浅析简单的钣金维修工具的制作
2019-07-09江苏盛行汽车科技发展有限公司戴前玉
江苏盛行汽车科技发展有限公司 壮 强,戴前玉
新课导入
钣金维修工作的技术含量高,工艺要求极强,哪怕是维修一些小小的凹坑也需要有精湛的技术。对钣金维修工有高要求的同时,还需要有各种各样的工具适以应不同的变形,有时变形情况特殊,只能靠自己手工制作需要的工具,才能满足维修的需要。本文列举了几个简单的钣金维修工具的制作过程。
1 撬棍的制作
撬棍在钣金维修过程中作用很大,也是微型钣金维修的主要工具。车身有些地方必须要用撬棍才能进行维修,在微型钣金维修中,可以不损伤漆面。制作如图1所示的撬棍的步骤如下。
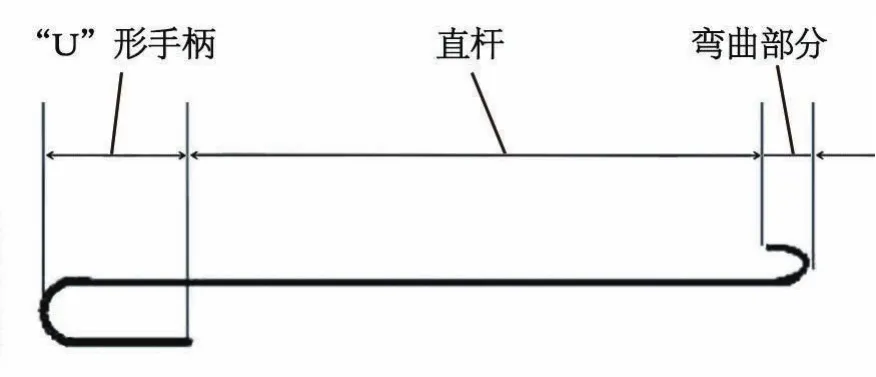
图1 撬棍的尺寸
(1)材料准备。准备直径为12 mm的圆钢。
(2)划线。根据所要维修的凹坑在车身上的位置和各部分尺寸进行精确的划线。
(3)下料。用切割机按总长度进行下料。
(4)初步修磨。为了在后面的加工中不被毛刺伤手,对切割下来的圆钢两端进行打磨。
(5) 加工“U”形手柄。把圆钢夹在台虎钳上,按照划线准确进行加热和弯曲成“U”形手柄,如图2所示。
(6) 加工圆钢弯曲部分。用火焰加热圆钢的弯曲部分,然后迅速用手锤进行敲打,并对弯曲的头部进行认真细致的整形,使它形成一定的弧度。
(7) 热处理。对成形的撬棍进行淬火和回火处理,使它硬而不脆,而且硬度稳定。
(8) 修整。对成形的撬棍进行修整,先用角磨机打磨,再用细砂纸打磨。
图2 将圆钢弯曲成“U”形手柄
2 扁冲(扁錾)的制作
扁冲(扁錾)是钣金维修中常用的工具,如分离电阻点焊焊点、维修车身的筋条线等。制作如图3所示的扁冲(扁錾)的步骤如下。
(1)材料准备。准备1根横截面积为:20 mm *20 mm的45号钢。
(2)下料。按图3的尺寸下料,扁冲(扁錾)的长度为180 mm。
(3)修整棱边。对棱边进行打磨,得到对称的八条棱边。
(4)划线。根据图3,把錾顶线、30°夹角线等在材料上划出来。
(5)用砂轮机打磨錾顶和球面。用火焰加热腮面区域至红透,进行锤打,依据两腮面的夹角30°和两侧面形状,留足够的加工余量,注意60°刃面的要求,来判断是否已经锤打到位。
(6)刃磨。戴好防护眼镜,双手握住扁冲(扁錾)一前一后站在砂轮机斜侧起动砂轮机,看砂轮旋转方向是否正确,转速稳定后才能打磨。将扁冲(扁錾)的腮面及侧面轻轻靠上砂轮,使其高于砂轮中心线,摆好角度,保证所需夹角。在磨腮面及侧面时,注意保留切削刃部分余量。磨好腮面及侧面后,就可以磨切削刃部分了。上下和左右移动扁冲(扁錾),注意磨切削刃部分时只能左右移动。移动要平稳,均匀,速度缓慢。打磨切削刃部分,两个刃面要交替进行,保证60°的夹角,并经常要蘸水冷却,以防退火,淬火处理方法如下。
1)将扁冲(扁錾)切削刃部分的前20 mm加热到750 ℃~780 ℃(呈殷红色),然后迅速取出。
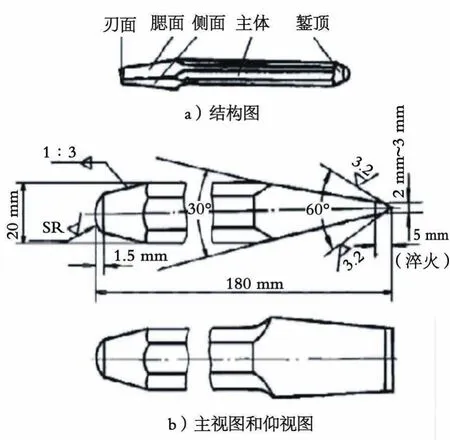
图3 扁冲(扁錾)的尺寸
2)将扁冲(扁錾)切削刃垂直放入冷水中冷却,浸入深度为5 mm ~6 mm,并沿水面缓慢移动。
3)当扁冲(扁錾)露出水面部分呈黑色时,从水中取出,观察扁冲(扁錾)刃部颜色变化。
4) 当扁冲(扁錾)呈现紫红色与暗蓝色之间时,再次将扁冲(扁錾)全部放入冷水中冷却。
