龙门架式码垛自动线的设计与研制
2019-07-22朱晓清王烨宋瑞宏
朱晓清 王烨 宋瑞宏

摘 要:设计并研制了一种适合于适用于场地不大、输送超硬超细粉末物料袋的龙门架式码垛自动线,详细阐述了龙门架式码垛自动线的工作原理及其结构组成,论述了其控制系统及其控制方式。该码垛自动线具有结构紧凑、占用空间少、运动灵活、工作可靠等优点。
关键词:龙门架;码垛;自动线
DOI:10.16640/j.cnki.37-1222/t.2019.19.127
1 引言
21世纪,陶瓷行业发展迅猛,我国产量多年位居第一,陶瓷原料锆英粉的产量持续提高。包装码垛严重制约锆英粉生产,多数企业采用手工包装,人工搬抬码垛,效率低,强度大,严重制约锆英粉的产量。锆英粉粒度已达到微米级,硬度高,搬抬码垛过程中产生扬尘威胁工人健康。本文设计的龙门架式码垛自动线有效解决以上问题,系统简洁可靠、自动化程度高,极大提高包装码垛精度和效率。
2 龙门架式码垛自动线概述
2.1 码垛方式
码垛要求:(1)托盘尺寸:1100×1100×110mm,(2)每垛料袋10层,码垛后总高度:1300mm,(3)堆码方式为每层6袋,以3×2方式码垛,相邻两层纵横交错式放置。(4)包装后满袋重量25kg,尺寸550×450×110mm,(5)码垛机可用场地4m×8m,堆码速率每垛≤30分钟。
2.2 工作原理
所设计的龙门架式码垛自动线是将已包装封口的粉末物料袋装产品通过皮带输送机送到整形机,整形机对料袋压平整形,继续输送到剪叉式升举机,举到抓包高度,倒悬机械手抓取后,丢包到托盘升降机架上的木托盘上,如此循环,完成第1层料包放置后,托盘升降机下降一层。码第二层时倒悬机械手抓取后料袋后旋转90度,丢包到木托盘上,重复上述动作,直到码完10层即1垛后托盘升降机下降至最低位置后,由叉车下线入库,完成码垛包装流程。
3 龙门架式码垛自动线的主要组成
码垛自动线由皮带输送机、整形机、剪叉式举升机、龙门架、倒悬机械手等机械部分和PLC控制以及安全检测装置等电气控制系统部分组成。见图1工作原理图。
3.1 机械系统
3.1.1 皮带输送机及整形机
皮带输送机是将料袋输送到剪叉式举升机。首要考虑料袋的输送速度,还要考虑输送尺寸要与料袋包型相符合。因复秤平台与皮带输送机之间有90度的转角,所以在两者之间设计转角滚筒起转位作用,考虑转弯环节在半幅摩擦时的驱动力,转角滚筒采用从动方式。
整形机是对料袋压平整形。首要考虑灌装后料袋的包体厚度,确定入口高度及整压范围,并留有可调范围。考虑到保证整形效果的同时要确保料袋无损,否定了整体振动式和棱滚振动式,确定采用弹性翘板式滚杆拍击与滚筒辗平形式。
3.1.2 剪叉式升举机
剪叉式升举机将料袋升举到一定高度,由倒悬机械手抓取,准备丢包码垛。首先根据皮带输送机高度和抓包高度确定举升高度。采用结构紧凑的四层剪叉结构。第二考虑升降速率和现场气源动力,在2、3层剪叉杆以气缸推动,运动仿真校核升举行程,设计推耳、气缸截面积和行程。下降环节,调校了气缸的释放阻尼,设计了弹性垫保护。升举机处于低位时,确保输送料袋移动到位,设计了挡板。在辊筒组中间机械抓齿中隙加装牵引带。
