TEKLA软件在LNG项目模块栓接结构编号中的应用
2019-07-22刘春磊孙耀涛
刘春磊,王 浩,孙耀涛,吴 军,吴 捷
中国石油集团海洋工程有限公司,山东青岛 266555
俄罗斯亚马尔LNG 项目FWP5 包共有39 个栈桥管廊模块,其结构形式是栓接,即构件之间是通过螺栓进行连接的,构件自身是由零件通过焊接而形成的[1]。该工程包结构专业以构件作为产品进行散件交货。
零件编号和构件编号是所有构件预制和交货过程的施工管理基础,也是材料追踪的依据,因此,它是加工设计图纸中非常重要的信息组成部分[2]。通常,不同的施工企业都有各自的编号方式,即使在同一企业,针对不同类型的工程项目,编号方式也不尽相同。对于FWP5 包的39 个栈桥管廊模块,构件数量达16 000 多个,零件数量达112 000 多个,在钢材切割下料、零件组对焊接和构件成品检验等过程中各工序相互交叉作业的情况下,为有序管理零件和构件,并尽量减少标记作业工作量,必须对零件和构件赋予简单有效的编号。同时,结构专业的加工设计是以Tekla Structures 软件(简称TEKLA)为基础开展的,因此需要探究如何利用该软件进行自动编号,从而减少手动编号的工作量和错误率。
1 栓接结构特点分析
在常规海洋平台上部组块结构中,梁柱连接以及主梁和次梁连接位置的连接板和加强筋板等的安装主要在结构整体组装时进行,因此,除了由钢板焊接组成的PG 梁(焊接H 型钢)和由钢板卷制焊接而成的管立柱外,其他梁、柱和斜撑在结构整体组装前并没有进行焊接作业,只进行相应的切割下料,不需要进行NDT 检验,如图1所示。虽然这类梁、柱和斜撑在加工设计图纸中可以与焊接的PG 梁和钢管一样作为构件进行处理,但当尺寸和材质相同时,在施工中可以相互换用,因此,不需要采用不相同的唯一构件编号进行区分,这与TEKLA 软件中默认的构件编号自动处理方式相符,如图2所示。
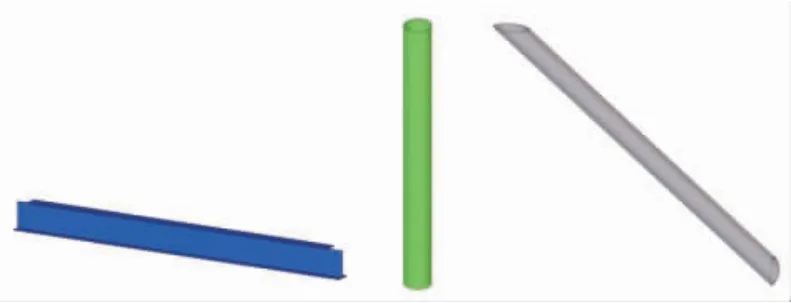
图1 未焊接连接板和加强筋板的梁、柱和斜撑

图2 TEKLA 软件中默认的构件编号方式
在FWP5 包栈桥管廊模块的栓接结构中,梁、柱和斜撑都焊有连接板或加强筋板,如图3所示,都需要进行焊接NDT 检验。因此,即使当尺寸和材质相同时,每个杆件也应采用不相同的唯一构件编号[1-3];对于连接板和加强筋板,当尺寸和材质相同时,应采用相同的零件编号,以便减少施工中零件找寻的工作量。
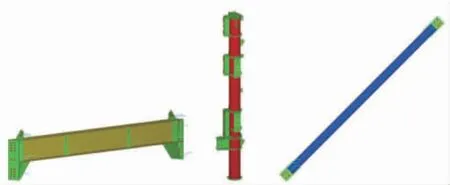
图3 焊有连接板和加强筋板的梁、柱和斜撑
2 零件和构件编号探究
在TEKLA 软件中,单个栓接构件中有两类零件:一是主零件,一个构件只有一个主零件,其他零件都焊接到主零件上;二是次零件,一个构件可以有多个次零件焊接到主零件上。在FWP5 包建模中,首先搭建的是不含节点连接的结构框架模型,即只包含H 型钢、圆管、槽钢、角钢等细长零件,不包含节点连接板和加强筋板,如图4所示。因此,选择这些细长零件为主零件,连接板和加强筋板为次零件。
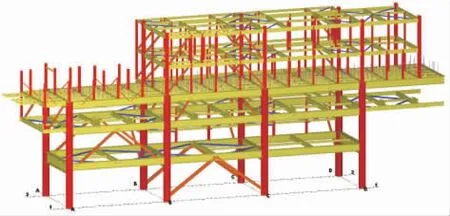
图4 主零件结构框架模型
综合考虑FWP5 包模块数量多、零件和构件总量多、主次零件类型和构件NDT 检验要求等因素,拟采用以下零件和构件编号方式。
2.1 次零件编号
一个模块所包含的连接板和加强筋板数量非常多,为避免因零件号太多而导致零件管理和取用复杂,规定相同尺寸和材质的零件采用相同编号,同时还应特别标明某些零件在下料时需要预留焊接坡口,以避免遗漏坡口导致安装返工。
(1)模块编号-前缀P 接顺序号。P 表示Piece,代表不需要开焊接坡口的次零件,例如SPP306-P1。
(2)模块编号-前缀PB 接顺序号。PB 表示Piece Beveled,代表需要预留焊接坡口的次零件,以便在零件切割下料过程中,引起工人重视,避免焊接坡口漏开,例如SPP306-PB1。
2.2 主零件编号
主零件是与构件一一对应的,为了减少施工过程中的标记工作量,同时避免因构件编号和主零件编号在主零件上双重标记而产生混淆,因此直接采用构件编号作为主零件编号,省去额外的主零件编号。
2.3 构件编号
构件编号应具有唯一性,同时为在施工中方便识别主零件规格,将构件编号规定为:模块编号-主零件截面规格-顺序号,例如SPP306-45B2-1,以此明确构件所在模块并显示主零件规格。
3 TEKLA中创建自动编号
零件和构件编号原则设定后,需要对每个零件和构件进行编号,该过程可以选择在加工设计图纸中手动编号、在TEKLA 软件中手动编号或自动编号。考虑到FWP5 包中零件和构件数量非常多,为有效减少编号操作工作量,采用TEKLA 软件进行自动编号非常必要[4]。在TEKLA 软件中,为实现自动的零件和构件编号,需要对与编号相关的几项功能进行以下具体设置。
3.1 次零件编号
次零件编号主要利用TEKLA 软件基本的常规设置来自动生成,包含以下两个步骤:
(1)在高级选项中,将“XS _ UNIQUE _NUMBERS”设置成“FALSE”,代表零件编号不是唯一性的(如图5所示),从而使相同尺寸和材质的零件自动生成一个零件编号。

