镀钨合金连续管的力学及耐蚀性能分析*
2019-06-17李鸿斌郭新维毕宗岳
李鸿斌,郭新维,毕宗岳,余 晗,韦 奉,党 浩
(1.国家石油天然气管材工程技术研究中心,陕西 宝鸡 721008;2.宝鸡石油钢管有限责任公司,陕西 宝鸡 721008;3.中国石油新疆油田分公司工程技术公司,新疆 克拉玛依 834000)
连续管有很好的绕性,作业时卷筒上的管子可反复收放和使用,具有可带压作业、连续起下、作业效率高、对地层伤害低、应用范围广等独特优势,倍受油田用户青睐,在油气田勘探开发中发挥着越来越重要的作用,已广泛应用于油田修井、钻井、完井、测井、增产等领域,贯穿油气开采的全过程[1-5]。目前,连续管的材质主要为低碳钢,通常能满足多数油田作业要求,但随着我国油气勘探开发难度加大,对于某些含CO2、H2S、Cl-等腐蚀环境油气田的开发,应用现有碳钢材质的连续管,不仅存在酸性介质引起的高腐蚀速率的电化学腐蚀,同时还存在硫化物应力腐蚀开裂的风险,管材耐蚀性能往往不能满足使用要求[6-9]。然而,采用整体耐蚀合金材质连续管的不经济性,以及表面技术的飞速发展,驱使人们采用表面防腐的方法,寻找新技术、新工艺去应对低碳钢连续管的腐蚀问题。
目前,镀钨合金技术正在兴起,制备方法包括熔盐电镀法、等离子喷涂法、爆炸喷涂法、气相沉积法等,钨合金镀层能使管材表面形成致密均匀的耐蚀镀层,在不降低原有力学性能的前提下,其表面抗蚀性能较常规处理的油管有明显改善,尤其是耐 H2S、CO2、Cl-等腐蚀介质;同时,有很高的光洁度,摩擦系数大大降低,具有较高的耐磨性[10-11]。电镀钨合金镀层是一种非晶态合金材料,用电沉积法获得的非晶态合金镀层具有工艺简便、成本低廉、耐腐蚀及耐磨性能优异等特点,采用这种技术的防腐油管、套管、螺杆钻具、抽油杆已在油田广泛应用[12-15]。但由于连续管服役环境及作业过程的特殊性,镀钨合金技术能否适用于连续管产品,在满足连续管常规作业的前提下,实现管材耐蚀性能的提高。针对该问题,本研究采用 CT80 钢级Φ50.8 mm×4.0 mm 规格连续管管段,制备镀钨合金连续管试样,开展相关力学性能及耐蚀性能检测分析。
1 试验方法
对 2 根长度为 2 m 的 CT80 钢级 Φ50.8 mm×4.0 mm 镀钨合金连续管试样开展检测分析,检测方法及相关标准见表1。

表1 CT80 钢级Φ50.8 mm×4.0 mm 镀钨合金连续管检测方法及标准
2 结果与讨论
2.1 常规性能检测
2.1.1 镀层形貌及成分
镀钨合金连续管镀层表面宏观形貌、表面扫描电镜 (SEM)形貌、横截面宏观形貌、横截面SEM形貌如图1~图4所示。镀钨合金连续管呈银镜色,表面光滑,光洁度较高;通过镀层表面及截面SEM形貌可以看出,镀层致密、均匀、无明显缺陷;镀层厚度均匀,约50 μm,镀层与基体结合紧密。

