SYP系列盘管风机镀锌钢板叶轮激光焊接工艺
2019-06-18于劲松李定云王维王碧超
于劲松 李定云 王维 王碧超
摘 要:SYP系列盘管风机叶轮采用薄镀锌钢板焊接而成,传统的电弧焊焊接工艺由于其热输出量大、焊接废品率高,满足不了目前公司质量管控要求。而激光焊接作为一种新兴焊接薄镀锌钢板方法,具有无可比拟的强大优势。该文以SYP130/160J风机为例介绍了SYP系列盘管风机镀锌钢叶轮激光焊接工艺,通过对实际产品焊接质量检测表明,该焊接工艺以及焊后产品质量、成品率均可满足要求。
关键词:盘管风机 薄镀锌钢板 叶轮 激光焊接
中图分类号:TG456.7 文献标识码:A 文章编号:1672-3791(2019)03(b)-0072-02
SYP系列离心式风机是笔者公司在国内首家推出的中央空调风机盘管专用前向多翼离心式风机,具有效率高、噪声低、结构精巧等特点,其叶轮为优质镀锌钢,经过精密级进模具冲压、氩弧焊接、翻边,最终成形。
镀锌钢材料由于其具有良好的抗腐蚀性能,被广泛地应用在通风设施行业领域。通风设施中镀锌钢板材料的应用使通风产品各个部件的抗腐蚀性能以及使用寿命得到很大的提升。然而,镀锌钢中镀锌层的存在,使得镀锌钢的焊接过程和焊接质量受到不利影响[1]。这主要是因为镀锌钢材料的镀锌层和基体钢的物理特性之间存在极大的差异,使得镀锌钢在进行焊接时,其基体钢发生熔化之前镀层锌已经气化。目前该公司的镀锌钢焊接工藝主要采用TIG(Φ1.0铈钨极),由于锌金属的沸点相对较低,在对镀锌钢进行焊接时,其中的锌金属在焊接电弧刚刚到达镀锌层时便会迅速发生气化,变成锌蒸气由内向外发生喷射,这非常容易使焊缝形成焊接缺陷,如熔渣粒子、未熔合机裂纹、飞溅以及气孔等,同时也会对焊接电弧的稳定性造成一定的破坏,焊接过程中还会产生大量的烟尘[2,3]。另外,由于TIG焊最终形成的焊缝较宽,且焊接过程的热量输出较大,镀锌层中大量锌金属的气化会导致镀锌钢的抗腐蚀性能大大降低。
当采用激光焊接方法时,与TIG焊相同,镀锌钢的焊缝位置同样会形成焊接气孔、未熔合机裂纹以及飞溅等焊接质量缺陷。但是相较于TIG焊接,激光焊接最终的成品率更高,并且焊缝熔宽比相对较大、单位热输入量更少、镀层锌的损耗低、焊接速度快、热变形更小等。
该文以SYP130/160J风机镀锌钢叶轮为例,设计制定激光焊接工艺参数,进行小批量试产并进行相关焊接质量检测。
1 试验材料及设备
1.1 试验材料
准备SYP130/160J风机镀锌钢板叶轮毛坯100件,该毛坯由级进模具冲制而成,材料牌号为DC51D+Z-N,材料厚度为0.35mm,镀锌层厚度约13?m。
1.2 焊接设备
试验焊接设备采用台州菲速激光科技有限公司生产的FS-500W光纤激光器。该激光器最大优点是采用光纤传输,其光电转化效率较高,使用寿命更长,更加便于进行柔性加工。FS-500W光纤激光器配备高精度3轴联动(x轴、y轴自动平移,z轴自动升降)工作台,采用99.99%氩气作为焊接保护气体。
2 工艺过程
(1)采用长尾票夹将叶轮筒两端对齐夹紧。
(2)将夹紧后的叶轮筒用激光点焊牢固,将长尾票夹夹到引弧位置。
(3)连续焊接:采用450W焊接功率,焊接焦距为200mm,正焦往上调焦10mm,焊接速度调节为30mm/s,焊完一端后再对另一端进行焊接。
