基于PLC的电动机多段速控制
2019-08-01杨丽孙瑞雪
杨丽 孙瑞雪
摘要:电动机安全稳定的工作对于企业生产十分重要,尤其对于大型设备的运转,在周围环境比较复杂的情况下,可以通过PLC控制变频器,达到远距离控制电机的目的。通过对变频器进行不同频率的参数设置,采用S7-200 PLC控制西门子MM420系列的变频器的DIN端口,从而实现电动机的多段速调速控制。
关键词:PLC;变频器;参数设置;多段速调速控制
中图分类号:TP272 文献标识码:A 文章编号:1007-9416(2019)04-0001-02
0 引言
电气传动技术通常以电动机作为控制对象,以电子装置作为核心。电机的总类划分有很多种,根据电源的种类可以分为直流电机和交流电机,目前,工业上一般采用交流电机传动装置。随着计算机控制技术的发展,各种类型的交流电机调速系统也应运而生,常见的交流电机调速系统有串级调速[1]、变频调速[2-3]等系统。串级调速是在转子回路中串入不同的电阻以实现调速,这种方法简单方便但是效率过低。变频调速种类比较多,调速快,范围广,是目前应用最广的调速方式之一。为了满足生产的需要,通常要对电机的转速进行控制。针对传统电机工作频率单一、工作场所不安全等情况,提出了基于PLC-200的电机转速控制方案,文章主要从硬件和软件两个方面对电机转速进行控制。
1 PLC电机控制的硬件设计
针对电机转速,首先根据控制要求,采用S7-200型号的PLC作为可编程控制器[4-5],并进行输入输出分配;然后,为达到控制电机变频转速的效果,采用西门子MM420系列的变频器[6],并对变频器的参数进行设置。
1.1 控制要求
