12Cr5Mo耐热合金钢焊接工艺
2019-07-22张西雷刘彦青
张西雷,王 强,刘彦青
中国石油天然气管道第二工程有限公司,江苏徐州 221006
耐热钢是抗氧化钢和热强钢的总称。抗氧化钢又称不起皮钢或热稳定钢,它在高温下能抵抗氧化和其他介质的侵蚀,并有一定的强度,其工作温度可高达900 ~1 100 ℃;热强钢在高温下具有较高的强韧性和一定的抗氧化性,其工作温度可高达600 ~ 800 ℃[1]。
12Cr5Mo 是一种含有粒状珠光体组织和少量铁素体的具有较好的高温耐热性和高温抗氧化性的钢材,供货状态下其力学性能良好。但钢材焊后淬硬倾向明显增大,冲击韧性降低,极易出现冷裂纹,焊接性能差,故对焊接工艺要求严格,需采取焊前预热、焊后热处理等工艺措施确保焊接质量[2]。
12Cr5Mo 钢管有两种供货状态,即12Cr5MoⅠ和12Cr5MoNT。符号“Ⅰ”和“NT”属于钢牌号的一部分,表示钢管的交货状态,其中“Ⅰ”为完全退火或等温回火,“NT”为正火加回火[3]。本文以12Cr5MoⅠφ219 mm×10 mm 的钢管为例,介绍12Cr5Mo 耐热合金钢的焊接工艺。
1 12Cr5MoⅠ耐热合金钢的化学成分及力学性能
12Cr5MoⅠ耐热合金钢的化学成分见表1,力学性能见表2[3-5]。
2 焊接方法及填充材料
为保证焊接质量,提高焊接工作效率,根据12Cr5MoⅠ耐热合金钢的焊接性能,焊接方法选用钨极氩弧焊根焊,焊条电弧焊填充、盖面。
为使焊接接头具有与母材相当的高温强度及高温抗氧化性,填充材料选用GB/T 8110—2008 中规定的ER55—B6(H1Cr5Mo)钨极氩弧焊焊丝和GB/T 5118—2012 中规定的E5515—5CMV 低氢型焊条。其化学成分及力学性能分别见表3~6[6-7]。

