发动机缸体缸盖接合面密封性提升案例
2019-06-21伍永明
高 键,伍永明
(柳州五菱柳机动力有限公司,广西 柳州545005)
0 引言
汽车发动机的技术状况决定了其使用寿命,而气缸密封性是表征气缸组技术状况的重要参数,近年来,随着汽车行业的快速发展,法规的要求提高,对发动机动力性和燃油经济性的要求越来越高,给装配密封性也带来了很大的挑战[1]。发动机的密封性能差会引起漏水、漏油、漏气现象,在发动机生产组装过程中密封性也作为一项关键过程特性进行管控。本文结合实际案例就发动机密封性探测中的失效模式、原因分析及改善进行探讨。
1 影响密封性的特性
影响发动机密封性的因素包含零部件及装配过程等多方面,如:
(1)设计:缸体缸盖垫片设计不合理,密封面积不足会导致水道、油道互通;
(2)工艺:发动机前端面(前罩壳与缸体缸盖间)较多采用密封胶进行密封,涂胶量过多或过少、胶迹错误都会影响到密封性;
(3)零件:缸体缸盖结合面平面度、粗糙度等对密封性的良好也起到关键作用。
下面将引用一个实际案例进行分析,查找密封性失效原因。
2 密封性失效案例分析
除以上影响缸体缸盖接合密封性的主要因素外,在缸盖底面平面度合格的情况下,还有一个易出现的漏点位置在前端面与大平面接合处,此处为一个拐角位置,有缸体与缸盖、前端面与前罩壳、缸盖底面与缸体三个接合平面。设计上密封性不足或加工工艺处理不当都会影响到发动机总成的密封性,引起漏油等问题。以下案例正是发动机装配过程中发现的气密性不合现象。
2.1 问题描述
问题发现工位:长缸体试漏工位。探测仪器:气试泄露检测设备。
测试值:油道13.7 ml/min(不合格)。
漏点查找:采用涂肥皂泡的方式进行,也可使用沉水试验方式,沉水试验(浸水通气后目视检测)是一种传统检漏方式,尽管在现代制成品工业,包括汽车行业已不处于主流地位。但因其易找到工件的泄漏部分,以利修正,故与压力型等与干式检漏相结合使用[2]。
经漏点查找,漏点位置在缸体缸盖结合面与前端面三处的结合处。
采用通用体系质量分析的七钻法,首先检查现场生产记录,操作人员、生产参数、使用工装等无异常。拆机检查,胶迹正常,零件检查:缸盖缸体平面度、粗糙度检测合格。如图1、图2所示,对比合格与不合格发动机发现缸盖漏点位置锐边被打磨(塌边),未按图纸要求“保持锐边”。
图1 使用刀口尺检查此平面边缘

图2 图纸要求
2.2 失效模式对比试验
为进一步确认是否是此项零件不合导致的气密性不合,采用单一变量的对比分析,零件A(图3)保持锐边,零件B(图4)打磨掉锐边,相同工艺参数下,先后安装与同一缸体进行验证。试验结果如表1所列。

图3 零件A

图4 零件B

表1 缸盖试漏数据对比
2.3 原因分析
已验证出是缸盖底面锐边被打磨造成密封性失效,接下来进一步查检缸盖生产过程确定造成问题的根本原因。
2.3.1 生产工艺流程
缸盖工艺流程主要为:缸盖毛坯上线检查、打码——盖面粗加工——排、进气面加工——前后端面加工——孔加工——试漏——精铣缸面——毛刷去毛刺——试漏——清洗、检验。
2.3.2 根本原因
按缸盖加工流程追溯到各工序半成品状态,将影响此问题的工位锁定在底面去毛刺工序。异常零件采用的是毛刷去毛刺方式(见图5),此类设备在铸铝缸盖的加工中应用较为广泛。从人、机、料、法、环查找发现生产该批零件过程中存在更换毛刷情况,而在更换前因为毛刷在接近使用寿命极限时毛刷变短,强度增加,累积单次进给依旧为0.2 mm,进给偏大,当毛刷走至与前端5°斜面交线边缘处,交线边缘受到毛刷挤压力增大,导致出现塌边现象。

图5 新旧毛刷实物对比图
采用鱼骨图与5Why法结合最终分析出塌边问题的根本原因为:毛刷更换频次偏低、单次进给量过大导致去毛刺过程中,将锐边刷成塌边。
2.4 改善措施及效果验证
经过参数验证最终确定改善措施为调整毛刷更换频次,由10 000件/次,改为2 500件/次;调整毛刷进刀方式,由手动改为自动进刀,前1000件每加工1件毛刷进给0.003 mm,1 000件以后每加工1件毛刷进给0.001 mm。
经过试装改进后的缸盖零件,发动机气密性合格,改善有效。
3 案例失效原理分析
在以上案例中,使用对比验证发现是缸盖底面结合位置的锐边被打磨,从而导致发动机整体的密封性失效。从理论计算来正向分析如图6所示。
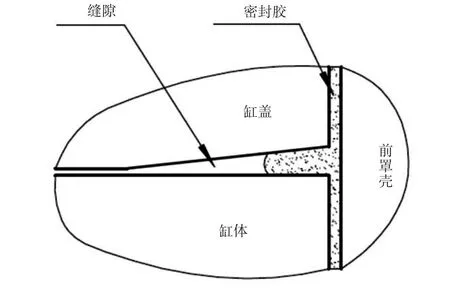
图6 结合面示意图
因缸盖底面锐边被打磨,装配后,缸体与缸盖之间形成一道深V型缝隙,密封胶涂在前罩壳上,装配前罩壳后,密封胶会对缝隙有一定补偿作用,但因密封胶本身存在一定的粘度及硬度,密封胶不能将缝隙全部填充,导致装配完成后在发动机缸体、缸盖及前罩壳组成的三角区依然存在缝隙,从而导致发动机密封性失效。
4 结论
在以上案例中,在缸盖平面度、粗糙度等关键尺寸符合的情况下,因供应商去毛刺工艺不当导致了缸盖底面边缘被过度打磨,从而影响了缸体缸盖结合面的密封性。扩展了缸体缸盖密封性失效案例的解决思路,可为缸盖设计、去毛刺工艺及发动机整体三角区域的密封性提升提供相关参考。
