复合材料多瓣易碎盖分离过程研究*
2019-07-30李文龙周光明蔡登安
李文龙,周光明,蔡登安
(1 中国飞行试验研究院, 西安 710089;2 南京航空航天大学机械结构力学及控制国家重点实验室, 南京 210016)
0 引言
导弹发射箱盖是导弹发射装置的重要组成部分,其主要作用是:导弹日常贮存时,箱盖能防止箱内惰性气体泄露并保护弹头不受损伤;导弹发射时,箱盖能迅速打开,保证导弹的正常发射。
传统的发射箱盖一般使用机械盖或爆破盖[1-4],但这两种类型的箱盖不同程度上均存在重量大、反应时间长等缺点。复合材料以其轻质高强、可设计性强等优点[5-6]在航空航天等领域被广泛应用,因此研制复合材料易碎盖已成为国内外导弹发射装置领域的新趋势。
为实现易碎盖的承压和冲破性能要求,一般需要在复合材料易碎盖上预置一些具有一定强度的薄弱区。Doane[7]研制了一种穿透式复合材料易碎盖,导弹发射时弹头撞击易碎盖上预置的薄弱区,使其破坏达到导弹迅速发射的目的。Kam[8-9]等在此基础上设计了另一种形式的复合材料易碎盖,该种箱盖利用导弹发射时产生的燃气流冲击易碎盖实现自动开启,并通过预留薄弱区来控制箱盖的破坏轨迹。国内,周光明等[10]研制了一种整体冲破式复合材料易碎盖,由于其分离体在燃气流的冲击下携带能量较高,会对周围的设备造成威胁,钱元[11]通过设计不同参数的薄弱区,实现了整体冲破式易碎盖分离体的定向抛出。
考虑整体冲破式复合材料易碎盖存在分离体重量较大的问题,基于等强度设计原则,文中提出了一种复合材料多瓣易碎盖设计方案,并利用数值模拟和试验两种手段研究了复合材料多瓣易碎盖的分离过程。
1 易碎盖结构形式
多瓣易碎盖采用球形结构,将易碎盖分为4个部分:框架、球面薄弱区、柱面薄弱区和6块完全相同的分离体子盖,易碎盖的结构形式如图1所示。球面薄弱区和柱面薄弱区采用相同的结构形式,其结构形式如图2所示。导弹日常贮存时,易碎盖固定在发射筒上,各部分通过薄弱区连接起密封作用;导弹发射时,在燃气流的作用下,易碎盖各薄弱区处的胶层发生破坏,盖体分6瓣飞出。
对复合材料易碎盖来说,薄弱区结构的强度是影响箱盖性能的关键因素之一,薄弱区结构的强度可通过改变加贴层的搭接长度L和搭接厚度δ进行调整。如果薄弱区参数选取不合理,使应力集中处的薄弱区先破坏,易碎盖有可能因漏气而不被冲破,影响导弹的正常发射。因此,为保证复合材料多瓣易碎盖的冲破性能,需合理的选择各薄弱区的参数。
图1 易碎盖整体结构示意图
图2 薄弱区结构示意图
2 薄弱区结构设计方案
为保证复合材料多瓣易碎盖的冲破性能,需根据不同薄弱区的应力分布,合理地设计各薄弱区域的强度。尽可能使受力不均匀的薄弱区在一定的冲破压力作用下同时发生破坏,分离体子盖向外四散飞出。
由于易碎盖薄弱区结构形式实际上采用的是复合材料双搭接结构,其强度主要受加贴层的搭接长度L和搭接厚度δ两个参数的影响。为研究薄弱区强度随这两个参数的变化趋势,文中制作了不同参数下薄弱区典型结构形式的试验件各3个,利用万能试验机对试验件进行了拉伸试验,试验结果如图3所示。由图3(a)可知,搭接厚度δ在0.1~0.4 mm范围内时,拉伸强度随搭接长度的增大近似呈线性增大;由图3(b)可知,搭接长度L在2~8 mm范围内时, 拉伸强度随搭接长度的增大而增大,但增长速率逐渐下降。