3.1.3 龙门机架
龙门机架由四根立柱、四根横梁组成。在两根长柄梁上,安装滚珠圆导轨,大车沿导轨纵向移动。大车上安装两条导轨,小车带动机械手在大车导轨上横向移动。大车、小车由伺服电机通过同步带传动,设有接近及限位开关,实施行程保护。码垛过程中会出现粉尘,所以各导轨均为干磨擦,以毡圈保护,框架设有安装及检修工艺孔、窗。
3.1.4 托盘升降机
托盘升降机由机架、升降滑块机构、直线导轨、升降滚珠丝杆零部件组成。升降机下行时承受逐层递增的变载荷,两侧受力需平衡,传动同步性要好,故升降机构采用圆直线导轨導向,动力从电机经一根同步传动轴传达至两侧减速器,以方箱多头滚珠丝杠输出直线推力。
3.2 电气控制系统
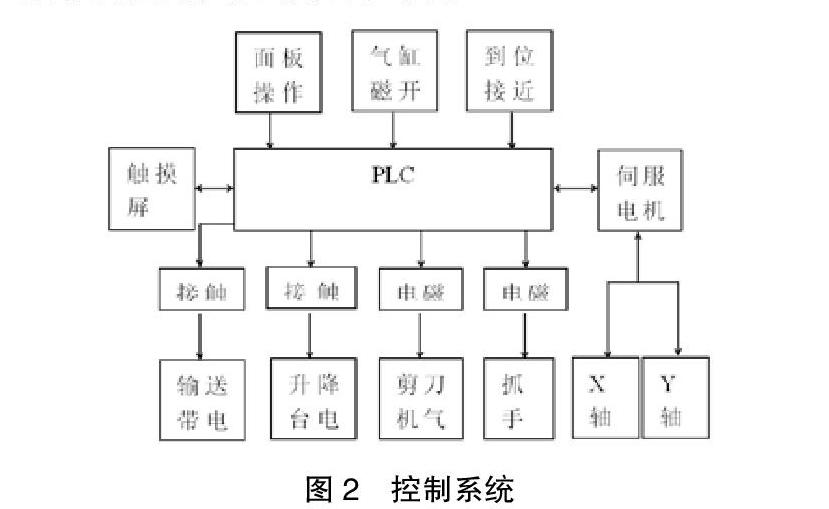
码垛机的控制系统组成如图2所示。
控制系统选用了三菱FX3U系列,具有定位控制功能。输入和显示采用触摸屏,显示当前码垛机的工作状态,这样的构成提高了系统的稳定性和抗干扰能力,也便于系统调整和二次开发。驱动部分采用三菱伺服电机,保证长期不间断运行情况下不丢码失步。
4 结论
本文研制的组件式倒悬龙门架近距堆包码垛自动线,是一种适于不同生产节拍、可堆码易变形粉末包体、适应硬细粉尘环境的码垛系统。系统采用组件式倒悬龙门架结构,将运动分解为剪刀举升、抓取移位、近距堆包、逐层组垛。各组件模块可自由搭配,在框架中可设置1-3个堆垛,结构紧凑、定位精确、系统空间布局灵活。通过整形机构及可调近距离丢包装置,克服了粉末料袋易变形的问题。采用自清扫毛毡随动圆导轨滑块、局布护套的多线滚珠丝杠、埋地升降驱动实现了无循环润滑的传动,适应超硬超细、易扬尘粉体料袋的码垛。
参考文献:
[1]左青,王贵生.全自动码垛机的应用[J].中国油脂,2010,35(02):64-66.
[2]王明武.基于PLC的全自动铝锭码垛机设计[J].机床与液压,2012,40(02):101-103.
[3]刘江,秦宝荣,王淑华.基于ADAMD和ANSYS的层码垛设备的设计[J].机械设计与制造工程,2014,43(11):38-43.
[4]付铁,李金泉,陈恳等.一种新型高速码垛机械手的设计与实现[J].北京理工大学学报,2007,27(01):17-20.
[5]赵伟,李响,郭爱华等.工业机械人码垛线的设计[J].制造业自动化,2011,33(10):117-119.
[6]董爱梅.基于PLC的聚乙烯包装码垛机控制系统设计[J].包装工程,2005,26(01):39-40.
[7]李立荣.成品小袋产品实现自动码垛[J].纯碱工业,2011,(04):37-38.
[8]董晶,姜永增,郭艳宏.一种全自动化肥包装码垛机码垛控制单元的设计[J].农机化研究,2014(03):98-10.
[9]程永强.基于PLC和伺服的砌块码垛机控制系统设计[J].通化师范学院学报,2018,39(12).
[10] 郝翠霞,叶晖.基于Smart组件的工业机器人码垛仿真设计[J].自动化技术与应用,2018,37(08).
