某型飞机前起落架转弯作动筒安装长度超差故障分析及改进
2019-06-25黄振孜张丽娟张春亮
黄振孜,张丽娟,张春亮
(航空工业洪都,江西 南昌,330024)
0 引言
某型飞机前起落架转弯作动筒安装长度直接影响飞机转弯性能,为起落架重要控制尺寸,设计要求极高(理论为L=96±0.2mm),但由于该尺寸形成过程涉及零件众多、装配关系复杂,加之公差累积环节多达十余处,致使其质量波动较大。在某批次生产装配时有3件超差,偏差最大者达到了97.2mm,而后续将起落架分解复查时发现相关零组件又均满足设计要求。
针对上述转弯作动筒安装尺寸相关零件制造合格,而长度超差的问题,从装配工艺角度对前起落架结构形式、装配过程及故障产生原因进行了分析,结合现场故障情况,最终确定了导致故障的原因为零组件公差累积;从影响度分析角度,定位了导致公差累积的关键零组件;从零件制造工艺方面入手,制定了改进措施,准确有效的排除了故障。
1 前起落架结构与装配过程
1.1 前起落架结构
飞机前起落架主要结构见图1,其主要由外筒组件、上接头组件、转弯作动筒、下接头组件、拨杆组件、齿形摇臂、耳环组件、三角摇臂、扭力臂组件及前轮叉组件组成。最终装配完成后,转弯作动筒中间位置的两处精密孔通过螺栓与上接头组件的耳片孔连接,顶端的耳环螺栓孔与齿形摇臂精密孔连接,设计给定的安装长度为L=96±0.2mm。
1.2 装配过程
前起落架外部零组件的装配过程比较复杂,需要先将相关的零组件按要求依次装配成次级组件,再将次级组件进行组合装配并按要求调整校正,最后进行转弯作动筒的安装,其装配过程如图2。
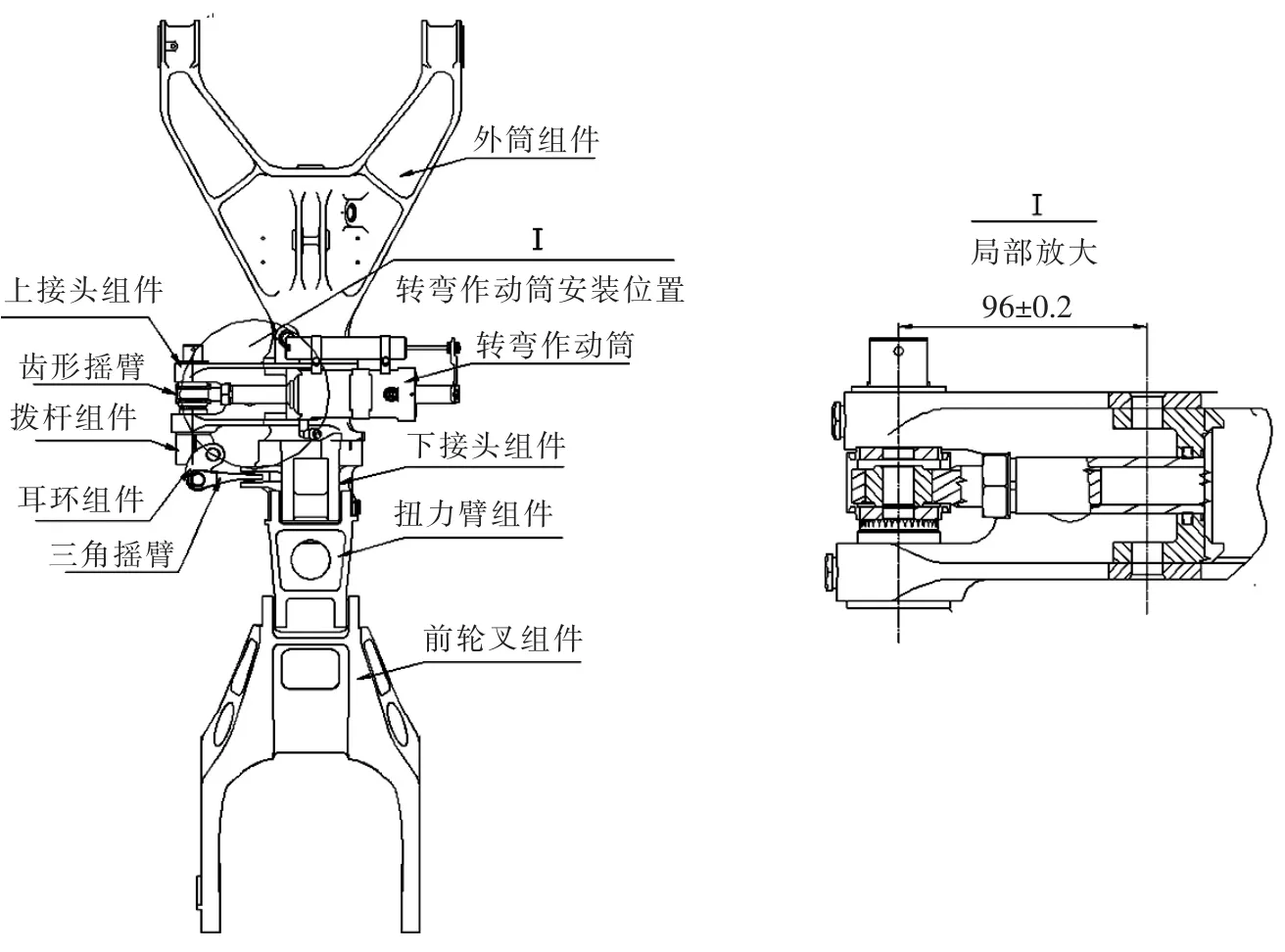
图1 前起落架装配及转弯作动筒安装位置示意图