(4)焊好后取下长尾票夹,用冲床剪掉两端引弧位置,保证两端头平齐。
3 试验检验
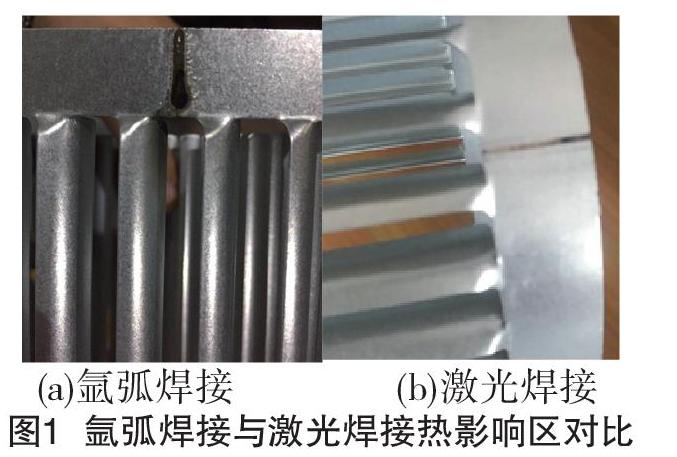
(1)外观检验:激光焊接焊缝饱满,与之前氩弧焊接工艺相比焊接热影响区较小,如图1所示。
(2)翻边检测:用手整理叶轮筒圆度,整理好后将其套到卷边模具上,开动机器,按编好的程序对叶片筒两端同时翻边。翻边后叶轮筒两端圆弧一致,没有出现凹凸不平现象,两底面平整。激光焊接叶轮筒翻边后焊缝没有撕裂,用百分表检测叶轮端跳和径跳,叶轮筒的端跳和径跳均符合图纸要求。
(3)叶轮强度检验:将叶轮的中盘装入叶轮筒内,再把叶轮筒放到压装专用设备上进行压装,压装后检查压装质量,中盘和叶片压装保证牢固、不松动。将压装后的叶轮安装到叶轮调试专用设备上,拧紧叶轮轴套上的螺钉,启动设备,对叶轮的径跳和端跳进行调试,直到叶轮的径跳和端跳符合技术要求为止。松开轴套的螺钉,在调试专用设备上取下叶轮,再把叶轮安装到动平衡调试设备上,拧紧螺钉,启动设备,对叶轮动平衡进行调试。直到叶轮剩余不平衡量符合技术要求为止。
叶轮动平衡合格后进行叶轮超速试验。将叶轮安装到超速试验平台上,风机叶轮在环境温度为25℃下最高工作转速为2000r/min,超速试验转速为最高工作转速的1.1倍,即2200r/min。试验前后中盘、轴套、螺钉均无裂纹、无松动,试验前后叶轮轴向和径向跳动及尺寸变形量均小于0.04mm,低于允许尺寸变形量0.075mm,该叶轮在转速为5391rpm时散架报废,该叶轮焊接强度满足图纸技术要求。
(4)焊缝位置盐雾试验:将翻边后的叶轮(氩弧焊和激光焊工件各一,焊缝位置未涂防锈漆)放入盐雾试验机中,在压力为0.17MPa,筒体温度为38℃,室内相对湿度小于80%R.H,喷雾量为1mL/h,盐水浓度为5%,喷雾pH值为6.6~7.2条件下进行盐雾试验,经过168h后在叶轮各个焊缝处均出现白锈现象,未出现红锈现象。两种焊接方式均满足该产品的技术要求。但氩弧焊焊缝表面出现光亮及焊接后黑色灼烧痕迹,与其余位置有明显色差(焊缝相对激光较大);激光焊焊缝表面为线状规则环形,较氩弧焊美观一些,与叶轮基体存在明显色差。
4 结论
无论从焊缝外观、焊缝强度、翻边成品率,还是焊缝抗腐蚀性能来看,采用激光焊接工艺焊缝效果都非常理想。采用激光焊接样件共计100件,焊接成品率为100%;而笔者公司氩弧焊目前焊接平均成品率为98.63%,并且工人焊接水平对叶轮焊接成品率影响较大。
生产实践表明,采用激光焊接0.35mm厚镀锌钢板叶轮是可行的,该激光焊接工艺不仅适用于该种型号空调风机镀锌钢板叶轮的焊接制造,也适用于同类风机产品的生产制造,有利于提高产品质量,降低焊接操作难度,制作双面焊接专用夹具更能提高生产效率。
参考文献
[1] 张屹,李时春,金湘中,等.镀锌钢板激光焊接关键技术研究[J].激光与光电子学进展,2010(47):71401-71409.
[2] 封小松,陈彦宾,李俐群,等.镀锌板激光填丝钎焊[J].应用激光,2004,24(6):357-360.
[3] Jae-Do Kim,I.Na,Chan-Cheol Park.CO2 laser welding of zinc-coated steel sheets[J].KSME Inter.J,1998,12(4):606-614.
