WinCC脚本在洁净型煤生产自动控制系统中的应用
2019-07-12毛维龙王保明张号官丁淑英
陈 涛,毛维龙,王保明,张号官,丁淑英
(兖煤蓝天清洁能源有限公司,山东 邹城 273500)
1 洁净煤厂煤粉制备工艺存在的问题
兖煤蓝天清洁能源有限公司洁净煤厂的洁净煤干压成型技术,是国内首创的一种新型洁净煤生产技术。该厂在洁净型煤生产过程中,由于生产系统分散且无成熟的设计可以借鉴,其工艺需要使用多个厂家的成套设备来完成[5]。其中煤粉制备系统中的设备最为集中,分别为输煤、立磨、锤磨、称重、混料、气力输送等。各系统之间在工艺控制中既存在互相衔接,也存在交叉运行,而不同厂家的设备自带的PLC控制系统却互相高度独立,相互之间无数据交换,也无必要的上下级之间的逻辑连锁(图1)。这种现象导致整个煤粉制备系统在运行时需要集控操作员来完成工艺之间的闭环控制与上下级的连锁,大大增加了集控人员的工作量与失误率,严重制约了整个工艺的运行效率与生产安全。尤其是在下一级设备发生故障停机时,集控人员无法及时手动停止上一级设备,致使每次设备意外跳停时都会导致上一级设备堵料。
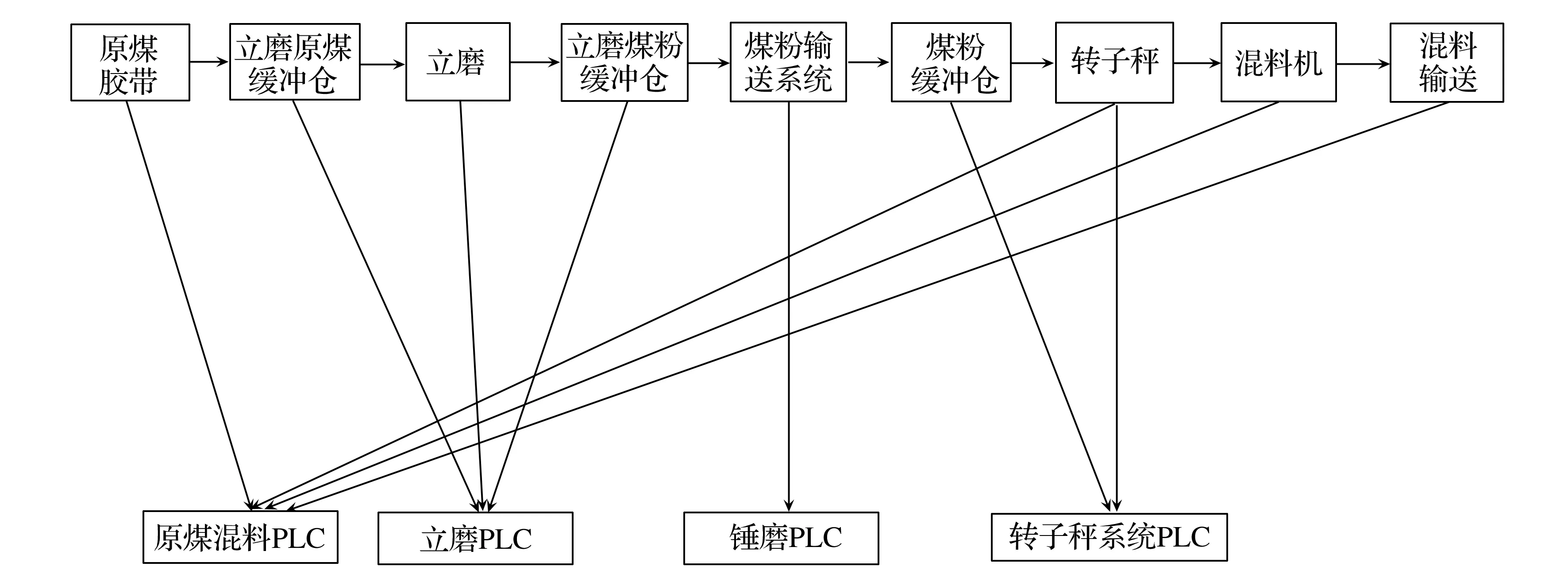
图1 煤粉制备工艺各PLC系统控制示意
为解决该问题,洁净煤厂多次联系煤粉制备各系统厂家人员,要求在各自的PLC系统中添加与其他关联设备的闭锁程序。由于煤粉制备子系统较多,厂家极为分散,难以同时召集各系统厂家联合修改程序,且各厂家之间也不愿兼容其他厂家的控制流程,亦不愿将己方程序及工艺数据与其他厂家共享,导致该方案无法完成。
2 控制系统概述
煤粉制备工艺各PLC系统中,原煤混料PLC系统负责控制给煤机、原煤带式输送机、混料机、混料螺旋及混料斗提机等设备。立磨PLC系统为厂家设备自带控制系统,负责立磨系统的运行。锤磨PLC系统同样为厂家设备自带控制系统,主要负责控制锤磨系统及煤粉输送设备(包括刮板输送机、螺旋泵、罗茨风机)的运行。转子秤PLC系统由气力输送设备厂家配套,主要负责原料转子秤系统的PID控制,用来精确控制各原料的配比。而转子秤的启动与停止则由原煤混料PLC系统采用GET/PUT指令读写转子秤PLC相应的数字量点来实现[2]。各系统均使用西门子S7-300系列CPU,其中原煤混料系统及转子秤系统采用西门子CPU 315-2PN/DP控制器,立磨及锤磨系统采用CPU 314C-2PN/DP控制器,各控制器通过 Profinet协议连接厂工业环网[4]。洁净煤厂工业环网核心由5台MOXA的EDS-510A-1GT2SFP-T三层光纤交换机组成,上位机则采用V7.4版本的WinCC组态软件,由1台Server及5台Client组成C/S架构连接工业环网[3](图2)。