图5 零件编号不唯一性设置
(2)在零件属性对话框中,将零件前缀位置设成“P”,构件前缀位置清空,从而实现次零件编号由P1 开始,而其构件编号则由主零件的构件编号确定,如图6所示。为便于零件下料管理,在次零件编号过程中,为尽量使相同板厚和材质的次零件编号顺序号连续,减少零件编号中的顺序号在不同板厚和材质的钢板套料中多次穿插,从而避免混乱,应基于板厚和材质来分批分步修改编号设置,当一个批次完成编号设置并运行自动编号后,再进行下一个批次[5]。
3.2 主零件和构件编号
在高级选项的编号设置中,将“XS_UNIQUE_ASSEMBLY_NUMBERS”项设为“TRUE”,如图7所示,以便实现构件编号的唯一性;而在主零件的对话框中,如果按照常规的操作对零件和构件进行编号前缀设置(如图8所示)当运行自动编号后,则会出现主零件编号和构件编号不一致的情况,同时主零件编号也不具有唯一性,如图9所示。

图6 次零件属性对话框中编号前缀设置
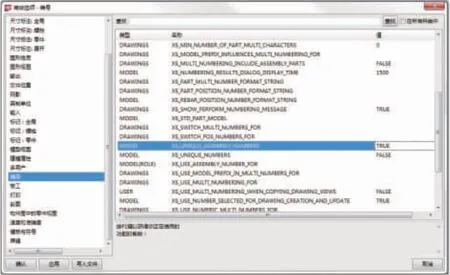
图7 构件编号唯一性设置

图8 主零件属性对话框中编号前缀设置

图9 主零件编号和构件编号出现不一致
为了实现主零件和构件自动编号的一致性,以避免不一致性导致加工设计图纸和施工管理中出现混乱,在高级菜单的编号中,采取在“XS_USE_ASSEMBLY_NUMBER_FOR”项中输入“MAIN_PART”,代表用构件编号来替代主零件编号,如图10所示[6]。同时在主零件对话框中,将零件编号前缀清空,只设置构件编号前缀(如图11所示)这样在运行自动编号后,实现主零件编号和构件编号的一致,如图12所示。
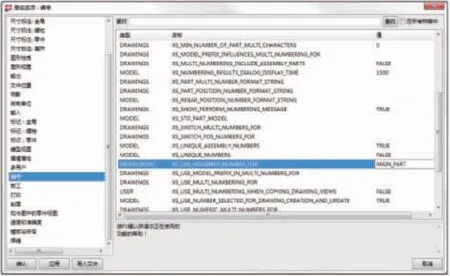
图10 构件编号替代主零件编号设置

图11 主零件编号前缀清空设置

图12 主零件编号和构件编号实现一致性
除上述设置外,在构件编号过程中,为使编号按照一定的坐标方向依次连续进行,需要在编号设计选项中,选择设置构件编号在X、Y 和Z 三个坐标方向的编号次序(如图13所示)从而实现构件编号在空间位置中的连续性,以便于加工设计和施工管理。
4 结束语
本文通过对LNG 模块栓接结构的特点进行分析,形成了适用的零件和构件编号原则,并运用TEKLA 软件的各项编号功能进行合理设置,实现了零件和构件的准确自动编号,大幅减少了手动编号工作量,在一定程度上满足了加工设计工作成本和周期的控制要求。该编号方法在亚马尔LNG 项目FWP5 包中得到了成功的应用,同时该编号方法也可为今后类似的栓接结构项目提供借鉴。

图13 构件编号坐标方向次序设置