图2 装配过程示意图
2 故障分析
一般情况下,导致装配超差的主要原因有三种:零件制造超差、装配工操作错误和公差累积。在发现故障后,装配单位及时将故障件进行了分解并对相关零组件进行了复查,复查结果均为合格,随后便重新进行了装配工作,并对装配过程进行了实时监控,装配过程并未发现明显的操作错误,装配后对比结果发现并没有任何改善。因此,可以确定零件制造超差及装配工操作错误不是导致此次故障的主要原因。
针对公差累积的分析需要结合零件制造工艺进行,考虑到部分零组件的结构要素在当前制造工艺方案下的加工误差极小,甚至不超过其装配间隙要求,可以忽略其对装配误差的影响。因此,对相应的零组件进行制造公差分析后,可以对装配模型进行适当的精简,依据精简之后的工艺模型可以快速有效的计算出装配的偏差值,并进一步进行影响程度分析,计算出影响最大的结构要素。
2.1 零组件制造公差分析
根据前起落架的结构形式及装配过程,可以分析出影响转弯作动筒安装长度的零组件结构要素,结合当前的制造工艺进行分析计算,可以得出其相应的制造公差,分析情况见表1。
2.2 装配偏差计算

表1 涉及公差累积的特征分析情况表
根据零组件制造公差分析的结果可以对数模进行相应的精简,保留对安装长度影响较大的零组件进行最终装配偏差的计算,精简后的状态见图3,参考示意图可以构建出安装长度的数学函数:
其中根据制造公差分析可知的参数变化范围如下:
代入计算可得知:94.18≤Z≤97.82,即在目前的加工工艺状态下,理论上转弯作动筒的安装长度为96±1.82。
2.3 影响程度分析:
参考精简后的模型及数学函数可以得知,在所有的已知参数均取标准值的情况下,Z正好等于96,因此,仅保留一项参数作为未知数,将其他参数按标准值代入函数,可以近似计算出单个特征要素对最终安装长度的影响程度,计算结果见表2。
2.4 故障分析结论:
在了解了起落架的结构组成及装配过程的基础上,通过对零组件制造公差分析、装配偏差及影响度分析,可以得到如下结论:
1)导致转弯作动筒安装长度超差的主要原因是公差累积。

表2 各相关特征影响程度
2)对安装长度影响最大的零组件特征是齿形摇臂的孔偏移角度及拨杆的孔偏移角度。
3 改进措施
结合故障分析情况可以知道,要解决转弯作动筒安装长度超差的故障,最经济有效的方法就是修正摇臂和拨杆的角度偏差,现有的加工方法是在加工齿形后根据齿形划线加工孔,偏离量离散性较大,重新制作标准的摇臂和拨杆需要大幅改进工艺方法并且需要定制大量的定位工装,施工难度较大。因此,本着改动影响最小的原则,决定采用保留拨杆并以拨杆配制新摇臂的工艺方法。
具体方法就是在精加工摇臂精密孔时,将摇臂齿形与拨杆齿形啮合,模拟装机状态,再将拨杆固定在自制V型块上,利用芯棒校正拨杆孔水平,准确定位摇臂孔后,将拨杆及摇臂固定并镗削摇臂精密孔,以这种方法加工的摇臂孔与齿形中心连线相对拨杆孔轴线的平行度可以控制在0.1以内,定位方式见图4。
4 工程验证情况
按照新的工艺方案对摇臂进行协调配制后,将拨杆与配制摇臂装回3件故障起落架,再测量安装长度,发现均满足96±0.2,故障得到了有效的解决,具体情况见表3。

图4 配制摇臂方法图示
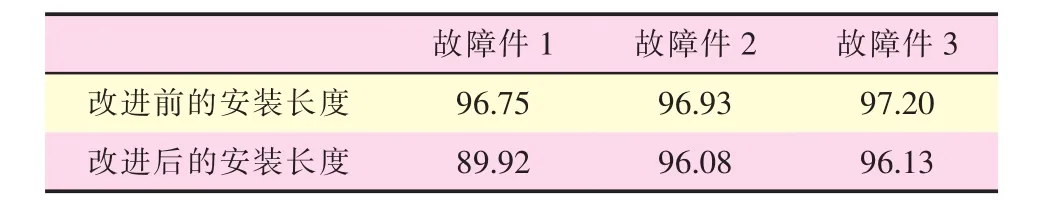
表3 工程验证情况表
5 结语
转弯作动筒安装长度超差故障是由于相关的零组件公差累积导致,其中摇臂和拨杆是导致公差累积的关键零组件。在工艺更改最小化的前提下,采用摇臂、拨杆协调配制的工艺方法,减少了在关键位置的公差累积,顺利排除了故障。本文的分析思路及处理措施为解决起落架系统装配公差累积问题提供了一定的借鉴和参考。