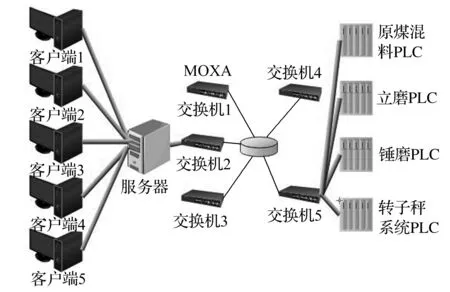
图2 洁净煤厂网络拓扑示意
鉴于目前洁净煤厂上位机使用西门子WinCC组态软件,各设备均使用西门子PLC进行控制,而WinCC支持C语言与VB语言的脚本编程,可以方便的实现自动控制;被监视数据与被控数据在同一系统及同一工业以太网内,无需考虑属于哪一台PLC控制,更无需改动数据所在PLC的程序;且WinCC与各设备厂家所用PLC同属于西门子,兼容性和数据稳定性更好,所以该方式的优点适合洁净煤厂目前面临的情况。
3 闭锁控制逻辑
闭锁逻辑的设计只需考虑各系统需要与其他系统衔接的设备,而系统内部各设备的闭锁已由厂家完成。闭锁设计以原煤仓、煤粉仓、混料仓等缓冲仓下星型卸料阀为界,当其中1台设备因故障跳停时,应联跳上级设备直到最近的缓冲仓下卸料阀为止。缓冲仓容量较大,不影响上级系统运行,可以为系统排除故障提供较长时间。为了防止缓冲仓煤粉溢出风险,可以用缓冲仓称重数据来联跳上级设备直至更上一级缓冲仓下的卸料阀。由此可以完成整个煤粉制备系统的闭锁设计,并最大限度的减小故障影响范围,提高效率,降低生产安全风险。
4 实现方式
在WinCC左侧目录树中点击“全局脚本”,并新增一个动作,在该动作中根据闭锁控制逻辑使用C语言进行编程[1],编写时C语言的使用应符合ANSI-C规范[9]。编写完成后对所写脚本进行编译,编译如无错误,将其保存至WinCC项目所在的PAS文件夹中。如编译出错,对相应的错误进行修改,直至编译正确后方可保存至PAS文件夹中。该动作触发器周期应设置为1 s,不宜设置过短或过长时间,以免频繁刷新PLC数据或出现控制滞后现象[9]。最后,需要在WinCC目录树中的“计算机属性”中点击“启动”选项卡,并勾选“全局脚本运行系统”以启用该脚本[3]。完成以上工作后,重新激活WinCCC[7],C语言脚本将按照编写的逻辑实时监测数据的变化,并根据变化执行相应的操作命令来实现自动控制。
5 运行效果
洁净型煤厂在使用WinCC脚本对控制系统进行优化后,完全实现了预定功能。在实现闭锁后,又使用全局脚本的方式对干压成型洁净型煤生产的集中控制系统进行了自动运行的编程设计。试验运行表明,WinCC能实时采集各系统数据,并根据C脚本对各被控数据进行实时刷新,模拟设备故障跳停时,WinCC立刻对上级连锁设备所在的不同PLC刷新其数据,以跳停相应设备直至上一级缓冲仓卸料阀为止。该方式大大减轻了集控操作人员的工作量,避免了故障停机后导致上级设备堵料的问题。该方式运行稳定、可靠,对干压成型洁净煤生产系统的自动控制提供了一种简单易行且稳定的实现方式。
