一种基于机器视觉的水松纸激光打孔在线检测系统
2019-07-08张桂莲钱斌胡蓉
张桂莲 钱斌 胡蓉


摘要:针对某水松纸厂广泛存在的水松纸打孔精度不高的问题,该文提出了一种基于机器视觉的水松纸打孔在线检测系统。首先,采用机器视觉中的图像处理提取测量区域中打孔水松纸的孔边缘;其次,利用边缘信息画出水松纸测量区域中每个孔的外接矩形;然后,根据外接矩形的长与宽的比例计算水松纸孔的圆度;最后,判断孔的圆度是否在一定的范围之内,若不满足则需要实时调节激光打孔设备的参数。该文针对打孔水松纸检测的特定要求,对包含的形状进行信息提取,定位和参数测量。基于实际生产数据的测试结果验证了该系统的可靠性。
关键词:水松纸;图像处理;圆度;机器视觉;边缘检测
中图分类号:TP3 文献标识码:A
文章编号:1009-3044(2019)13-0217-03
1 引言
在进入信息社会后,人们的工作和生活都离不开各种印刷品和包装品。特别是在烟草行业中,人们对烟叶包装的质量更为严格要求。香烟在燃烧的过程中产生有害气体,烟草行业通过各种技术来减少香烟中有害气体的含量,而采用水松纸激光打孔技术来减少吸烟者对焦油的吸入量,已得到了烟草企业的重视,正逐渐成为香烟实现降焦的主要途径。由于透气度是影响香烟质量最重要的一个指标。透气度是指在单位时间、单位面积和单位压差下所透过孔的空气体积,所以孔的大小決定了水松纸透气度的大小。水松纸的打孔精度对香烟质量尤为重要。然而,由于在生产过程中需要每排孔的尺寸固定不变的,但是随着外界环境的变化,在进行激光打孔的过程中,孔的尺寸呈现不规则状态,导致水松纸透气度的大幅度变化。这就严重影响了打孔水松纸的透气度检测,所以对打孔水松纸进行检测时不可待。传统的检测方法都是通过有经验的人员来完成的,然而人工检测除了速度慢,检测精度低之外,更重要的是无法保证统一的质量标准。正因为传统检测方法检测困难,所以迫切需要一种在线检测系统来客观地进行检测评价。对参数进行综合分析,从而不断去调整激光打孔设备参数,使每一排孔的尺寸保持一致。机器视觉可大大提高检测精度和速度,从而提高生产效率,并且可以避免人眼视觉检测所带来的偏差和误差[1]。
2 机器视觉检测原理
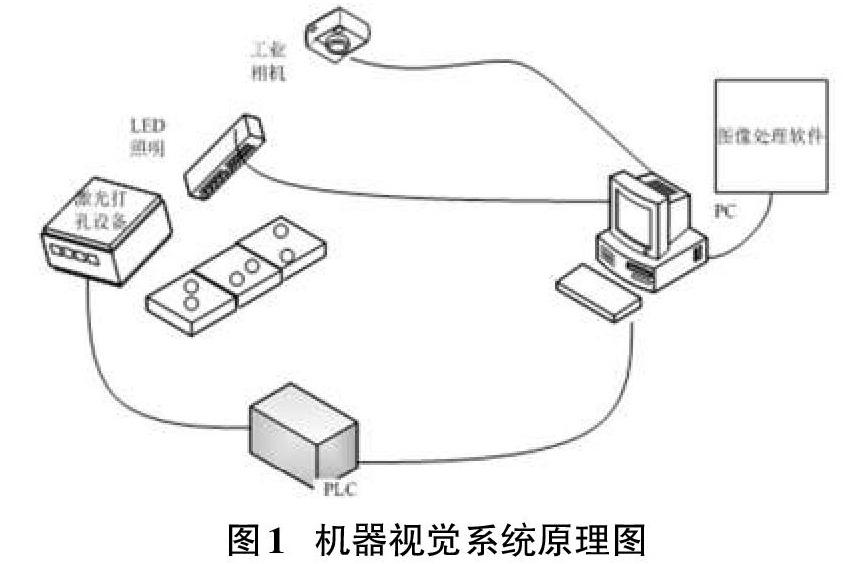
机器视觉就是用机器代替人的眼睛去检测产品质量的好坏。可以避免人眼检测带来的误差导致精度降低。一个完整的机器视觉系统有以下几部分构成:照明系统(硬件),成像系统(硬件)和图像处理系统(软件)等。
照明系统是使被测物的重要特征显现,而抑制不需要的特征,一般情况下使用单色光照射彩色物体以增强被测物相应特征的对比度。成像系统是机器视觉系统最重要的组成部分。机器视觉系统中能够对打孔水松纸质量进行检测,主要是依靠图像处理软件。图像处理软件主要包括图像的预处理,图像增强,图像分割、图像压缩和图像识别等操作。以上操作可以改善图像质量,识别图像中的目标,并准确检测出水松纸的打孔尺寸。
机器视觉检测水松纸打孔质量的主要原理图1如下:
本文主要研究了基于机器视觉算法的水松纸打孔检测系统。该系统不仅能够针对多品牌的水松纸,而且也能够检测出不同大小的水松纸的孔的尺寸。
3 图像处理检测系统设计
图像处理的主要目的就是得到高质量的图像,从而使被测物的重要特征显现。为了得到清晰和有用的打孔水松纸图像,并对图像中的目标进行实时提取和检测,需要从以下三个方面着手:图像采集、图像处理以及尺寸的测量。
3.1 图像采集
水松纸图像处理的第一步图像采集。当工业高清摄像头对准被测水松纸时,PC机在采集软件的控制下,将完整的图像信息在屏幕上显示并实时地保存到计算机中。通过现有技术和图像采集装置使用情况分析,图像采集装置可行,并且保证采集图像无任何失真问题。
一般情况下,设置图像采集的模式为8位位图。如图2所示。
3.2 图像处理