表1 12Cr5MoⅠ耐热合金钢的化学成分(质量分数)/%

表2 12Cr5MoⅠ耐热合金钢的力学性能

表3 ER55-B6 焊丝化学成分(质量分数)/%

表4 ER55-B6 焊丝的力学性能

表5 E5515-5CMV 焊条化学成分(质量分数)/%

表6 E5515-5CMV 焊条的力学性能
3 焊前清理及组对
管口组对前,应将坡口表面及其两侧母材内外表面不小于20mm范围内的氧化物、油污、熔渣、毛刺及其他有害杂质清理干净,坡口形式及尺寸见图1。
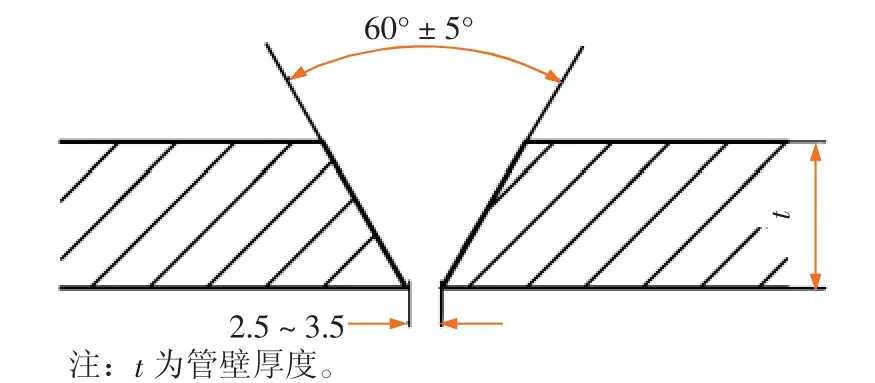
图1 坡口形式及尺寸
采用与根焊相同的焊接材料、焊接工艺参数进行定位焊,定位焊缝的长度、厚度和间距应能保证在正式焊接过程中不开裂,每道焊口定位焊缝不得少于2 处,焊缝的长度以10 ~15 mm 为宜。定位焊缝应平滑过渡到母材,焊缝两端需磨削成斜坡并保证焊透及熔合良好,且无气孔、夹渣等缺陷。
在现场施工时,当进行钨极氩弧焊时风速大于2 m/s 或焊条电弧焊时风速大于5 m/s,空气相对湿度大于90%,或遇到雨、雪环境等时,应采取保护措施,否则不得施焊[8]。焊前应检查焊接设备处于完好状态,检查氩气余量,确保气体充足。
焊条E5515-5CMV 应按要求进行烘干,烘干温度为350 ~400 ℃,保温1 ~2 h。焊条经烘干后,应放置在100 ~150 ℃的保温筒内随用随取,焊条在空气中暴露时间超过4 h 后应重新进行烘干,重复烘干次数不得超过2 次。焊丝表面若有油污,使用前应进行清理。
南京大学图书馆有“图宝”当前台的咨询馆员;第一、二代智能盘点机器人;智能书架;24小时自助借书机(含自助办证);人脸识别技术的应用。
焊前按要求均匀预热坡口两侧,预热温度应不小于200 ℃,预热范围为以坡口为中心两侧各100 mm[9]。
4 焊接
焊件达到预热温度后应立即进行焊接,焊接过程中道间温度不得低于预热温度。焊接时应对焊缝背面进行内充氩保护,至少焊接完成三层后方可终止内充氩。采用钨极氩弧焊时,焊丝前端应置于保护气体中,多层焊时每层的焊接接头应错开,并清理道间和层间影响焊接质量的杂质,焊接过程中不允许中断焊接。中断焊接时,应采取后热措施[9]。焊接所用工艺参数见表7。

表7 12Cr5MoⅠ耐热合金钢焊接工艺参数
5 外观检查
焊接完成后对焊缝表面进行外观检查,焊缝外观应成形良好,焊缝表面无裂纹、气孔、夹渣、弧坑、凹坑及未焊满等缺陷。焊缝能够与母材圆滑过渡,焊缝余高为1.0 ~2.5 mm,焊缝表面宽度比坡口两侧各增宽0.5 ~2.0 mm,焊道表面要求深度不超过0.3 mm。
6 焊后热处理
12Cr5Mo 钢焊接完成后立即进行焊后热处理,焊后热处理温度为700 ~760 ℃。热处理加热升温至300 ℃后,加热速度不大于220 ℃/h。加热到规定温度后保温0.5 h。恒温期间各测温点的温度均在规定的热处理温度范围内,其偏差不超过50 ℃。恒温后的冷却速度不大于260 ℃/h,冷却至300 ℃后自然冷却。焊后热处理的加热、保温、冷却温度应采用热电偶进行连续测量,采用自动温度记录仪进行记录[10]。
焊缝若不能立即进行焊后热处理时,焊接完毕后应立即进行后热,后热温度为200 ~350 ℃,保温时间不应少于30 min。后热加热范围为焊缝两侧各不小于焊缝宽度的3 倍,且不小于25 mm。后热加热范围以外100 mm 部位应保温[9]。
7 无损检测
无损检测按照NB/T 47013—2015《承压设备无损检测》执行,进行100%射线检测,Ⅱ级合格。无损检测不合格的焊缝可进行返修,用砂轮机打磨或碳弧气刨进行缺陷清除,并经渗透或磁粉检测确认缺陷完全清除后方可进行焊接。同一部位的返修次数不得超过2 次。对已完成热处理的焊接接头进行返修时,返修后应重新进行热处理。
8 力学性能试验及硬度试验
焊接接头根据NB/T 47014—2011《承压设备焊接工艺评定》要求进行拉伸、弯曲、冲击试验,并对焊接接头进行硬度测试。
8.1 拉伸试验
根据要求分别从平焊、仰焊位置取样、加工,并进行试验。拉伸试验按GB/T 228.1—2010 规定的试验方法测定焊接接头的抗拉强度,试验结果见表8。

