浅析热封加强刀在软包装制袋中的应用
2019-07-10张志飞
张志飞
(毕玛时特殊软包装-东莞,广东 东莞 523798)
软包装复合袋具有良好的阻隔性、热封性、防潮性、经济性,因被广泛用于食品的包装。随着人们对软包装复合袋质量要求的日益提高,包装企业和食品工厂对软包装复合袋的质量检测也越来越严格,因此,软包装行业对制袋的要求也越来越高。很多软包装企业在制袋过程中会遇到气密性不良或是跌落破包的问题,本文就这些问题,提出了简单实用的解决方案。
1 下面以热封加强刀在一些常见袋型中的应用为例加以解析
1.1 中封袋
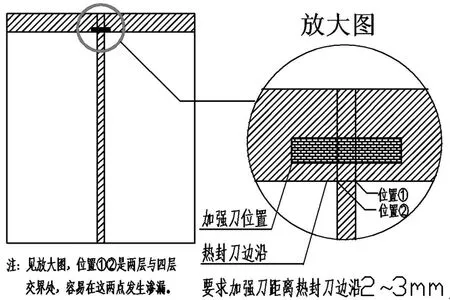
图1 中封袋热封加强刀位置说明
如图1所示,以一款普通规格的中封袋为例进行说明:
(1)袋子规格:195mm袋长×130mm袋宽;
材质结构:BOPP28/CPP30;
复合方式:干法复合或无溶剂复合。
(2)包装内容物:10g海苔(对气密性要求严格)。
(3)检验方法:向袋底喷入渗透液,静置2h,观察渗透液是否透过袋底。
(4)常见问题及原因:中封袋背封与底封的交界处容易发生渗漏,整个袋子气密性不好。原因分析:底封和中封的交接位置是四层材料结构,而两边的袋角位置是两层材料结构,此处存在厚度差,会形成一条“通道”,在包装机上走机时,由于两层结构受到的压力小,传递的热量少,导致此处热封层未完全熔融,不能充分填满“通道”,热封不完整。而此结构BOPP做表层,耐温性差,考虑到袋子外观问题,热封的温度和压力也受到限制。
(5)解决方案:通过增置加强刀、调整加强刀的位置及调整加热刀的温度、压力、车速可以解决渗漏的问题。
①加热刀的位置设置:小规格中封袋一般是在小型中封制袋机上制作的,这种制袋机一般有五组横刀,我们通常会将前三组设置为加热刀,第四组设置为加强刀,第五组设置为冷却刀。第一组:上刀为加热刀,下刀为硅胶垫;第二组:上刀为硅胶垫、下刀为加热刀;第三组:上刀为加热刀,下刀为硅胶垫,热封刀与硅胶垫交替设置。以这种“硬碰软”及多组刀上下交替的热封方式,可以有效避免热封刀受热变形或上下刀不能完全平行而导致的热封不良现象。将第四组设置为加强刀,加强刀主要是对易产生渗漏的位置进行加强,如图1所示。一般地,这种小规格的中封袋,加强刀选用的尺寸是长40mm×宽3mm,加强刀尺寸越小,在同等压力作用下对袋子需要加强的部位压强越大,压得越深。加强刀的位置非常关键,要求加强刀距离热封刀边沿2~3mm为宜,因为加强刀压强大、温度高容易将袋子的热封层破坏,如果与加热刀平齐甚至超出热封刀印,很容易就在加强刀处直接渗漏或破裂,起不到加强的效果。
②加热刀的温度设定:所有四组刀都需要垫特氟龙热封刀布,前三组加热刀采用“硬碰软”交替加热的方式,硬是指加热刀,软是指硅胶垫,对于这种材质结构,热封刀温度设定为160℃,硅胶垫温度设定为80℃。注意,三组刀印一定要对齐。第四组加强刀采用“硬碰硬”的加热方式,上刀用40mm×3mm的加强刀,下刀用10mm宽普通热封刀(平刀),温度设定为170℃。注意,加强刀必须在加热刀印的后面2~3mm。
