滚子轴承保持架异形锁点加工工艺研究
2019-07-23赵传扬杨晓英姚海波郭晓玉陈帅
赵传扬,杨晓英,姚海波,郭晓玉,陈帅,4
(1.河南科技大学 机电工程学院, 河南 洛阳 471003;2.中国一拖集团有限公司 大拖装配厂,河南 洛阳 471000;3.洛阳LYC轴承有限公司,河南 洛阳 471039;4.航空精密轴承国家重点实验室,河南 洛阳 471039)
滚子轴承保持架兜孔锁点用来将滚子、保持架和单个套圈组合为一个整体,锁点的大小直接影响保持架的锁量。锁量过小会在安装使用过程中出现掉滚子现象;锁量过大又会使滚子卡死[1-2]。
传统锁点的加工方法有2种:一种是通过滚轮挤压、滚压等变形方法,使青铜、黄铜等有色金属保持架梁产生塑性变形以锁住滚子;另一种是在保持架兜孔两侧的内径或外径凸台处设计带有一定半径R的圆弧形槽,压弯槽边缘以锁住滚子。但有些保持架的材料、结构受限,无法设计成上述结构,故需对带异形锁点的保持架加工工艺进行研究。
1 异形锁点保持架结构
某型轴承保持架材料为40CrNiMoA,尺寸为φ66 mm×φ57 mm×12.4 mm,内径槽尺寸为φ57.7mm。保持架内径台阶处设计有18个呈W形的异形槽锁点,槽边缘至槽底深度为1.22 mm,槽开口宽度仅0.5 mm,槽边倾斜角度为5°,槽底为R=0.25 mm的圆滑过渡(图1局部视图)。其设计的目的是将异形槽弯爪后锁住滚子,在轴承套圈分解后滚子和保持架不会散套。
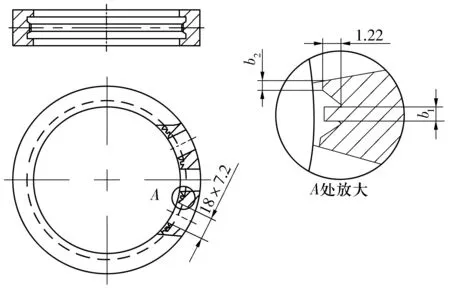
图1 异形保持架结构Fig.1 Structure of special-shaped cage
由于保持架材料硬度高,且异形槽凹陷在内径台阶内侧,如果采用传统铣削或滚轮压印的方法加工,铣刀将与工件内径台阶发生干涉,因此现有加工技术无法实现W形异形槽的加工。
2 加工工艺分析
2.1 电火花加工
通过线切割的方法制作W形电极,沿径向方向进给进行试制加工,同时通过机床主轴进行分度来控制保持架异形槽锁点的等分加工。
通过电火花加工的产品尺寸基本能达到要求,但由于电极尖端厚度仅为0.5 mm,在加工过程中电极不断损耗,加工3~4个异形槽就要更换电极,加工效率低。
对加工后产品进行探伤检测,产品表层约有55 μm烧伤变质层。由于异形槽锁点后续进行弯爪处理时锁点表面易产生微裂纹,可能引起轴承在使用过程中个别锁口脱落,致使滚道中有异物存在,进而导致轴承回转过程中滚道内发生剥离或辗伤现象,造成轴承早期失效[3]。因此电火花加工方法不适合。
2.2 插铣加工
运用加工中心的宏程序编程,利用快速进、快速退功能,同时避开端面的干涉。通过设计专用成形刀具和夹刀器,将刀具用夹刀器固定后装夹在加工中心主轴上,使刀具相对工件径向进给和上下往复运动,每一刀动作类似插床加工的方法,多次进给分层切削完成W形异形槽的加工,同时利用C轴分度控制保持架兜孔等分。
2.2.1 专用刀具设计
40CrNiMoA硬度为28~35 HRC,故刀具选用钨系高速钢W18Cr4V,其具有较高的硬度(62~66 HRC)、强度、韧度和耐热性[4-5],刀柄尺寸选择14 mm×14 mm,刀具长度选择35~40 mm,前端为半锥形,刀头采用线切割加工呈W形专用成形刀具,之后磨削出刀具前角及后角,前角设计为10°左右,后角设计为5°[6],并对刀具底部进行避空处理,如图2所示。

图2 刀具示意图Fig.2 Diagram of cutter
2.2.2 夹刀器设计
夹刀器(图3)上半部分设计为φ12 mm的直刀杆,长度为25 mm,与加工中心ER弹性夹头连接,下半部分设计成与专用刀具相配合的结构,并采用螺钉紧固的方式固定。

图3 夹刀器示意图Fig.3 Diagram of cutter holder
将专用刀具及夹刀器固定后,装配实物如图4所示,装夹在RFMV150(3+2)立式加工中心上,该加工中心采用FANUC Oi系统,具有主轴定向停止和定位功能。利用M19指令将加工中心主轴定向锁紧,并在内槽处轴向方向进行避空处理,采用G00指令进行上下快速往复进给,加工进给示意图如图5所示。

图4 刀具与夹刀器装配图Fig.4 Assembly diagram of cutter and cutter holder

1—加工中心主轴;2—夹刀器;3—刀具;4—保持架图5 模拟加工示意图Fig.5 Diagram of simulation processing
利用加工中心主轴定向锁紧功能,在宏程序中使用条件判断语句,沿图5中所示方向进行分层插削。一个异形槽锁点加工完成后,利用主轴分度控制保持架异形槽的等分加工。槽边倾斜角及槽底尺寸由刀具保证,槽深由于开口较小无法测量,采用测量内径槽梁芯宽b1及兜孔锁点端部尺寸b2来间接保证。
加工后的产品内径槽梁芯宽b1及兜孔锁点端部尺寸b2符合产品图要求。保持架精度具体检测数据见表1,加工后的产品满足技术要求。

表1 保持架兜孔锁点检测数据Tab.1 Detection date for locking point of cage pocket
3 结束语
通过加工中心主轴定向锁紧功能,利用专用刀具和夹刀器进行多刀插铣进给,实现异形槽锁点的加工,满足产品精度要求,解决轴承保持架异形锁点的加工难题。在钢制保持架兜孔锁点加工方面实现了创新,也实现了加工中心的创新使用。