图1 镀钨合金连续管表面宏观形貌

图2 镀钨合金连续管镀层表面SEM 形貌

图3 镀钨合金连续管横截面宏观形貌
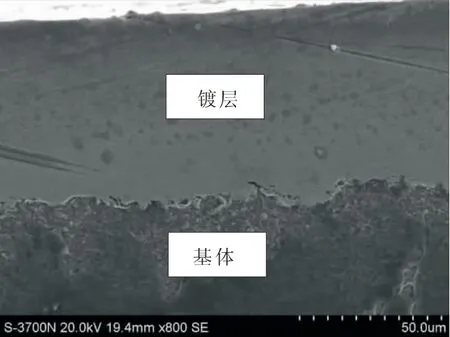
图4 镀钨合金连续管镀层横截面SEM 形貌
采用能谱 (EDS)对镀钨合金连续管镀层成分分析,结果如图5、表2所示。结果表明:镀层主要由 Fe、Ni、W、Ir 元素组成,其中 Ni、W 占总量百分比分别为63.23%、33.55%。
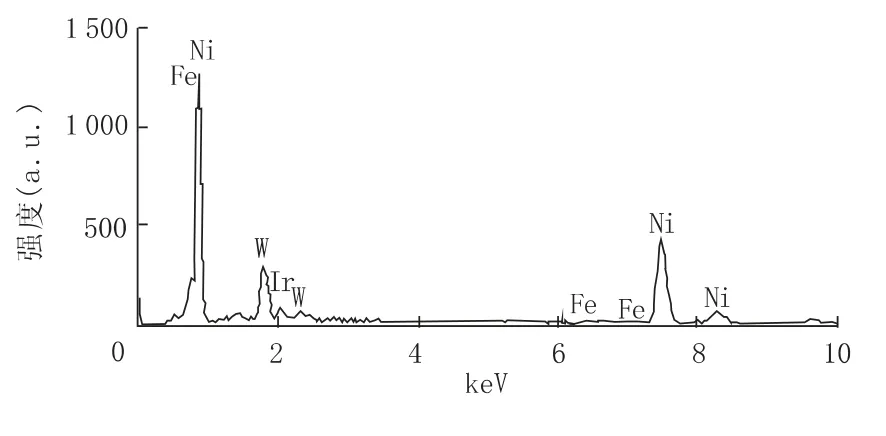
图5 镀钨合金连续管镀层表面EDS 图谱

表2 镀钨合金连续管镀层表面元素能谱分析 %
2.1.2 镀层厚度
对样管头部、中部、尾部取样,每件试样沿环向检测 0°、120°、240° 3 个位置镀层厚度,检测结果见表3。由表3结果可以看出:样管镀层厚度平均值为54.93 μm;试样镀层厚度为头部>中部>尾部。

表3 镀层厚度检测结果
2.1.3 镀层硬度
对样管头部、中部、尾部取样,每件试样沿环向检测 0°、120°、240° 3 个位置镀层硬度,检测结果见表4。由表4结果可以看出:样管镀层硬度平均值为688HV1.0,样品头部、中部、尾部镀层硬度基本一致。
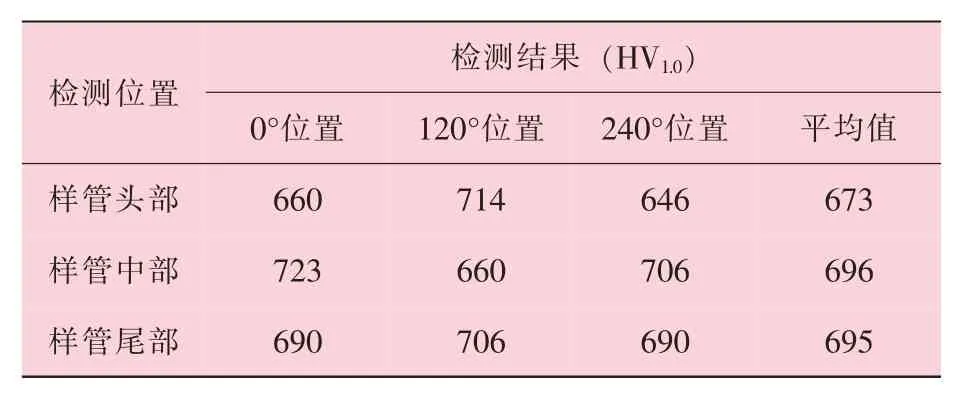
表4 镀层硬度检测结果
2.1.4 拉伸性能
对镀钨连续管及未镀钨连续管试样进行拉伸性能检测 (如图6所示),检测结果见表5。结果表明:镀钨及未镀钨连续管拉伸试验结果满足标准要求,CT80 连续管试样经过表面镀钨后,经拉伸性能检测,镀钨样品屈服强度、抗拉强度及伸长率未发生明显改变。镀钨连续管拉伸断口宏观形貌及SEM 形貌如图7所示,可以看出样品拉伸后,表面镀层发生开裂,镀层与基体间存在间隙,结合力下降。