③判断热封温度、压力、时间三要素搭配是否合理的简便方法:用剪刀将整条热封边剪成5~10mm宽的样条,然后用手撕的方式将每个样条撕开,观察撕裂口的状态:良好的热封状态的开裂方式应该是在热封层与层间被剥离开或材料自身在非热封处断裂,而不是出现以下状态:
a.材料在热封边处断裂,说明温度过高或压力过大,需适当降低温度或减小压力;
b.材料热封层之间直接分离,并且热封层没有严重破坏,说明温度偏低或压力偏小,需适当升高温度、增大压力或降低车速生产;
c.热封层与次内层分层,说明复合膜层间剥离强度较低,需适当降低温度生产。
1.2 大型中封风琴袋
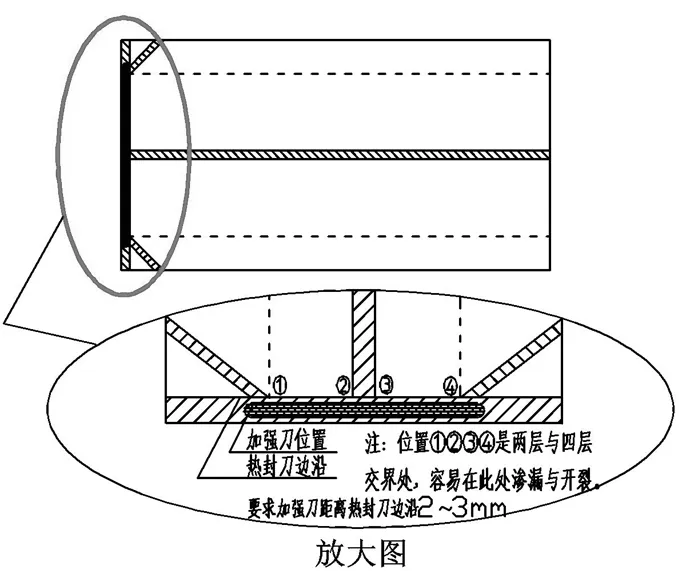
图2 中封风琴袋热封加强刀位置说明
如图2所示,以一款常见的较大中封风琴袋为例进行说明:
(1)袋子规格:820mm袋长×415mm袋宽×120mm;风琴高材质结构:PET12/AL7/NY15/PE120;复合方式:干法复合。
(2)包装内容物:20kg香料、20kg尼龙-66切片(对气密性要求严格、有较高的摔包要求)。
(3)检验方法:a.向袋底喷入渗透液,静置2h,观察渗透液有没有透过袋底;b.跌落试验:1.2m高度静止平摔、侧摔、纵摔各一次,不爆袋、不破损为合格。
(4)常见问题及原因:①这种大尺寸中封风琴袋很容易在背封与底封的交界处及风琴与底封的交界处发生渗漏(如图2所示),造成香料或尼龙切片受潮。原因分析:与中封袋渗漏的原因相似,但不同之处是这种中封风琴袋尺寸较大,材料较厚,更容易出现渗漏现象。此外,以PET为表层的复合膜可以耐更高温热封。②跌落试验中,爆袋情况绝大部分出现在纵向摔包时,位置就在底封处。原因分析:热封不良是造成爆袋的主要原因。
(5)解决方案:同样可以通过增置加强刀、调整加强刀的位置及调整加热刀的温度、压力、车速解决渗漏及跌落爆袋的问题:①加热刀热封方式的设置:较大尺寸中封风琴袋通常在大型制袋机上制作,这种制袋机一般只有三组横刀,我们通常会将第一组设置为加热刀(“K”型刀),采用上下“硬碰硬”的加热方式。将第二组设置为加强刀,加强刀主要是对容易产生渗漏的这四个点进行加强(如图2所示)。加强刀的尺寸选长325mm×宽10mm,加强刀长度计算:袋宽-风琴高+30mm。加强刀的位置非常关键,要求加强刀距离热封刀边沿2~3mm为宜。第三组刀为冷却刀。②加热刀的温度设定:所有刀都需要垫特氟龙热封刀布,受到大型制袋机的横刀组数限制,第一组热封刀只能采用“硬碰硬”的热封方式,因为“K”型刀较宽达到150mm,并且“硬碰硬”的加热方式对上下加热刀的平行度要求很高,对于这种带铝箔的较厚的材质结构,热封刀温度应设定为200℃,上下刀印一定要对齐,并且要增大压力,降低车速,尽量做到除图2所示的容易渗漏的4点外,其他地方已经完全热封好。第二组加强刀也采用“硬碰硬”的加热方式,上刀用325mm×10mm的加强刀,下刀用12mm宽普通热封刀(平刀),温度设定为200℃。注意,加强刀必须在加热刀印的后面2~3mm。③依然可以用以上提到的方法来判断热封温度、压力、时间三要素搭配是否合理。