图3 双搭接接头拉伸试验结果
在0.8 MPa的内压作用下,通过有限元分析可得到,球面薄弱区沿球面自上而下的应力分布如图4所示,球面中心区域的应力基本上是相等的,但在拐角处存在一定的应力集中现象,且整体的应力水平较高。而根据对称性可知,柱面薄弱区结构的应力非常均匀。因此,根据应力水平的不同,将薄弱区可细化为4个区域如图5所示。
图4 球面薄弱区应力分布
基于等强度设计原则,根据图3及各薄弱区域的应力水平差异,受易碎盖制作工艺限制,给出了4个薄弱区域的搭接参数如表1所示,通过设置这4个强度有差异的薄弱区域,来保证各薄弱区域的破坏时间相对一致。

图5 薄弱区按应力划分示意图
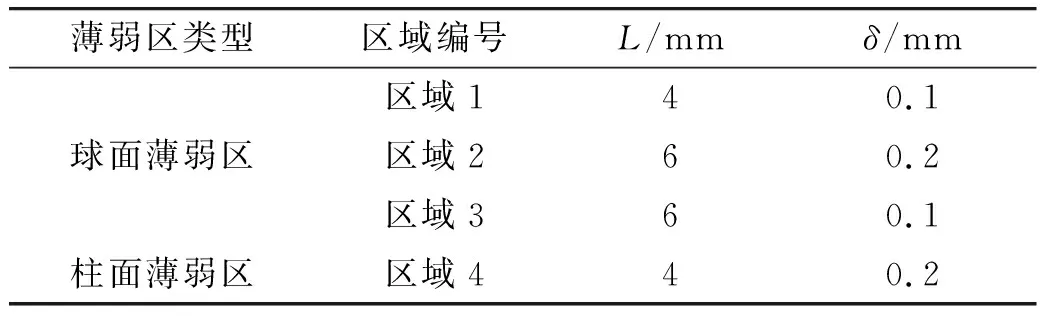
薄弱区类型区域编号L/mmδ/mm球面薄弱区区域140.1区域260.2区域360.1柱面薄弱区区域440.2
3 有限元建模
复合材料易碎盖主体材料与加贴层均采用高强玻璃纤维双向斜纹布作为增强材料,环氧树脂作为基体材料,文中主要考虑易碎盖的分离形式,对盖体的铺层设计过程不再赘述。由于易碎盖的径向尺寸远大于盖体厚度,且受计算机CPU与内存限制,因此有限元分析时将分离体子盖和框架结构等效为二维正交各向异性壳单元。薄弱区典型结构形式试件在拉伸试验时均表现脆性断裂,无明显的塑性变形。
复合材料多瓣易碎盖的冲破分离过程是一种瞬态冲击过程,所以可采用Abaqus/Explict进行显式求解。易碎盖分离过程仿真分析的关键在于各薄弱区域的强度校核以及对失效单元的处理,利用VUMAT编写薄弱区材料的本构关系,考虑到薄弱区胶层结构主要为各向同性材料,强度准则采用Mises准则,当该材料的应力达到各薄弱区结构的强度时,则认为此处的单元失效,并将失效单元直接删除。
由于易碎盖主体结构强度远大于薄弱区结构强度,因此分析过程中重点考虑薄弱区的破坏情况与分离体的抛出轨迹,将各薄弱区域等效为宽度1 mm的矩形区域(局部放大图中的天蓝、黄色、蓝色单元),薄弱区结构与主体结构采用共节点连接,复合材料多瓣易碎盖的网格划分如图6所示。
在易碎盖实际安装时,将易碎盖法兰通过螺栓和金属压环固定在发射箱上,因此在有限元分析过程中在易碎盖法兰处施加固支约束作为边界条件。在实际情况中,易碎盖是在导弹发射时尾流产生的激波压力作用下被冲破的,有限元计算时将该冲击载荷等效为一个随时间变化的均布压力。该均布压力随时间的变化表现为后锋锯齿波形式,峰值载荷为0.8 MPa,作用时间为4 ms,在分析中将总的计算时间设置为5 ms,增量步长时间为0.1 ms。
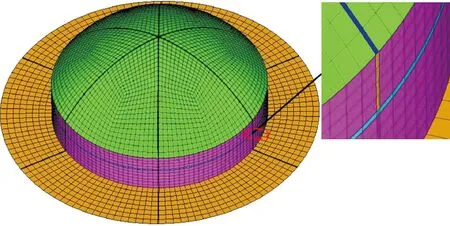
图6 复合材料多瓣易碎盖有限元模型
由相关复合材料基本力学性能试验可得到,易碎盖主体材料的性能参数如表2所示,薄弱区结构的性能参数取E=3.5 GPa,μ=0.35,各薄弱区域的强度参数根据所选搭接参数的不同具体设定。