图6 镀钨合金连续管拉伸检测照片

表5 镀钨连续管及未镀钨连续管拉伸性能试验结果
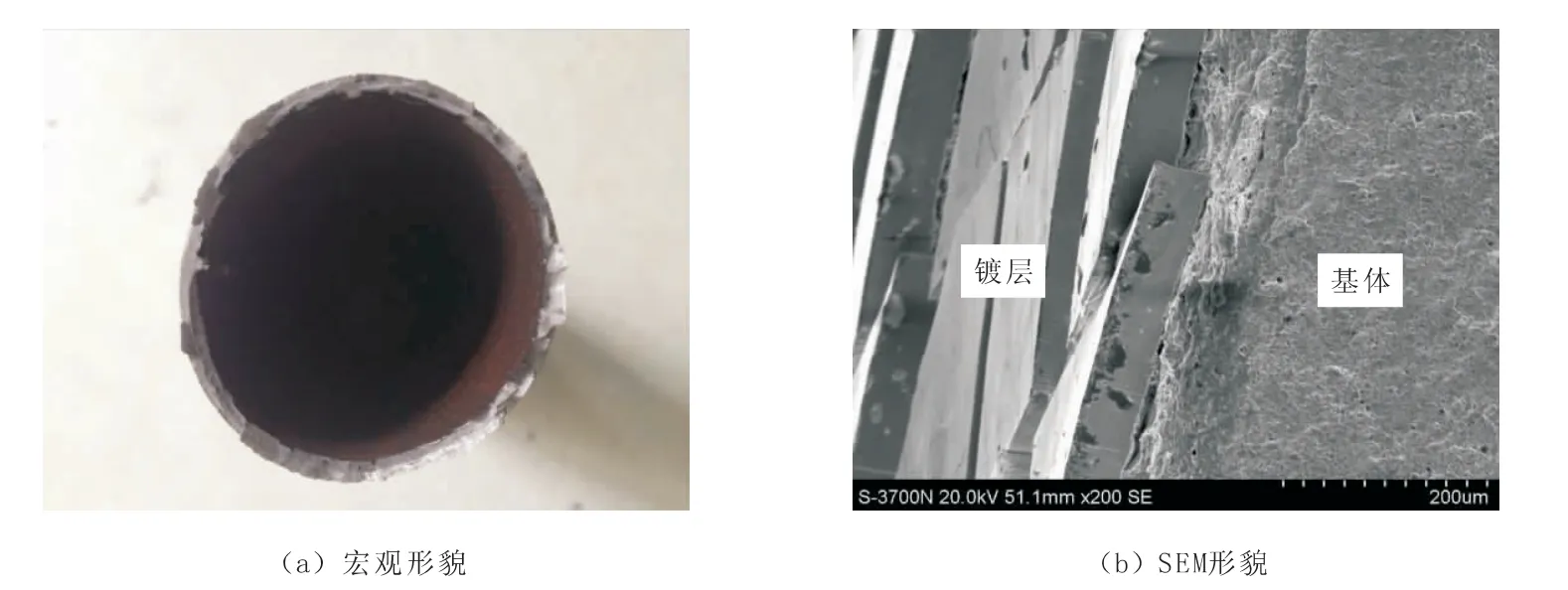
图7 镀钨合金连续管拉伸断口宏观形貌及SEM 形貌
2.1.5 压扁性能
对镀钨连续管试样进行压扁性能检测,检测结果见表6。结果表明:CT80 连续管试样经过表面镀钨后,进行压扁性能检测,压板间距在42 mm,镀层无开裂,试样仍满足API SPEC 5ST标准要求;压板间距在25.8 mm,镀层发生微开裂;压板间距在8 mm (壁厚贴合),镀层发生开裂,试验后镀层形貌如图8所示。
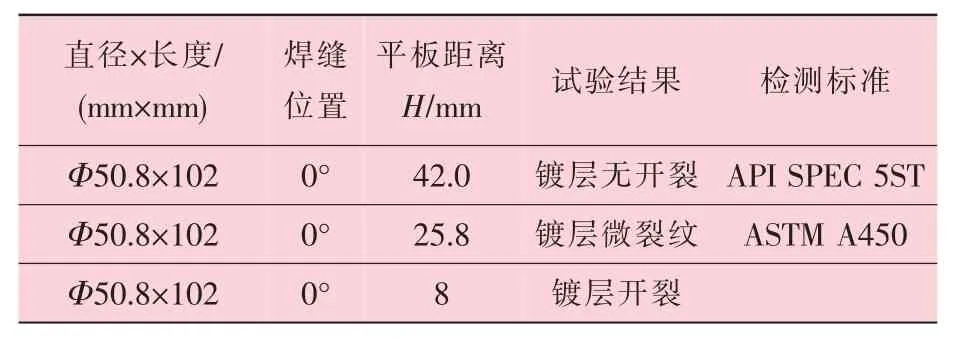
表6 镀钨连续管试样压扁试验结果

