长材液压式推床的结构与控制
2019-07-04周栋
周 栋
(中冶华天工程技术有限公司,江苏南京 210000)
0 引言
随着钢铁业的快速发展,促进了“开坯+连铸/半连轧”技术的发展和应用,加速了开坯机设备技术的发展应用。如今,开坯机及其辅助设备在型钢/棒材生产线上得到广泛的应用。而推床是开坯机前后不可或缺的重要辅助设备。开坯机前后推床按驱动形式可分为电动式、半液压式和液压式等3类。
所述液压式推床是推床、翻钢机组合一体的设备,推床及翻钢机均采用液压驱动。该设备放置在开坯机本体前后位置,其作用是当坯料进入开坯机前工作辊道时,通过液压驱动推板及翻钢钩,对坯料进行矫直、定位并翻转,然后将坯料准确的送入开坯机中进行多道次轧制。
1 液压式推床的结构特点和功能
1.1 液压式推床的结构特点
推床包括液压装置、机前同步装置、推杆装置、推杆连接梁、开坯机前辊道、机前挡板装配、翻钢机、随机配管等部件组成。机前挡板装配中的推板采用焊接钢结构,由于推板经常与热坯接触,推板采用水冷却降温,保护推板。推板前挡板用螺栓固定,并采用止口定位。
翻钢机主要由液压缸、曲柄连杆机构、长轴、联轴器、翻钢钩等部件组成(图1),采用2台液压缸,其中一台带有线性位移传感器,翻钢钩为堆焊耐磨钢的复合结构。
1.2 液压式推床的功能
推床通过液压装置驱动挡板两侧的推杆装置进行往复运动,推杆装置带动机前挡板装配作相应运动,实现对坯料的移动、矫直等动作。推床本体两侧推板均有2个推杆装置,在生产中同一侧2个推杆通过机前同步装置同步运动。采用液压驱动可以实现推床的低速启动、高速运行、运动过程平稳及任意位置的高精度停位。推床两侧共4个液压缸,通过计算此处选用的液压缸参数:液压缸内径;活塞杆直径 160 mm,行程3160 mm;推床上推板长度约9.8 m。
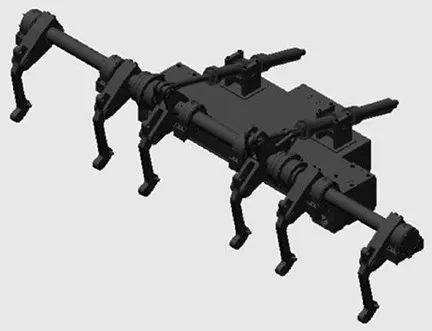
图1 翻钢机
翻钢机布置在推床的传动侧推板上,如图2所示。工作过程是翻钢机上的液压缸带动曲柄连杆机构运动,曲柄连杆安装在长轴上,长轴旋转,带动翻钢钩上下往返运动,翻钢钩初始位置位于工作辊道下方,当翻钢钩向上运动时,带动坯料进行90°翻转。坯料翻转完成后,翻钢钩回到初始位置,坯料通过推床进行定位,矫直,从而完成作业。翻钢机同样采用液压驱动,也具有低速启动、高速运行、运动过程平稳等优点。液压式推床翻钢机,上翻钢钩根据坯料长度布置5个,翻钢机采用2个液压缸带动,液压缸参数:液压缸内径;活塞杆直径110 mm,行程745 mm。液压式推床能完成的H型钢、20#56#工字钢等规格产品的生产作业。
1.3 液压式推床特点
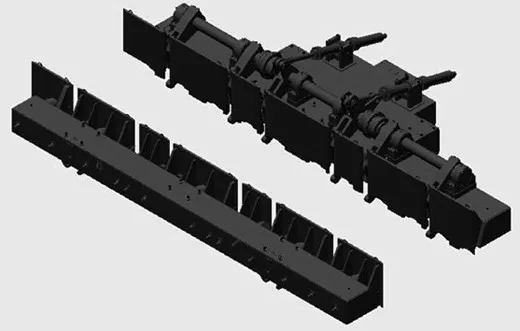
图2 推床翻钢机布置
