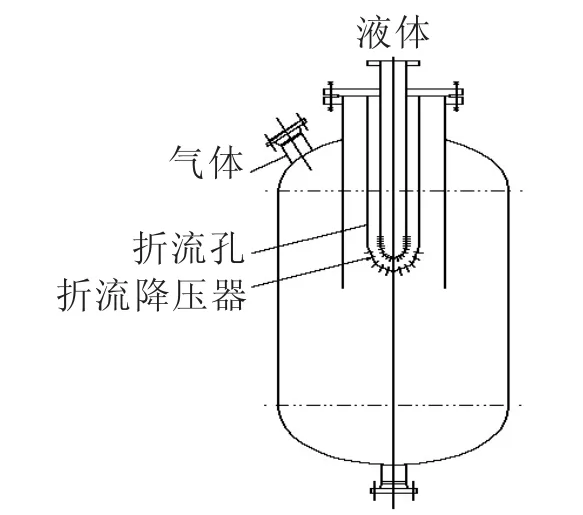
图3 节流降压分离器结构示意图
常用液化熟煤浆的固液分离方法有减压蒸馏(如神华、德国 IGOR、日本 NEDOL、美国 EDS)、溶液萃取(如美国HTI)和过滤(如德国Bergous)。采用低压加氢液化技术所制熟煤浆经中温过滤分离,可得到更多的优质沥青来加工碳材料。
过滤设备可以用高速离心机、圆盘过滤机和压滤机,这里建议采用中温(160℃~200℃)、低压(0.5 MPa~0.8 MPa)过滤。出液化熟浆槽进压滤机的熟煤浆中,含固油的组成大约为正己烷可溶物69%、甲苯可溶物78%、四氢呋喃可溶物82%。过滤后滤饼产率约为三分之一,滤饼密度为1 100 kg/m3,组成大约是正己烷可溶物33%,四氢呋喃可溶物44%,其余为灰分,灰分中主要含未反应煤、催化剂;过滤后的滤液中沥青和前沥青烯约占10%,固体质量分数0.02%~0.04%,其余为正己烷可溶物。滤液经分馏得到的液化油送溶剂加氢处理,分馏得到的沥青待加工成碳材料;滤饼送干馏,分离干馏油后得半焦产品。
2.2.3 加氢稳定
为了提高煤的转化率,目前国内高压加氢液化中试和百万吨装置都采用了循环溶剂供氢,低压加氢液化更是需要。研究表明[5],与煤分子结构相似的溶剂油对煤有较强的溶解能力,且部分氢化的多环芳烃(如四氢萘、二氢菲、二氢蒽、四氢蒽等)直接向煤自由基供氢的能力较强,在循环过程中具备以下几种作用:(1)溶解作用;(2)溶胀分散作用;(3)对煤粒热裂解生成的自由基起稳定保护作用;(4)提供和传递转移活性氢作用;(5)对液化产物起稀释作用。循环溶剂的质量是加氢稳定装置运行的技术关键,溶剂加氢反应条件、控制和催化剂的选用不容忽视,溶剂的加氢深度也必须合适。
低压液化加氢工艺:出压滤机的滤液经过分馏,200℃~400℃的馏分油作为液化反应的供氢溶剂液化油进入溶剂加氢,其余馏分油去加氢改质装置进一步提高油品质量。低压加氢液化技术采用喷射内循环加氢反应器,加氢反应的操作压力为10 MPa,温度为380℃,氢分压9.5 MPa,催化剂是NiMo型。氢气来自PSA装置,经进出口换热器加热到约330℃进入加氢反应器,出加氢反应器的反应混合油气,经进出口换热器、反应出料冷却器冷却后,进入高压分离器进行气液分离,顶部未反应的氢气、水蒸气和低沸点油汽经气相冷凝和气液分离,大部分不凝气送PSA提纯压缩后回用,沸点大于240℃的液相经冷却后,作为供氢溶剂返回油煤浆工序循环使用。