图8 压扁试样表面镀层形貌
2.1.6 扩口性能
对镀钨连续管试样进行扩口性能检测,检测结果见表7。结果表明:CT80 连续管试样经过表面镀钨后,采用60°顶心进行扩口性能检测,内径扩口率为25%,镀层发生开裂,试验后镀层形貌如图9、图10所示。

表7 镀钨连续管试样扩口试验结果

图9 扩口试样宏观形貌

图10 扩口试样表面镀层形貌
2.1.7 弯曲疲劳性能
用PLW-100 型疲劳试验机,对镀钨连续管试样进行弯曲疲劳性能检测 (如图11所示),试样尺寸为 Φ50.8 mm×4.0 mm×1 524 mm,弯曲模半径为1 828 mm,管样在内压为34.47 MPa 下反复进行 “弯曲-拉直-弯曲” 循环疲劳试验,并记录疲劳循环次数,直到试样出现泄压或漏水结束试验,检测结果见表8。结果表明:试样在半径1 828 mm 弯模下反复弯曲,弯曲 10 次,镀层无裂纹;弯曲30 次,镀层沿管体环向出现微裂纹;弯曲60 次,镀层沿管体环向、径向均出现裂纹,形成网状;弯曲90 次,镀层沿管体环向、径向形成的网状裂纹更加密集;弯曲至99 次,管材发生刺漏,结束试验。CT80 连续管试样经过表面镀钨后,其疲劳寿命未发生明显改变。弯曲后表面镀层宏观形貌及弯曲疲劳失效后镀层SEM 形貌如图12、图13所示。