另外,值得注意的是:用渗透液检查不渗漏并不意味着可以通过跌落试验;热封强度可以到达100N/15mm以上,也不意味着一定可以通过跌落试验,制袋过程中要严格注意2点:上下热封刀对齐并且尽量热封完整;加强刀四周不允许留有锋利的棱角,需用砂纸磨圆,制袋时,距离热封刀边沿2~3mm,增大压力,热封完成后,可以看到一条明显的加强刀印,刀印两端复合膜甚至有些微破损(此地方有些微破损对袋子的热封强度及袋子的气密性没有影响),其他地方完好,并且可以在加强刀印上方这2~3mm区间范围摸到一条“凸起”,这是内层PE在加强刀的高温、高压作用下熔融并被挤压堆积到一起形成的“凸起”。当出现这些现象时,说明加强刀的压力、温度已经调整到了比较合适的范围,连续取三个成品袋装25kg塑料切片做跌落试验,不爆袋、不破损为合格。
1.3 PE 筒袋
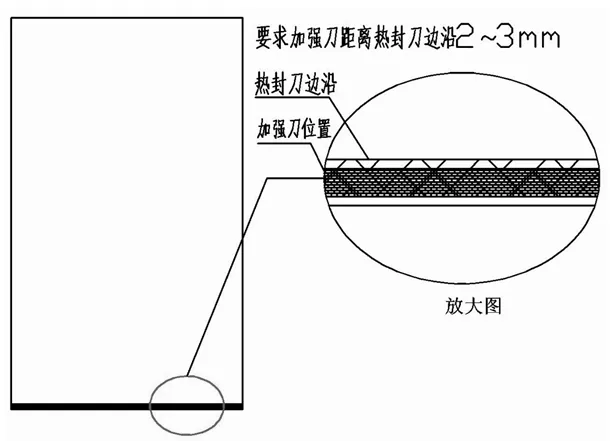
图3 PE筒袋热封加强刀位置说明
如图3所示,以一款较大规格的PE筒袋为例进行说明:
(1)袋子规格:袋长1000mm×袋宽800mm;材质结构:PE100筒膜。
(2)包装内容物:香料;作为内袋使用,对热封强度要求不高,但对气密性要求严格。
(3)检验方法:向袋底喷入渗透液,静置2h,观察渗透液有没有透过袋底。
(4)常见问题及原因:热封处出现假封、点漏等热封不良现象。原因分析:PE筒膜厚度不均及制袋温度受到限制,是造成热封不良的主要原因。
(5)解决方案:调整加热方式、加强刀的位置及调整加热刀的温度、压力、车速可以解决热封不良的问题。①加热刀热封方式的设置:较大尺寸筒袋一般是在大型制袋机上制作的,这种制袋机一般只有三组横刀,我们通常会将第一组设置为加热刀,采用上刀为8mm宽的加热刀、下刀垫硅胶垫及“硬碰软”的加热方式。将第二组设置为加强刀,加强刀宽度为5mm,也采用“硬碰软”的加热方式。都采用“硬碰软”的加热方式可以最大限度地减小因PE膜厚度不均或加热刀不平整而产生的热封不良现象。加强刀的位置非常关键,要求加强刀距离热封刀边沿2~3mm为宜。第三组刀为冷却刀。②加热刀的温度设定:所有热封刀都需要垫特氟龙热封刀布,一般热封温度设定为140~150℃,具体温度设置跟PE膜配方、压力设定、车速等有关,最终以获得完整热封性为准。
1.4 吨包袋
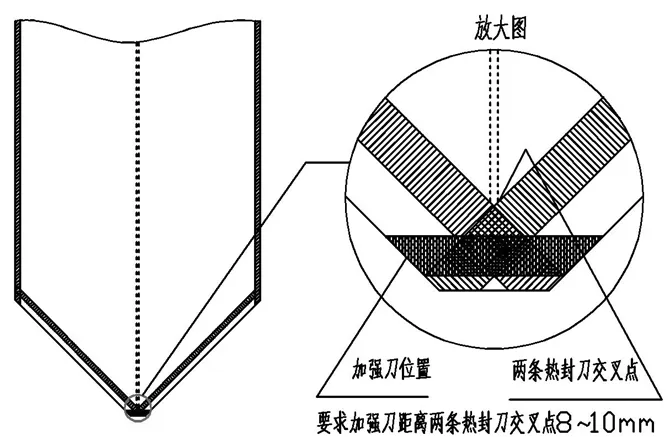
图4 吨包袋热封加强刀位置说明
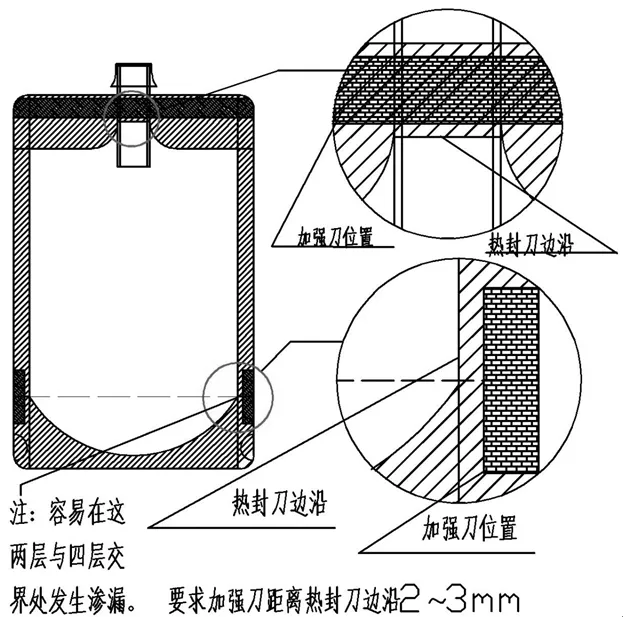
图5 企鹅包热封加强刀位置说明
如图4所示,以一款常见规格的吨包袋为例进行说明:
(1)袋子规格:2400mm袋长×980mm袋宽×980mm;风琴高材质结构:PET12/AL7//PE20//NY15/PE90;复合方式:干法复合、挤出复合。
(2)包装内容物:850kg尼龙-6切片,作为内袋使用(外面有能承受很高强度的编织布袋),需要抽真空,对气密性要求严格,要求有较高的热封强度。
(3)检验方法:将袋底剪下,向袋底喷入渗透液,静置2小时,观察渗透液有没有透过袋底。