本论文中,采用图像处理中的图像平滑、边缘检测和特征提取等操作进行打孔水松纸尺寸检测。
(1)图像平滑
在很多情况下,图像信息会受到各种噪声的影响,因为图像在采集过程中很容易受到设备和周围环境的影响,从而使图像含有噪声。如果不经过处理,计算机将很难对图像的信息进行运算和识别。噪声是随机的,当噪声非常严重时,图像中有用的信息会被影响。一个常见的降噪方法是采集同一区域的多幅图像并对这些图像进行平均。该方法的主要缺点就是必须采集多幅图像才能进行噪声抑制,对速度要求高的系统就会失去吸引力。而中值滤波仅仅是对模板内的灰度值取中间值,这往往会把目标物删除。因此在多数情况下需要其他的降噪方法。
针对某水松纸厂的几种品牌的香烟水松纸,由于光照、灰尘等外界环境的影响,分析采集到的图片中的噪声且综合不同的滤波方法,采用高斯滤波算法进行图像的平滑。
一般情况下,高斯滤波器是比较理想的图像平滑滤波器。二维高斯滤波器的式子如(1)所示:
其中,[σ]为图像像素的标准差,x,y为图像中像素的位置。由(1)式可得出高斯滤波器是可分的,可以通过计算机高效地计算出来。通过软件采集的水松纸图像经过高斯滤波去噪后的图像如图3所示。
由图3和图2进行对比可知,图像3明显产生相对锐利的边缘,并且在图2中背景有强烈的白色纹理,经过了高斯滤波操作之后图像的白色纹理消失,增加了图像的质量。因此为了之后的边缘检测图像有很高的效果,在进行高精度的检测任务时,需采用高斯滤波算法进行图像的去噪操作。
(2) 图像边缘检测
从图3中可以看出前景灰度值和背景灰度值在外界环境的作用下相对明显,但当光照改变时,背景灰度值和前景灰度值相差不大,因此本文采用的边缘检测方法必须适应改变的照明情况。因此选择一个鲁棒的边缘检测方法准确地找到被测物的边界尤其重要。由于Canny算子的检测方法检测的边缘位置与实际边缘之间的偏差最小,因此本文利用Canny算子提取水松纸每排孔的孔边缘。Canny算子边缘检测[2]的主要是利用图像的X轴和Y轴两个方向的导数[GX],[GY]求出图像灰度值梯度的大小和方向,沿着梯度方向找到像素点局部最大值。遍历整个水松纸图像,若前后两个像素的灰度值相比不是最大的,那么将这两个像素值置为0,即为非边缘。选取两个阈值TL(低阈值)和TH(高阈值)。大于TH的像素点是边缘;小于TL的像素点不是边缘。
进行Canny算子提取边缘后的图像如图4所示。
(3)特征提取
根据图4,可以计算每个孔的最小外接矩形,根据最小外接矩形的长(Length1)和宽(Length2)的比例计算圆的规则度(P=Length1/Length2)。若P =1说明激光打孔接近理想值;若p远远大于1或者远远的小于1说明激光打孔设备处于干扰状态,需要适时的调整激光打孔的设备参数以便满足要求。检测结果如图5所示。
3.3 结果分析
本文分别采集不同排数的打孔水松纸图像100多幅,计算图像中孔的圆度或尺寸大小P。找出圆度最大值、最小值、平均值和圆度为1的个数。抽样选出8组数据如表1所示。
由表1可知,孔的圆度最大为6.0,最小值一般为1.0。说明随着外界环境和因素变化,水松纸激光打孔会发生相应的变化,使孔的大小发生严重的变形,这时候就要适时的调节激光打孔设备以至于保持孔的长于宽的比例处在稳定的范围之内(0.9~1.1)。
4 结论
打孔水松纸打孔质量的好坏关系到烟厂生产烟支的各项指标。但如何准确的测出水松纸中每一个孔的圆度仍然是一个研究难点。论文针对现有的激光打孔设备上,主要在软件上研究了一种基于机器视觉的打孔水松纸在线检测系统。基于实际生产数据的仿真实验验证了系统的可靠性。
参考文献:
[1] 吉军, 严立甫, 张辉, 等. 基于HALCON和VC++混合编程的视觉测量系统设计[J]. 咸阳师范学院学报, 2011, 25(6):20-24.
[2] 赵春江. C#数字图像处理算法典型实例[M]. 北京: 人民邮电出版社, 2009.
【通联编辑:代影】