(1)结构合理紧凑,安装简单。本液压式推床为推床、翻钢机组合一体的设备,结构紧凑,占地面积小;翻钢机布置于推床传动侧推板上,安装简单。
(2)设备具有高精度停位、快速响应的特点。本设备采用液压伺服控制,实现了设备的速度、精度的准确定位,翻钢钩在完成翻钢作业后能迅速回到初始位置,推板矫直定位后可迅速分离,以防止坯料对推床设备的损伤,保证设备及作业的安全性。
(3)耐高温、耐磨性好,使用寿命高。该液压式推床布置在开坯机前,坯料温度高达以上,在定位、矫直和翻钢过程中,设备长时间接触坯料,为降低温度对设备性能及寿命的影响,在箱体中通过水冷却降温,保证了推板的强度,延长了使用寿命。同时,在翻钢钩接触坯料及推板面处堆焊耐磨层,若耐磨层磨损严重时,现场也便于维护保养,推板面采用采用了耐磨钢板以提高耐磨性。
2 液压式推床的控制
在实际生产中,本设备是通过液压缸带动齿轮、齿条、推杆实现推床的开合完成坯料的移动、定位和矫直等。液压缸自带线性位移传感器,通过液压缸上的传感器反馈的实时数据,结合控制系统,可以监测到推床实时位置及速度,从而实现对坯料的定位、矫直、移动等功能。
推床的同一侧推板共有2个推杆同时作业,为保证2个推杆的同步,采用了机前同步装置完成。工作原理是机前同步装置与2个推杆分别采用齿轮齿条的方式进行啮合,齿轮再通过长轴进行连接,从而实现同一侧推板的两个推床的机械同步。同时推床两侧的推板通过控制系统同步运动,一侧推板随着另一侧推板的位移变化而变化,从而保证坯料能精准的送入开坯机中,本设备采用自带位移传感器的液压缸,通过传感器反馈的数据,可以实现推板速度的精确检测与控制,再结合控制系统可以实时检测推板的位置状态。从而实现自动实现推板实时速度、位置的测和控制,以实现对坯料的精准作业。
坯料的翻钢是通过翻钢机实现的,翻钢机同样采用液压缸驱动,液压缸内设线性位移传感器,可以精确反馈翻钢钩的速度及位置状态。图3为液压式推床在作业过程中两侧推板及翻钢钩的位置状态信息,其中,D.S为动侧,O.S为操作侧。坯料在等待翻钢时,翻钢钩位于低于工作辊面的初始位置;在液压缸作用下推板完成对坯料的定位矫直后退开让出翻钢空间,翻钢机低速启动,高速运行到翻钢位,完成坯料的90°翻转后,翻钢钩再高速向下运动,减速停止在初始位;然后推板完成坯料的矫直、定位后将坯料送入开坯轧机,完成一个周期的动作后等待下一次的翻钢。
液压式推床运动过程中,推板及翻钢钩的速度及位置的控制都是通过液压缸内置的传感器反馈的数据结合控制系统软件的计算及检测自动完成。
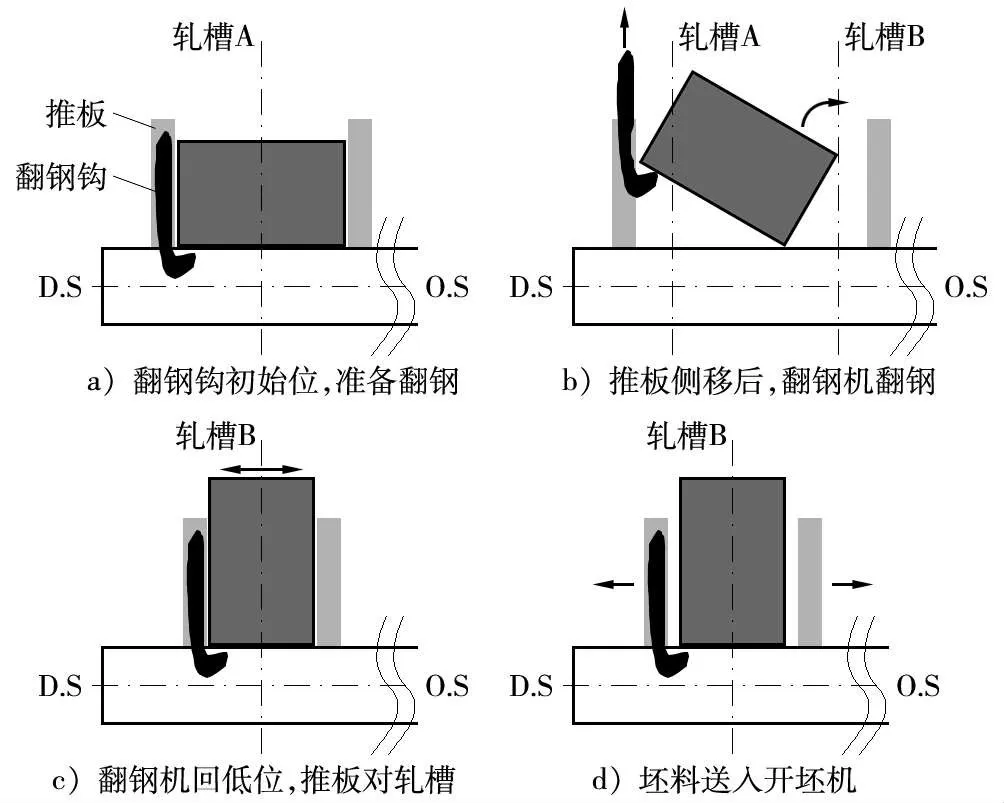
图3 翻钢、矫直、定位过程
3 结束语
推床是开坯机重要的辅助设备,已广泛应用在长材生产线上。液压式推床具有快速液压对轧槽、高精度停位、快速响应等特点,同时设备的结构紧凑,整体刚度及稳定性好;为以后现场的生产控制及维护提供了指导作用。