(4)常见问题及原因:这种大尺寸吨包袋很容易在袋底热封刀交汇处发生渗漏(如图4),造成“软包”(尼龙切片包装好后,会抽成真空,整个袋子表面会变得很硬,如果袋子热封不良漏气,袋子会在1~2天内变软,通常叫“软包”)。原因分析:如袋底放大图4所示:两条虚线是两风琴(注意两风琴不允许重合,要求距离1~4mm),两风琴之间的部分是两层结构,并且与两热封边相交,两热封边都是四层结构,厚度达到640μm,两虚线之间的部分只有320μm,从而形成一条“隧道”。由于四层与两层的厚度差较大,在热封时很难做到将“隧道”封死,容易出现漏气现象。
(5)解决方案:同样可以通过增置加强刀、调整加强刀的位置及调整加热刀的温度、压力及热封时间来解决漏气的问题。
①加热刀热封方式的设置:袋底处热封刀采用“狗牙刀”上下“硬碰硬”的加热方式。加强刀也采用上下“硬碰硬”的加热方式(加强热封是在独立的热封机上离线完成的),加强刀的位置非常关键,要求加强刀距离两热封刀交叉点8~10mm。
②加热刀的温度设定:在热封袋底两条交叉的热封边时,取消特氟龙热封刀布,热封刀温度设定为150℃,上下刀印一定要对齐,并且要增大压力,延长热封时间到5s。加强刀温度设定为145℃。注意,加强刀必须在两加热刀印交叉点后面8~10mm。
1.5 150g 企鹅包
如图5所示,以一款普通企鹅包为例进行说明:
(1)袋子规格:140mm袋长×90mm袋宽×27mm插底深;材质结构:PET12/AL7/NY15/PE80;复合方式:干法复合。
(2)包装内容物:150g果汁。
(3)检验方法:a.耐热性能:90℃水煮30min(以下几项测试都是在做完水煮测试后进行);b.跌落试验:1.2m高度静止平摔、纵摔各一次,无渗漏、不破损为合格;c.抗压测试:45KGF压力下,保持1min,不渗漏为合格。
(4)常见问题及原因:袋子在水煮后,做抗压测试时容易在如上图5所示的两处渗漏,造成内容物果汁氧化变质。原因分析:插底与边封相交处四层复合膜与两层复合膜相连,容易造成热封不良产生缝隙,在高压下缝隙会变大从而渗漏。同时,袋顶吸管处也是较易产生缝隙渗漏的地方(如图5),热封吸管的加强刀与吸管的贴合度是关键因素。
(5)解决方案:同样可以通过增置加强刀、调整加强刀的位置及调整加热刀的温度、压力、车速来解决渗漏的问题。①在插底四层与两层交界处增加一组加强刀(横刀),加强刀规格为长25mm×宽8mm,袋子边封尺寸为6mm(边封横刀宽度为12mm),注意:加强刀距离边封内侧边沿2mm,温度和压力适当提高。②袋口吸管的热封是在专门的封咀机上完成的,一般设置五组热封刀,依次是:预热刀、吸管热封刀、吸管热封加强刀、袋顶肩部加热刀、冷却刀,它们都是采用上下刀“硬碰硬”的方式加热的。起关键作用的是吸管热封加强刀,比吸管热封刀窄而短。规格为:长40mm×宽6mm。加强刀温度一般设置为220~230℃(垫特氟龙刀布),位置:距离内侧热封边沿2~3mm为宜。
2 结语
总之,软包装制袋是整个产品生产过程中的最后一步,成品袋质量除与复合膜本身的结构设计、剥离强度、热封层材质的性能等因素有关外,制袋的工艺也会直接影响最终成品的质量,其中加强刀的正确运用无疑是制袋工艺中的关键。本文通过几个简单实例解析了加强刀在软包装制袋中的应用。