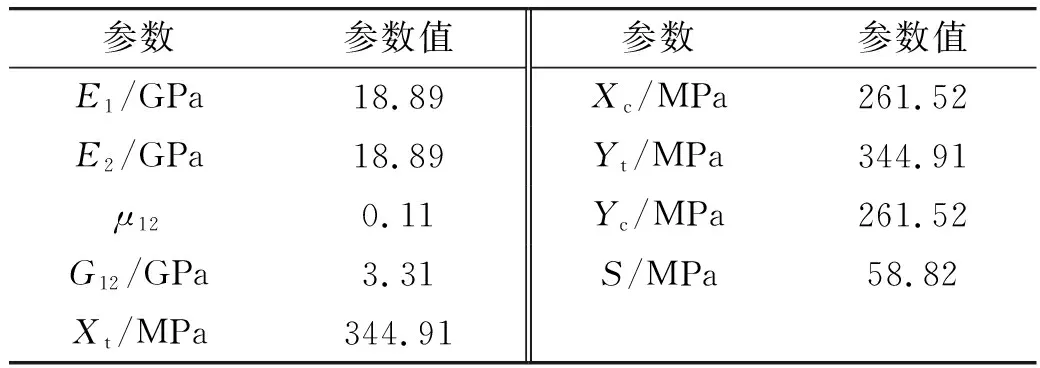
表2 复合材料性能参数
4 计算结果与分析
采用Abaqus/Explict进行计算求解,得到复合材料多瓣易碎盖的冲破过程如图7示。由图7(a)可知,3.6 ms时复合材料与薄弱区域均未发生损伤,在球面与竖直边的拐角处出现应力集中。由图7(b)可见,3.7 ms时易碎盖开始出现损伤,并沿薄弱区域2和区域3进行扩展。由图7(c)可发现, 3.8 ms时薄弱区域1、2和3的单元已被全部删除了,即球面薄弱区已经全部失效,且损伤已扩展到了柱面薄弱区。由图7(d)可见,3.9 ms时所有的薄弱区域均已发生破坏,子盖与框架、子盖与子盖间都产生了分离,分离体分6瓣飞出。
根据以上分析可知,3.7 ms时,即压力为0.74 MPa时,易碎盖拐角处的薄弱区首先发生破坏,并沿薄弱区扩展;至3.9 ms时,即压力增加到0.78 MPa时,所有薄弱区均发生破坏,各分离体子盖沿预定轨迹四散飞出。易碎盖薄弱区从开始产生损伤,至所有薄弱区完全破坏也仅耗时0.2 ms,说明这种薄弱区结构设计方案合理,基本上保证了各薄弱区域同时发生破坏。同时,与设计冲破压力0.8 MPa相比,仿真值为0.78 MPa,二者非常接近,验证了文中提出的多瓣易碎盖薄弱区结构设计方案的准确性。
5 试验验证
根据文中提出的复合材料多瓣易碎盖设计方案,采用相同的材料与成型工艺制作易碎盖3个,利用自制的模拟发射装置进行冲破试验。试验装置如图8所示,采用螺栓和金属压环将易碎盖固定在发射箱上,采用气泵进行加载,直至箱盖完全破坏,通过气压表读取箱内压力。
对3个易碎盖进行冲破试验发现,易碎盖拐角处的薄弱区首先发生破坏,随着箱内压力的增加,损伤逐渐向相邻的薄弱区扩展,最后分离体分6瓣飞出;虽然文中采用的是准静态加载方式,但整个易碎盖冲破过程耗时也非常短,基本上保证了各薄弱区域的同时破坏,与仿真结果基本一致。
易碎盖冲破试验结果见表3,冲破压力具有较高的稳定性,试验结果与仿真值较为接近,验证了文中关于易碎盖冲破性能数值模拟的准确性。与仿真值相比,实际的冲破压力均偏低,平均误差为7.9%,原因主要有:一是复合材料在成型过程中易产生孔洞和缺陷,使易碎盖强度有所降低;二是实际的冲破工况,易碎盖的约束方式与有限元模型有所差异,有限元存在一定程度的简化。

编号仿真值/MPa实际冲破压力/MPa与仿真值误差/%1#2#3#0.780.7287.70.7138.60.7227.4
6 结论
1)研究了搭接长度和搭接厚度对薄弱区承载能力的影响规律,并基于等强度设计原则,提出了一种复合材料多瓣易碎盖薄弱区结构设计方法。
2)利用Abaqus/Explict对复合材料多瓣易碎盖的分离过程进行了数值模拟,结果表明:多瓣易碎盖从开始损伤到完全分离仅耗时0.2 ms,基本保证了各薄弱区域同时破坏。
3)采用设计的模拟发射装置对易碎盖进行了冲破试验,试验结果表明:易碎盖冲破性能稳定,分离体可沿预设轨迹四散飞出,试验结果与仿真值平均误差7.9%,验证了设计方法的可行性。
