强对流全氢罩式炉工艺控制及紧急吹扫应对措施
2019-07-11蒋晓刚徐其亮程晓娟吴咸圣
蒋晓刚, 徐其亮, 程晓娟, 吴咸圣
(1.首钢京唐钢铁联合有限责任公司冷轧部,河北 唐山 063200;2.首钢京唐钢铁联合有限责任公司制造部,河北 唐山063200)
目前,世界上冷轧带钢再结晶退火采用的炉型有连续退火炉和罩式退火炉两种方式。罩式退火炉按保护气体分类分为氮氢型罩式炉和全氢型罩式炉。京唐罩退采用强对流全氢罩式退火炉,退火类型为再结晶光亮退火。
京唐罩式炉的技术特点为强对流及全氢,罩式炉退火参数一般都由二级模型计算后下发炉台执行。由于氢气在一定条件下会爆炸,因此生产安全要求十分严格。当系统判定发生气密性问题时,炉台将自动启动紧急吹扫,以保证生产安全。
1 罩式退火工艺制度的确定
制定罩式炉退火工艺制度时要综合考虑生产组织、成本控制、质量控制等因素,各个钢厂的情况有所不同,但大体包括以下几个方面。
1.1 加热速度
室温到400℃阶段,几乎所有的钢厂都采用全功率加热模式。此阶段加热速率对钢卷性能无影响,快速加热有利于缩短生产周期,并降低综合能耗成本。
从400℃加热到保温温度,各个钢厂的工艺控制有所不同。部分钢厂采用大功率(非全功率)快速升温,以缩短生产周期,并降低综合能耗成本;更多的钢厂对该阶段的加热速率进行控制,加热速率一般按照30-50℃/h控制。京唐罩式炉的加热速率为40℃ /h。
1.2 冷却速度
钢卷的冷却速度对性能影响很大,另外,冷却速度也是影响粘结缺陷的一个重要因素。冷却阶段一般包括带加热罩冷却、风冷、水冷阶段。如钢卷粘结缺陷较严重或者冲压开裂问题较多,可考虑增加带罩冷却阶段的时间;水冷阶段的起始温度一般在380℃左右,如钢卷粘结缺陷较多,可考虑进一步下调水冷阶段的起始温度。
1.3 出炉温度
出炉温度的要求,根据各个钢厂情况不同区别很大。一般来讲,在不影响质量的前提下,尽量提高出炉温度,有利于提高产量、降低能耗。钢卷出炉后,在放置冷却过程中,如发生氧化色、端部锈蚀等缺陷,说明出炉温度偏高,此时应立即降低出炉温度。另外,应控制钢卷在平整机的上线温度不超过50℃,如不能通过其他措施保证,则也应降低出炉温度。
1.4 组垛原则
每个钢厂不尽相同,但通常包含如下几个方面:①不同钢种尽量不混装,如确实不方便组垛,可用对冲压性能无要求的普板与其他钢种混搭。②卷径小的放上面,卷径大的放下面;卷径相差不大时,厚规格放下面,薄规格放上面。③如来料未脱脂,须在400℃增加2小时保温时间,以使得乳化液充分挥发。④二次退火卷或者计划外钢卷,按特殊要求组垛。⑤目测外观存在塔形的钢卷,必须放在堆垛最上方。⑥若来料严重溢出边(≥5mm),可甩料并上报工程师。
组垛操作方面,可分为人工组垛和二级模型组垛。在模型堆垛方面,吴鸣[1]以最小化堆垛数和最大化炉台生产效率为目标,提出了堆垛优化方法,可用于指导实际生产。
2 罩式退火工艺流程及典型退火曲线
正常的操作程序是通过计算机进行控制的,其基本工艺流程图如下:
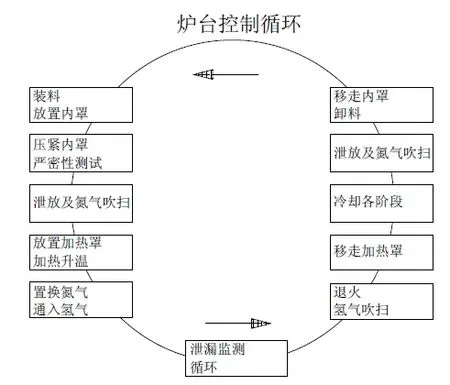
图1 罩式退火基本工艺流程图
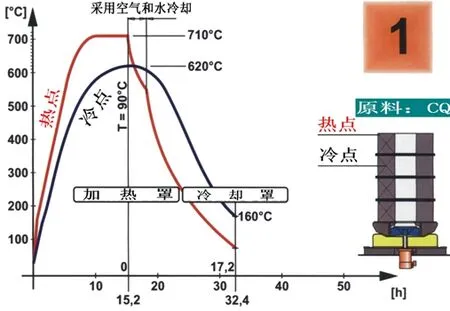
图2 典型退火工艺曲线
不同钢种的退火制度差别很大,但整体构成上都包括加热、保温、冷却阶段。加热阶段中,400℃以下为全功率加热,400℃以上为限速加热(不同钢厂速度有所不同);热点温度与气氛温度一致;冷却阶段包括带加热罩冷却(带罩冷却非必需,根据情况确定是否保留)、风冷、水冷阶段。典型钢种的退火工艺曲线如图2。
罩式炉退火参数一般都由二级模型计算后下发炉台执行,为确保退火模型的准确性,必须通过插片试验对其进行修正。叶明成、林攀等[2]在前人研究的基础上,结合现场工艺,对马钢罩式炉的模型进行了优化,使得退火时间缩短了0.5-1h。
3 紧急吹扫的影响因素及预防措施
紧急吹扫就是在炉台发生气密性问题的情况下,紧急通入氮气进行大流量吹扫,以保证安全生产。其大部分发生在保温段氢气吹扫结束后或冷却阶段。炉台一旦发生紧急吹扫,可能造成整卷氧化色缺陷,并导致退火周期延长50%左右。
紧急吹扫的影响因素很多。主要包括内罩、设备、操作、原料等。汪月松[3]经过统计后发现,影响紧急吹扫的因素包括内罩泄漏、密封胶圈、液压缸、炉台循环风机泄漏、管网设备泄漏等,其中,内罩、密封胶圈、压脚液压缸占比较多。
此外,避免天车操作事故也是一个重要因素:罩式炉区域需要进行大量天车操作,加热罩、冷却罩、内罩、对流板、钢卷,均需天车吊运,吊运过程中,炉台操作工要做好安全监督,随时与天车工做好沟通,务必避免天车吊运物碰撞炉区的加热罩、冷却罩等罩子,一旦发生碰撞,不可避免的会发生紧急吹扫,因此,规范天车工的操作以及合理规划天车行进路线,是投产初期一项十分重要的工作。
4 结语
(1)京唐罩式炉的技术特点为强对流及全氢。制定罩式炉退火工艺制度时要综合考虑生产组织、成本控制、质量控制等因素,一般来讲,大功率升温、小功率保温、在不影响质量的前提下快速冷却有利于提高产能,并降低生产成本。当钢卷发生质量问题时,根据问题情况可采取相应的对策。
(2)不同钢种的退火制度差别很大,但整体构成上都包括加热、保温、冷却阶段。热点温度与气氛温度一致,冷点温度不是热电偶直接测得的,而是模型计算的结果,模型计算的准确性由投产初期的插片试验来保证。
(3)紧急吹扫就是在炉台发生气密性问题的情况下,紧急通入氮气进行大流量吹扫,以保证安全生产。只要加强对设备、操作等方面的管理,PDCA持续改进,紧急吹扫完全可以得到控制。
