回龙抽水蓄能电站顶盖螺栓改造关键工艺控制
2019-07-23王宁宁常玉红卢海鹏马增军
王宁宁,常玉红,卢海鹏,李 杰,马增军
(1.国网新源控股有限公司回龙分公司,河南省南阳市 473000;2.国网新源控股有限公司,北京市 100761;3.哈尔滨电机厂有限责任公司,黑龙江省哈尔滨市 150040)
0 引言
回龙抽水蓄能电站水泵水轮机为立轴、单级、混流可逆式,额定转速为750r/min。顶盖采用箱形下法兰结构,由钢板焊接而成,具有足够的刚度和强度,顶盖通过螺栓与座环连接,用定位销确定顶盖和座环的相对位置;座环由钢板焊接而成,座环环板采用抗撕裂钢板DIN TSTE355-Z35;原顶盖螺栓型号为M42×300,共50个,材质为锻钢35CrMo,技术要求为螺栓拉伸值0.38mm,设计屈服强度735MPa,抗拉强度882MPa。
1 存在的问题
《混流式水泵水轮机基本技术条件》(GB/T 22581—2008)4.2.2.6条规定“当要求有预应力时,螺栓、螺杆和连杆等零部件均应进行预应力处理,零部件的预应力不得超过材料屈服强度的7/8。螺栓的荷载不应小于连接部分设计荷载的2倍”。其中,预应力=预紧力F0/螺栓最小断面面积,螺栓的荷载即为螺栓的预紧力F0,连接部分设计荷载为螺栓承受的工作载荷F,即标准要求F0≥2F。
由主机厂出具的螺栓设计计算报告可知,水轮机正常运行情况下F0/F=1.19,水泵工况下F0/F=1.14,水泵零流量工况下F0/F=1.0,水轮机飞逸升压工况(甩负荷工况)下F0/F=0.83,均小于标准GB/T 22581—2008要求的2倍。而顶盖螺栓[1]的预紧力设置过小,机组运行时,在较大的工作载荷作用下,螺栓极易发生松动,长期运行后便会在受力较大部位(螺帽与垫块处)产生疲劳,螺栓松动严重时,还会导致顶盖密封失效而出现漏水现象。
为保证顶盖螺栓在各种工况运行时保证有足够的预紧力,2017年回龙抽水蓄能电站综合治理改造期间对顶盖螺栓进行改造,并对其结构优化设计,通过对设计选型,结构优化,强度复核计算,座环把合螺孔扩孔等关键工艺过程控制,保证了顶盖螺栓在运行时有足够的安全裕度[2]。
2 顶盖螺栓及其连接部件改进优化方案
2.1 顶盖螺栓结构优化
2.1.1 优化原则
为保证顶盖与座环连接的安全可靠,顶盖与座环连接螺栓改进采取以下优化原则:
(1)各工况的螺栓许用应力按80%螺栓材料的屈服极限选取;
(2)在水轮机各种运行工况下,作用于顶盖与座环连接法兰面间的剩余预紧力[3]与工作载荷的比值均大于0.5倍;
(3)结构部分,提高各部分加工精度要求,确保螺纹根部无机械加工刀痕;
(4)结构部分,螺栓螺纹根部部分要伸到本体(或螺母)内部1.5×2P(如图1所示,注P为螺纹牙距);
(5)结构部分,采用合适的防松措施。
2.1.2 顶盖螺栓结构优化
通过计算,为保证螺栓有足够预紧力,对顶盖螺栓结构及加工工艺进行以下优化(见图2):

图1 顶盖螺栓螺纹结构优化简图Figure 1 Optimization diagram of screw thread structure of top bolt

图2 顶盖螺栓结构优化Figure 2 Optimization of roof bolt structure
(1)连接螺栓调整为M64×4,材料采用锻钢35CrMo,螺栓预留测长孔,标明螺栓的伸长值;
(2)螺栓进行必要的防松;
(3)螺栓中间直径小于螺纹小经,中间段与两端过渡采用大圆角倒斜角过渡,过渡区域粗糙度提高到Ra1.6;
(4)采用圆螺母,并增加螺母把合平面与螺纹中心的垂直度及表面的粗糙度;
(5)垫片材料采用45号钢,垫片进行淬火处理要求硬度达到Rc=40,45;
2.1.3 螺柱及螺母加工工艺优化
(1)顶盖螺栓采用材质为锻钢35CrMo,加工前需相应做热处理;
(2)锻件的力学性能应满足表1中要求,拉伸性能试验按照GB/T 228标准要求执行,冲击性能试验按照GB/T 229标准要求执行,硬度试验按照GB/T 231标准要求执行。