用S7-200 PLC控制变频器外部端子,从而间接控制电机的转速频率。控制要求:合上开关“K1”,S7-200 PLC所对应的三个输出Q0.0、Q0.1和Q0.2有七种状态。通过PLC的输出控制变频器的输入,从而使变频器每过一段时间会自动变换一种输出频率,同时电机也对应一种转速;断开开关“K2”,电机立即停止。
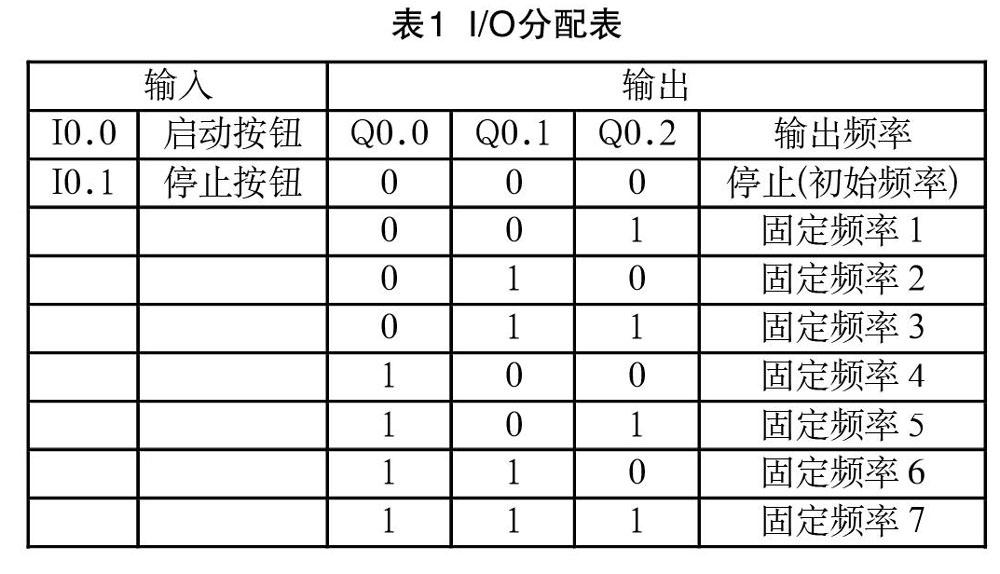
1.2 I/O分配表
本转速控制系统采用S7-200 PLC系列的CPU224,该类型PLC输入口有I0.0~I0.7和I1.0~I1.5共14个,输出口有Q0.0~Q0.7和Q1.0~Q1.1共十个。根据控制要求,电机转速控制系统的I/O分配如表1所示。该系统有2个输入点,分别为启动按钮和停止按钮,按下启动按钮时,电机可以按照7种频率依次变换转速,按下停止按钮时,电机立即停止转动。
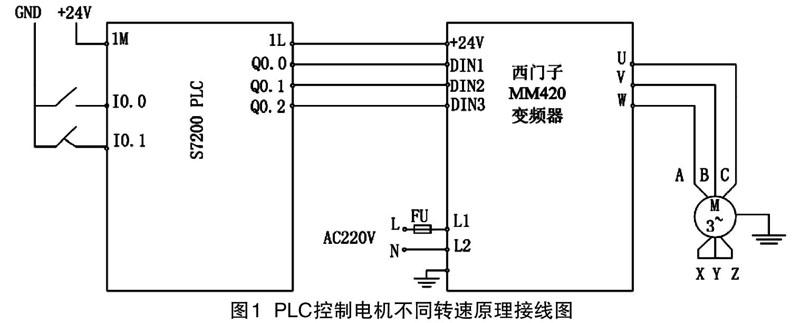
1.3 原理接线图
该控制系统是基于PLC采用变频器对三相异步电动机进行多段速调速控制,图1是PLC控制电机不同转速原理接线图,其中,对PLC的供电电压为直流24V,三相异步电动机采用星形接法。
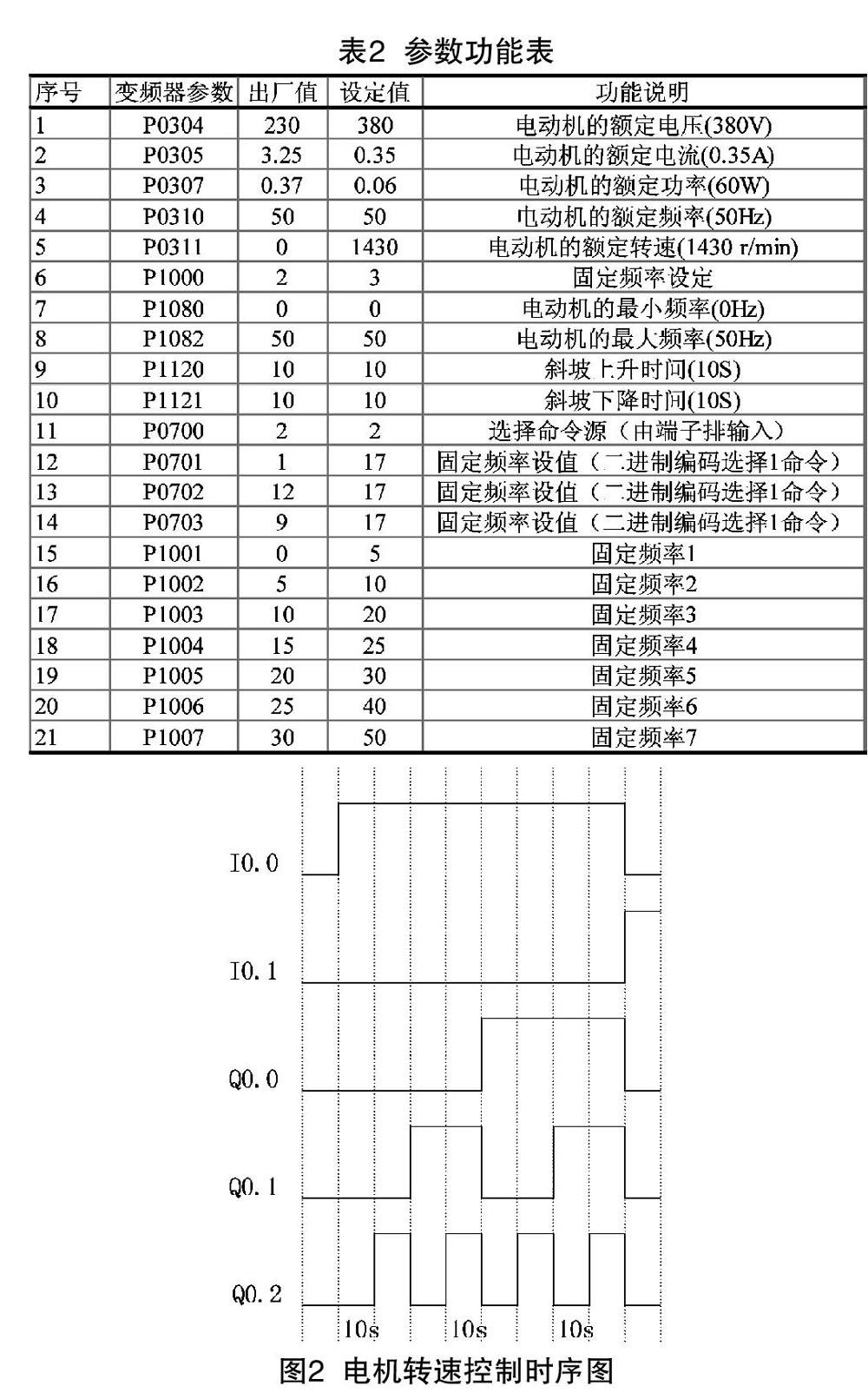
1.4 变频器参数设置
采用西门子MM420系列的变频器,并对变频器的参数进行设置。为了把变频器的全部参数复位为工厂的缺省设定值,要对变频器参数进行恢复出厂值使P0010=30,P0970=1,然后按表2中的设定值进行调整,调参完毕后,并设定P0010=0,进入准备状态。
2 PLC电机控制的软件设计
电机转速软件部分主要从时序图和梯形图两方面进行设计。
2.1 时序图