表8 拉伸试验结果
8.2 弯曲试验
根据要求从管周向45°位置截取侧弯试样4件。按要求加工并进行试验,弯曲试验按GB/T 2653—2008《焊接接头弯曲试验方法》进行,试验结果见表9。

表9 弯曲试验结果
8.3 冲击试验
根据要求分别从立焊位置取冲击试样4 组。按要求加工并进行试验,冲击试验按GB/T 229—2007《金属材料夏比摆锤冲击试验方法》进行,试验结果见表10。

表10 冲击试验结果
8.4 硬度试验
根据GB/T 2654—2008《焊接接头硬度试验方法》要求,对焊后热处理的焊接接头进行布氏硬度检验,硬度测试位置包括焊缝、热影响区及其附近的母材,硬度测试位置示意见图2,硬度测试结果见表11。

图2 硬度测试位置示意
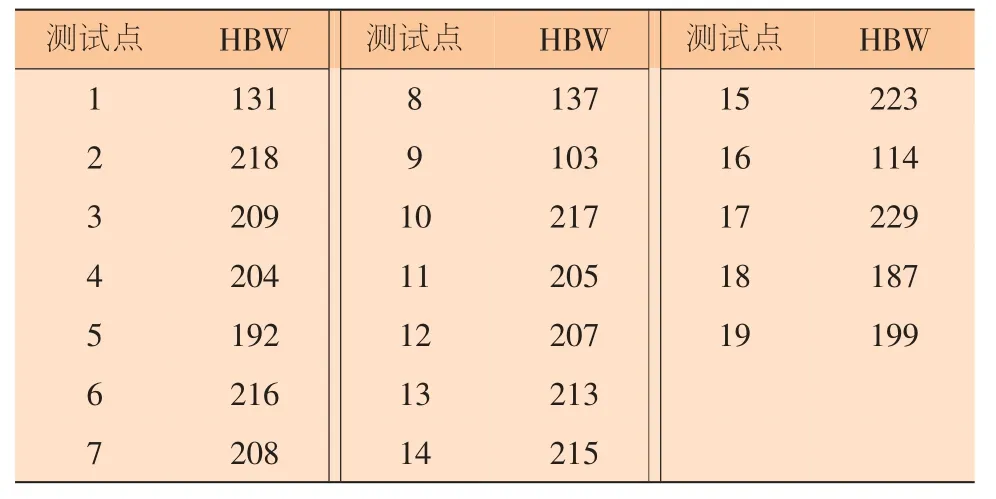
表11 硬度值HBW 测试结果
9 结束语
介绍了耐热合金钢12Cr5Mo 的化学成分、力学性能,根据12Cr5Mo 的力学性能及焊接特点,选择了合适的焊接方法、填充金属、坡口形式及尺寸;通过焊前清理、焊接工艺参数的优化、预热温度及层间温度的控制以及接头焊后热处理,确保了焊缝质量。外观检查、无损检测、焊接接头的拉伸试验、弯曲试验、冲击试验及硬度试验表明,采用钨极氩弧焊根焊,焊条电弧焊填充、盖面焊接工艺焊接的12Cr5MoⅠ耐热合金钢焊接接头的各项指标合格,焊接质量可靠,满足焊接工艺评定及设计文件要求。
耐热合金钢的焊接过程应严格按工艺要求进行预热,控制道间温度,焊后应立即进行焊后热处理,不能进行焊后热处理的应立即进行后热处理,以确保焊接接头的性能。不合格的焊缝应进行返修,返修后的焊缝应重新进行热处理及硬度检测。