表1 35CrMo材质锻件力学性能Table 1 Mechanical properties of 35CrMo forgings
(3)对螺柱及螺母表面进行磷化处理。磷化处理指在钢铁制件表面上形成一曾难溶的磷酸盐保护膜的表面处理方法,通过磷化处理能够提高零件耐腐蚀能力。由于磷化膜具有自润滑能力,因此用于紧固件表面除具有一定防锈能力外,还有防止由于潮湿环境长期使用螺纹锈蚀“咬死”不易拆卸作用,零件防锈性能提高明显。
(4)验收。检查螺栓的材质报告,相关数据符合图纸及有关国家标准要求;对螺栓进行无损检测,螺纹完好内部无缺陷, 符合NF A04-308-1988 C级要求;对螺栓进行力学性能试验,试验数据符合OEA.640.619要求。
2.2 顶盖结构优化
顶盖螺栓调整为M64后,顶盖相应把合孔也需增大,在保证顶盖强度的情况下进行以下优化设计(见图3):

图3 顶盖局部结构优化Figure 3 Local structure optimization of roof
(1)把合法兰厚度由140mm调整为200mm,取消顶盖把合法兰上的10个外侧肋板;
(2)相应的把合螺孔由φ46调整到φ68mm,划平面由φ100变为φ150,同时增加上把合平面与顶盖上与座环把合面的平行度要求;
(3)肋板外侧的T型板由300mm宽变为上300mm,下500mm的梯形;
(4)顶盖上对应的把合法兰面设置两道密封,在两道密封中间,预留检验密封状态的试压孔。
2.3 座环上把合螺孔工艺优化
因顶盖螺栓更换为M64×14后,座环上螺栓把合螺孔也需扩孔至M64(见图4)。

图4 座环把合螺孔优化Figure 4 Optimization of screw holes in seat rings
座环上把合螺孔扩孔工艺控制。座环上螺纹孔需用数控镗铣机进行扩孔,数控镗铣机固定在支撑胎上,支撑胎置于底环上与座环使用搭焊块搭焊牢固。
数控镗铣机按照以下工艺进行扩孔:清理现场底环上平面、内孔,座环上环板平面、内孔,支撑胎清扫干净;将支撑胎平吊至机坑,止口端朝下落于底环上平面;调整支撑胎与座环同心,偏差不大于5mm,塞尺检查支撑胎与底环结合面间隙,满足间隙不大于0.1mm;将支撑胎与座环使用搭焊块搭焊牢固,搭焊块圆周均布8个(见图5);在支撑胎上平面过支撑胎中心、座环两螺孔中心连线中点划辐射线,辐射线圆周等分共25条;清理支撑胎、镗铣机安装平面,镗铣机吊落至镗模上,调整镗铣机位置至其底座边缘距支撑胎中心190mm,底座900mm宽度方向对称线与支撑胎上所划的辐射线重合,保证座环上平面两个螺纹孔中心在镗铣机X、Y轴行程范围内,且距X、Y轴极限行程至少应有10mm余量;使用百分表测量的镗铣机主轴与座环上环板平面垂直偏差,调整水平调整顶丝,直至主轴轴线与座环上平面垂直度在0.05mm之内;将镗铣机与支撑胎固定牢固,镗铣机主轴沿X、Y轴移动,至主轴旋转中心与原螺纹孔中心重合,偏差不大于0.20mm;扩孔时先将M42螺纹扩孔至φ50.5mm;然后使用棒铣刀层切φ50.5mm孔至M64底孔尺寸;再用螺纹铣刀按数控程序铣M64螺纹孔,去毛刺、清理;用标准塞规检查螺纹孔符合要求;镗铣机主轴沿X、Y轴移动,至主轴旋转中心与下一个原螺纹孔中心重合,偏差不大于0.20mm;重复以上步骤直至完成所有M64螺纹孔加工(见图6)。