图2是电机转速控制的时序图,其中,启动按钮I0.0按下时,每经过一段时间T0=10s,Q0.0、Q0.1和Q0.2按“001”、“010”、“011”、“100”、“101”、“110”及“111”顺序循环输出。按下停止按钮I0.1时,没有输出,电机停止转动。
2.2 梯形图程序
三相异步电动机的转速控制系统时一种典型的控制系统,按下启动按钮,电机能按照给定的要求开始运行,并经过相应的时间进行相应转速的调节,通过停止按钮能做到随时停止工作。
由表1中的输出部分可以看出:Q0.0、Q0.1和Q0.2三个输出对应三相异步电动机的八种频率,其中一种频率为零即停止状态。在编写梯形图时采用7个中间继电器通过不同组合对三个输出进行控制,其中,图3所示的是控制输出的部分中间继电器。
3 结语
采用7个定时器和3个输出可以控制三相异步电动机以不同转速运行,整个过程需要一个启动按钮和一个停止按钮,操作起来比较方面。采用PLC对三相異步电动机进行控制,可以减少故障率,提高电机转速控制系统的可靠性,控制起来比较灵活,能够做到随时启动和随时停止。
参考文献
[1] 杨俊和.绕线式异步电动机串级调速的单片机模糊控制[D].大连海事大学,2002.
[2] 孙晓明,马青,曹虎,等.自适应模糊PID控制在PLC变频调速同步测试中的应用[J].实验室研究与探索,2014(06):16-18+64.
[3] 王慧,张笑,赵迪.基于PLC的掘进机恒功率变频调速系统仿真分析[J].电子测量与仪器学报,2013(10):951-956.
[4] 王永华,宋寅卯,陈玉国,等.现代电气控制及PLC应用技术[M].北京:北京航空航天大学出版社,2006.
[5] 王立红.基于PLC的步进电机行程控制[J].组合机床与自动化加工技术,2008(11):44-46.
[6] 张海燕.电线电缆张力测控系统的研究与实现[D].南京理工大学,2012.