2.2.4 滤饼干馏加工半焦
高压加氢液化与低压加氢液化的残渣典型数值[13]见表2。
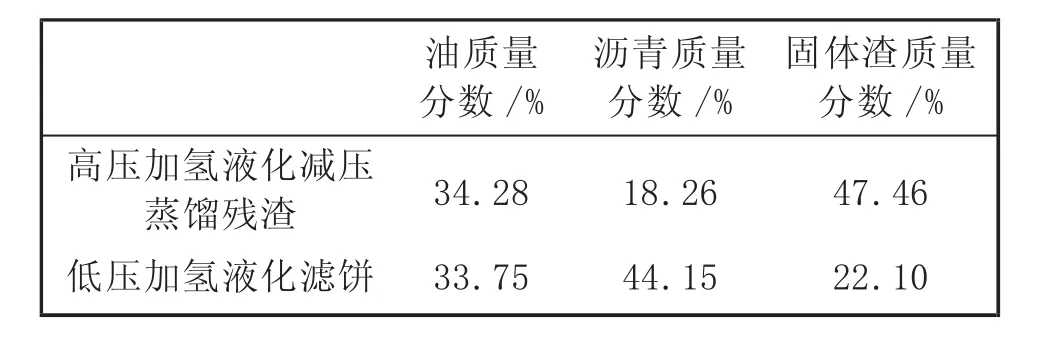
表2 高压加氢液化与低压加氢液化残渣典型数据
需要用较高温度将滤饼中高沸点油类沥青烯等物质进一步转化为可蒸馏油、气体,增加了液体产品的同时,产生的气体可用于制氢或作为燃料。干馏方法分为加氢干馏和不加氢高温干馏。关于液化残渣的加氢反应,国内外进行了大量研究[4],认为在高氢气压力下,沥青转化成油和气体主要决定于温度,如Pyrosol两段煤液化工艺,第一段为加氢液化,第二段为加氢焦化,就是将减压残渣通过氢气氛在580℃下进行焦化,可将50%的沥青类物质转化[4]。低压加氢液化工艺的沥青烯大部分在滤液中,滤饼不需进行加氢干馏焦化。
低压加氢液化采用干馏-激冷残渣处理工艺,滤饼进入滤饼干馏机,用干馏机外和中心管的600℃~650℃高温烟气将滤饼加热到450℃,滚筒干馏焦化下口流出的熔融半焦,直接在激冷罐用水冷却成小粒状固体半焦。激冷罐中的水和半焦下落到渣池,水蒸气在集汽罐冷却,不凝气排放,水返回激冷罐。渣池中的粒状固体半焦用捞渣机捞出运走。出滚筒干馏焦化的气体有油气、氢气和其他可燃气体,经冷却分离后,油送入油储槽,气相送气体处理工序。
2.2.5 加氢改质
加氢改质单元主要是把加氢稳定工序的柴油馏分和液化分离回收的轻质油进行加氢精制,去除油品中的硫、氮、氧杂原子及金属杂质,并对部分芳烃进行加氢,得到汽油、柴油产品。
褐煤低压直接液化的轻质油中,石脑油馏分占15%~30%,对于大型装置、又没有乙烯装置配套时,石脑油是没有出路的,因此有必要将石脑油进一步加工,也就是增加重整抽提和异构化单元,将加氢改质出来的重石脑油经过重整抽提,生产高辛烷值汽油和苯;将正构烷烃在催化剂作用下反应转变为异构烷烃,增加高辛烷值汽油组分。