图5 座环螺纹孔扩孔装配图Figure 5 Assembly drawing of seat ring thread hole reaming

图6 座环螺纹孔扩孔Figure 6 Seat ring thread hole reaming
3 顶盖螺栓及连接部件强度复核计算
3.1 顶盖螺栓强度复核计算
本次计算考虑了机组6种运行工况中载荷较大的4种工况,对顶盖与座环连接螺栓的静强度疲劳程度进行计算,分别为:水轮机正常运行、水泵正常运行、水泵零流量工况、水轮机紧急关机(转轮飞逸),各工况顶盖水推力如图7所示:
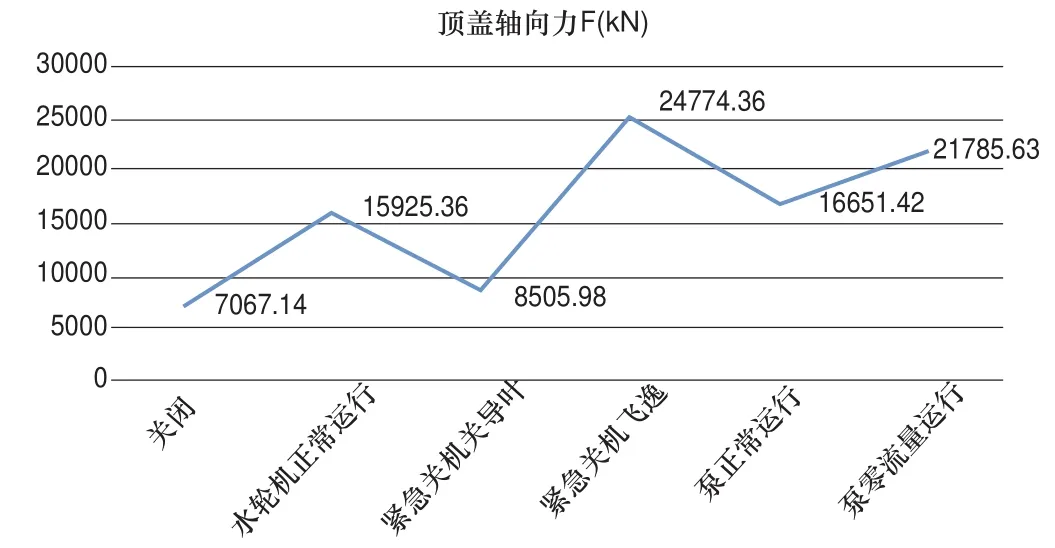
图7 各工况顶盖轴向水推力Figure 7 Axial water thrust of roof under various working conditions
当顶盖螺栓更换为M64×4后,哈尔滨电机厂依据相关标准编制了螺栓强度计算标准程序,并用此程序对顶盖螺栓强度进行计算,如表2所示:

表2 顶盖螺栓优化后强度复核计算Table 2 Strength check calculation of the top bolt after optimization
计算结果表明:
(1)螺栓最小直径断面及螺纹最小直径断面的静应力均小于80%的螺栓屈服极限[4],螺栓是安全可靠的;
(2)在水泵水轮机各种运行工况下,作用于顶盖与座环连接法兰面间的剩余预紧力与工作载荷的比值均大于0.5倍,此事螺栓预紧力与工作载荷[5]的比值均大于2倍,顶盖与座环的联接是安全可靠的。
3.2 顶盖强度复核计算
3.2.1 基本参数
上游最高水位:899m,下游最高水位:502m;
机组安装高出:438m,升压水头:597.9m;
额定转速fn:750r/min,活动导叶格式Zg:20个;
转轮叶片个数Zr:9个,单个活动导叶重量:0.205t。
顶盖材料特性及许用应力如表3所示:

表3 顶盖的材料特性及许用应力Table 3 Material characteristics and allowable stresses of the roof
3.2.2 顶盖强度计算
本次计算考虑了4种工况,分别是:水轮机正常运行、水轮机甩负荷(过速)、水泵正常运行、水泵零流量工况,起重水轮机甩负荷(过速)工况为过渡工况,其他工况均为正常工况,各种工况载荷值如表4所示:

表4 各工况载荷列表Table 4 List of loads in each working condition
通过有限元计算,得出顶盖在各种工况下的应力和变形,如表5所示:

表5 顶盖的应力和变形Table 5 Stress and deformation of roof
各工况下新顶盖的应力和变形分布如图8所示。
由表5及图8可知,顶盖整体应力水平较低,局部最大应力发生在T肋板下端,各工况下的平均应力和局部应力都在许用应力范围内,顶盖的钢强度可以满足设计要求。