图11 镀钨连续管弯曲疲劳检测照片
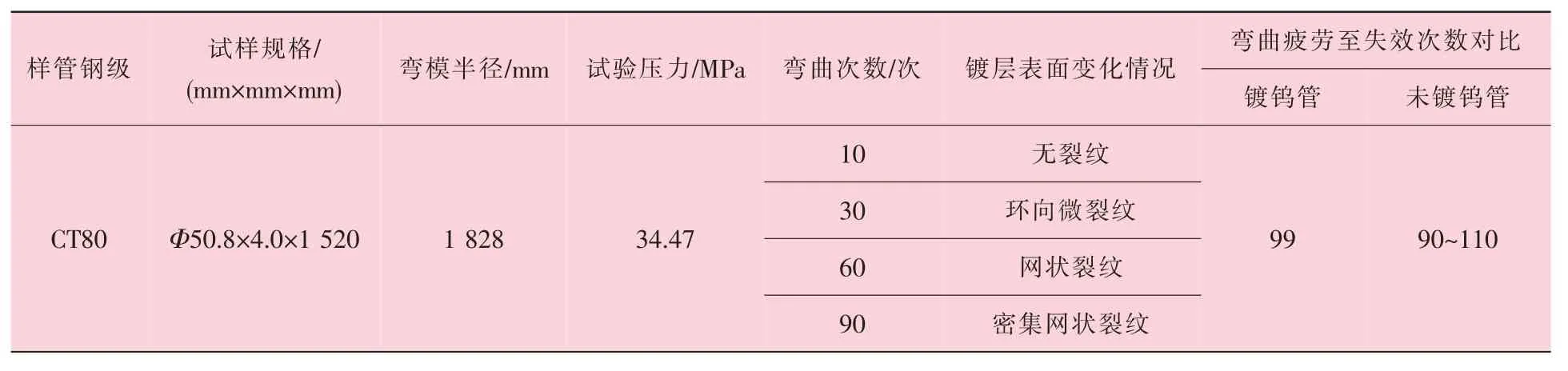
表8 镀钨连续管弯曲疲劳试验结果
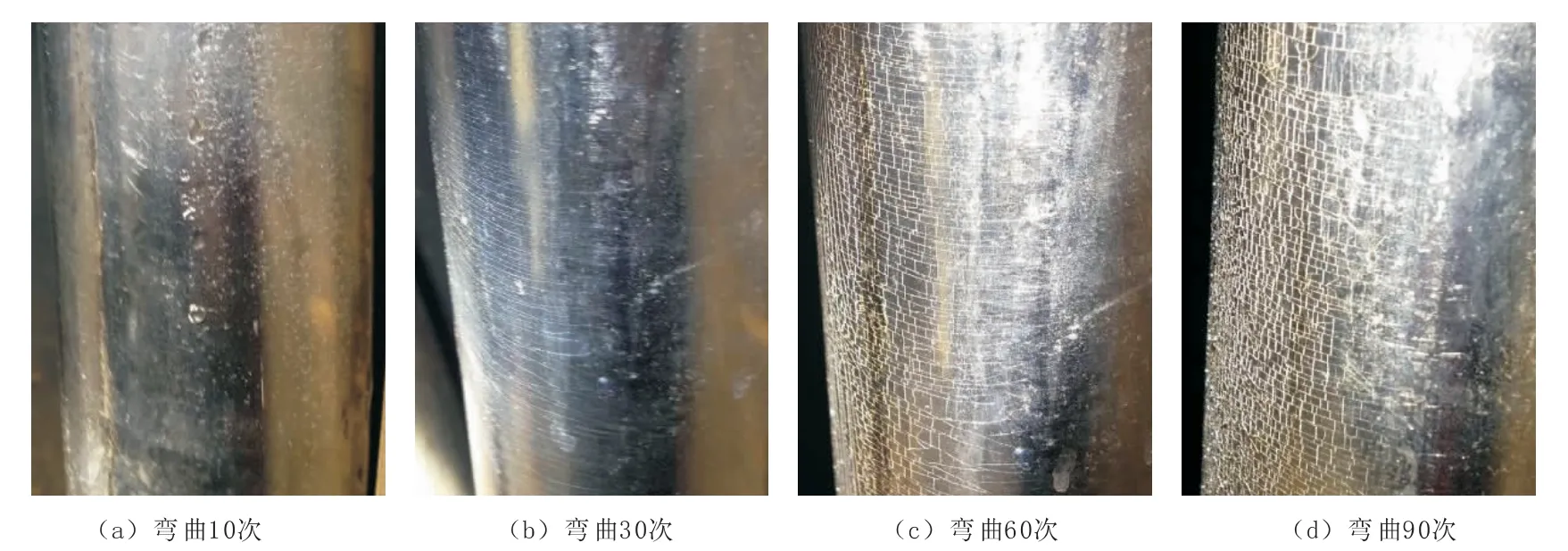
图12 镀钨连续管弯曲后表面镀层宏观形貌