加氢后的石脑油馏分经过较缓和的重整,即可得到高辛烷值汽油和丰富的芳烃原料,汽油产品的辛烷值、芳烃含量等主要指标,均符合相关汽油标准(GB 17930—2011),且硫含量大大低于标准值(≤0.08%),中油约占一半,芳烃质量分数高达60%以上,经深度加氢后,可获得符合GB 252—2000要求的合格柴油。神华示范装置的生产经验说明,产品均满足国家的相关标准,但其经济效益有待进一步提高。
3 百万吨级褐煤高压、低压加氢液化工艺的比较
低压加氢与高压加氢液化技术的油煤浆浓度、油产率、煤转化率等有比较大的差异,其主要技术指标及特点比较见表3。
低压加氢液化与高压加氢液化在煤耗和产品方面的比较见表4,比较基准:(1)油品产量为100万t;(2)原料及燃料煤煤质指标:Mar=14%,Aar=7.31%,Var=33.2%,Qnet,ar=28 270 kJ/kg。
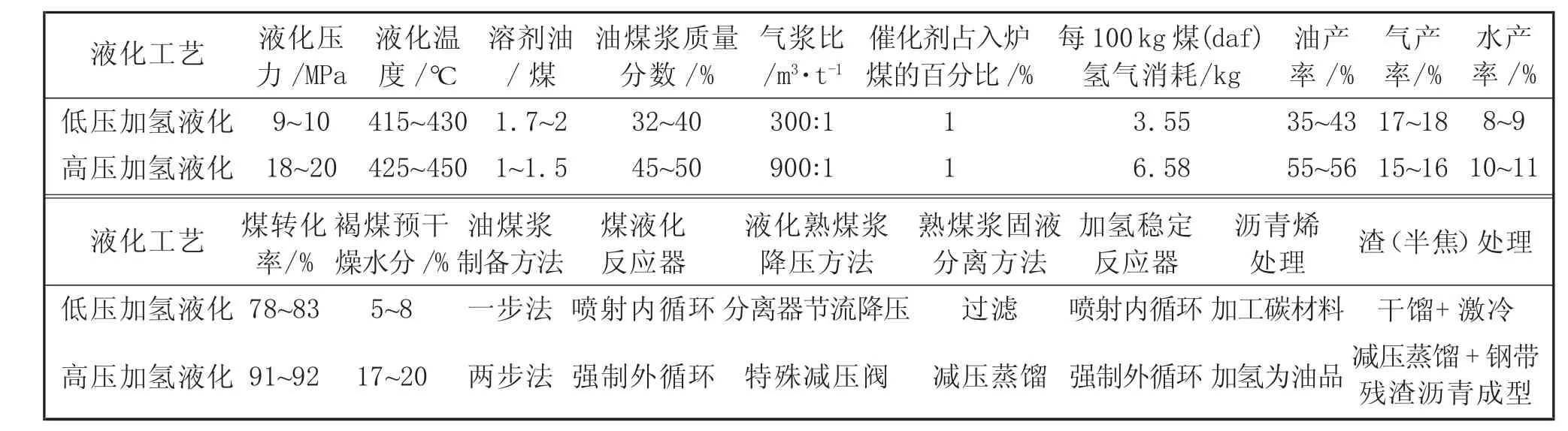
表3 低压加氢液化与高压加氢液化主要技术指标及特点比较
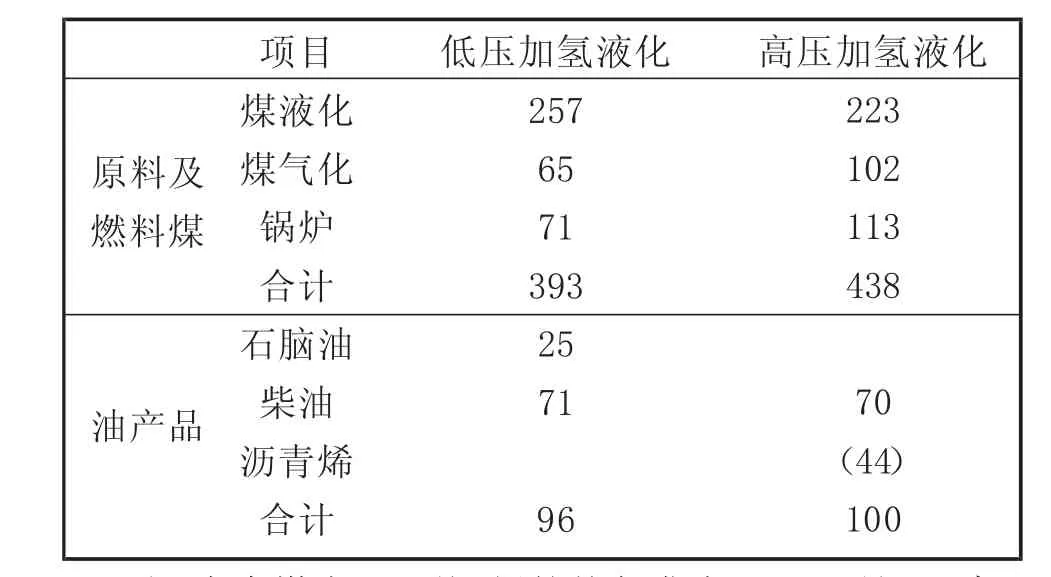
表4 低压加氢液化与高压加氢液化煤耗与产品的比较 万t
由表4可见,虽然低压加氢液化由于油产率比较低,液化用煤多,但是低压加氢液化消耗氢气低,因此煤气化和氢气压缩机耗蒸汽少,锅炉用煤也少,未反应的煤在半焦中可回收到煤气化或锅炉使用,装置总的煤耗并不高。此外,低压加氢液化还可采用更优化的工艺流程和设备,弥补煤转化率低的不足。
4 褐煤低压加氢液化的下游产品分析
煤直接液化的油产品主要是柴油、汽油和石脑油,必须考虑高附加值产品的开发,方能有更好的经济效益。
4.1 增加油产品开发
煤直接液化粗油中石脑油[6]馏分占15%~30%,其芳烃含量较高,加氢后的石脑油馏分经过较缓和的重整,即可得到高辛烷值汽油和丰富的芳烃原料,且硫含量大大低于标准值(≤0.08%),是合格的优质洁净燃料[14]。
神华示范装置已经在煤基调和柴油和煤基大比重喷气燃料技术上取得了初步成果。煤炭直接液化国家工程实验室开发了煤直接液化油生产高密度喷气燃料的初步工艺技术,制备的喷气燃料理化性能均满足GB 6537—2006《3号喷气燃料》要求。因此,煤直接液化油品作为未来开发高性能喷气燃料的原液,具有良好的发展前景。
4.2 开发碳材料