图8 顶盖有限元计算模型及应力分布图Figure 8 Finite element calculation model of roof and stress distribution diagram
3.3 蜗壳座环刚强度复核计算
当座环上把合螺孔扩孔至M64后,使用有限元法对蜗壳及座环的强度进行复核计算,并对座环螺纹孔扩至M64后的强度进行分析。
3.3.1 计算参数
打压压力:8.7MPa,设计压力:5.862MPa。
3.3.2 蜗壳材料及许用应力
表6给出了蜗壳座环各部件的材料及特性:

表6 蜗壳座环材料及机械特性Table 6 Material and mechanical characteristics of volute seat ring
根据合同要求,水轮机/水泵正常运行、水轮机甩负荷、水泵断电等过度工况,最大应力不得超过YS/3(高强度钢板)或UTS/4(重要部件铸钢或钢板),飞逸工况小于2YS/3,打压工况小于0.9YS。这是针对解析法计算得到结构的平均应力而言,其许用应力数值见表7:

表7 合同文件中的平均许用应力Table 7 Average allowable stresses in contract documents
而采用有限元法进行分析,将得到结构的局部应力和应力分布,应给出不同的许用应力标准。国际上通用的应力选择方法是ASME的分析应力准则。ASME标准第8卷第2册给出了一些有限元法计算应力的限制应力,并将应力分类如下:
Pm:一次总体薄膜应力;
Pl:一次局部薄膜应力(不连续但没有应力集中);
Pb:一次弯曲应力;
Q:二次应力(二次薄膜应力+不连续的弯曲应力)。
对于设计压力的参考应力为:

不同应力的许用应力定义为:

但在特殊情况,试验压力作用下,蜗壳的许用应力为:

表9给出了蜗壳座环各部件按ASME标准第8卷第2册的许用应力标准考核的应力值。
3.3.3 蜗壳座环的刚强度计算分析
通常蜗壳进口段的应力最大,以该扇形区域作为计算对象,不考虑混凝土联合受力的影响,选取包含具有2个固定导叶在内的36°扇形区域为一个分析模型,全部采用块体单元划分网格,有限网格分析模型如图9、图10所示。

表8 ASME标准第8卷第2册的许用应力标准Table 8 Allowable stress criteria for ASME standards, volume 8, volume 2

图9 蜗壳座环刚强度有限元计算模型Figure 9 Finite element calculation model of rigid strength of volute seat ring

图10 飞逸工况螺纹孔附近的应力分布Figure 10 Stress distribution near the threaded hole in flight conditions
蜗壳座环的计算载荷主要考虑水压力和顶盖传递的拉力。本次计算分析了水轮机正常运行、甩负荷、飞逸、水泵正常运行、水泵零流量和打压六种工况,具体载荷见表9,表中数据均取自水压力计算报告。
通过有限元法计算出蜗壳座环各部件的最大应力及固定导叶中间横断面的应力值,详见表10。

表9 蜗壳座环计算工况及载荷Table 9 Calculation conditions and loads of volute seat ring

表10 蜗壳座环各部件最大应力Table 10 Maximum stress of all components of volute seat ring
由表10中复核结果可看出,蜗壳座环各部件的平均应力满足合同规定的平均许用应力要求,有限元法得到的局部应力也满足ASME标准第8卷第2册给出的许用应力限值。
当顶盖与座环的把合螺栓由原来的M42改为M64后,座环上把合螺纹孔也响应扩至M64。扩孔后,对座环环板的应力影响计算结果见表11。

表11 座环螺纹孔扩孔后的应力Table 11 Stress after reaming thread hole of seat ring
综上所述:
(1)蜗壳座环强度满足材料许用应力要求;
(2)螺纹孔扩至M64后,螺纹孔附近的应力水平较低,对座环强度的影响很小。
4 结束语
回龙抽水蓄能电站通过顶盖螺栓及其连接部件重新设计选型及优化,并经现场有序的安装及安装过程的严格工艺控制,确保了顶盖螺栓在各种工况下运行有足够的安全裕度,保证了顶盖与座环连接的安全可靠,为机组的安全运行提供了有力保障。目前2台机均完成了机械过速试验、发电机单甩负荷及双机同甩负荷试验,现运行情况良好。本文通过对回龙抽水蓄能电站顶盖螺栓及其连接部件重新设计选型及优化重要工艺过程总结和分析介绍,希望可以给类似结构的设计、制造以及安装提供一定的借鉴。