煤沥青是煤液化的产物之一,以煤液化沥青为原料开发各种碳材料制品,可延长煤液化产业链,提升煤直接液化整体经济效益。煤沥青前景较好的四大下游产品是:针状焦、泡沫炭、碳纤维和石墨烯。
针状焦具有热膨胀系数(CTE)低、石墨化性能好等一系列特点,是用于生产超高功率电极(UHP)的唯一材料,被广泛应用于炼钢、宇航、能源等重要的国民经济部门中[15]。以煤液化沥青为原料制备的针状焦达到了国内一级焦的指标,具有较强的市场竞争性[16]。
泡沫炭具有良好的导电、导热、吸波等物理和化学性能,通过与金属或非金属复合,可以获得高性能的结构材料[17],在化工、航空航天、电子等诸多技术领域极具应用潜力。用煤液化沥青预处理产生的中间相沥青制备的泡沫炭性能优良[18]。
碳纤维是一种含碳质量分数在95%以上的高强度、高模量纤维的新型纤维材料,在国防军工和民用方面都是重要材料。煤沥青基碳纤维具有高度的择优取向和较少的晶格缺陷,热导率高、模量高、比强度高,还能与树脂、金属、陶瓷、水泥等材料广泛地复合,用煤沥青生产碳纤维有很好的前景[19]。
目前,从煤和沥青制石墨或石墨氧化物制造石墨烯的研究论文还很少。
5 问题与结论
5.1 褐煤加氢液化从高压70 MPa、30 MPa到低压10MPa是可行的,采用针对性的技术改进,可节省投资、改善操作条件,并明显提高经济效益;初步估算,百万吨级煤制油建设投资可降低31%,从140亿元下降到96亿元。
5.2 采用节流降压分离器取代大压差减压阀和激冷固化的工艺代替钢带残渣沥青成型,不仅节省投资,也有利于装置长周期运行。
5.3 充分利用低压液化的优质沥青加工碳材料,经济效益更好。譬如将沥青加工为泡沫炭或针状焦,都可使效益大幅增加。泡沫炭和针状焦技术是比较成熟的,如果加工碳纤维或石墨经济效益将更加可观。
5.4 存在问题:低压加氢液化工艺中的喷射内循环反应器、节流降压分离器和激冷罐还需要工程使用经验;采用的溶剂油与煤(干燥无灰基)比为2,加上煤转化率比较低,煤浆的循环量大很多,严重影响了投资的降低;高水分的褐煤,要使水分从40%降低到5%的预干燥工艺和设备需要进一步落实;低压加氢液化的油产率低,液化用煤量大且煤转化率低,干馏的半焦量很大,需要在煤气化和锅炉都用部分半焦,故要求液化煤的灰分含量越低越好。