图13 镀钨连续管弯曲疲劳失效后镀层SEM 形貌
2.2 耐蚀性能检测
2.2.1 HIC 试验
对镀钨连续管试样进行HIC 性能检测,检测结果如表9、图14所示。结果表明:CT80连续管样品经过表面镀钨处理后,然后再进行HIC 性能检测,发现样品镀层表面无裂纹,镀层颜色无变化,表明连续管镀层具有较好的抗HIC 性能。

表9 镀层HIC 试验检测结果
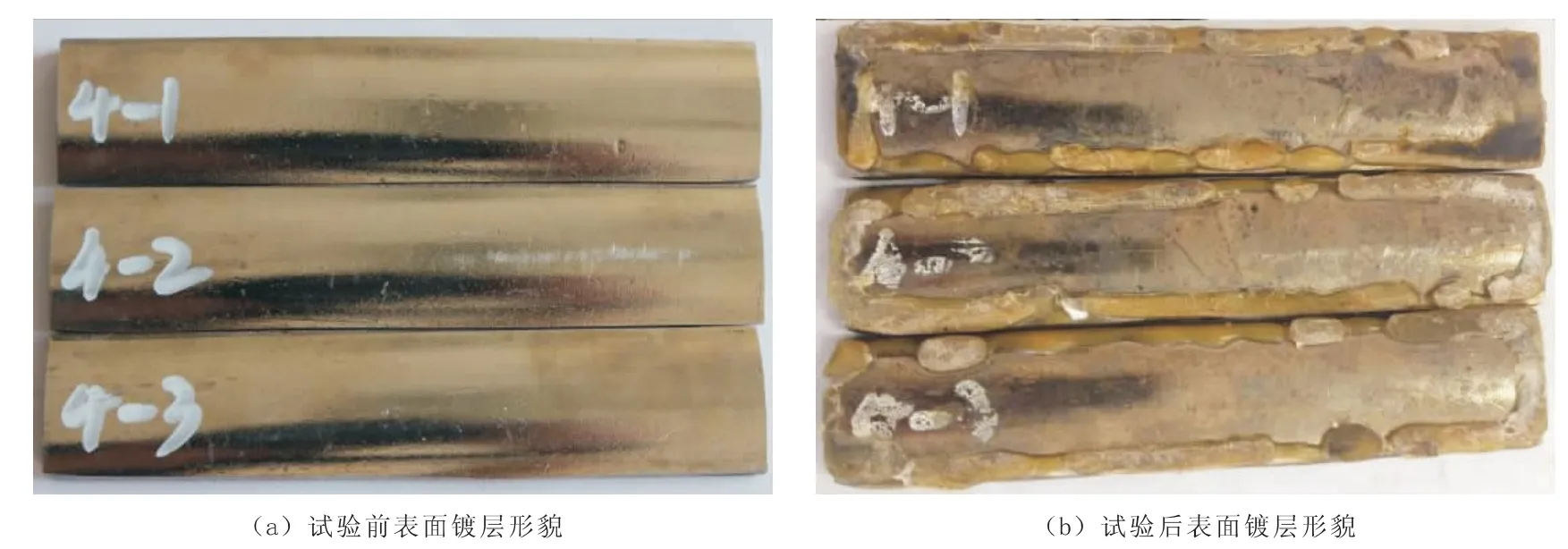
图14 镀层HIC 试验照片
2.2.2 SSCC 试验
对镀钨连续管样品进行SSCC 性能检测,检测结果如表10、图15所示。结果表明:CT80连续管样品经过表面镀钨后,进行SSCC 性能检测,施加应力水平为85%σs,镀层表面无裂纹,表明镀层具有较好的抗SSCC 性能。

表10 镀层SSCC 试验检测结果

图15 镀层SSCC 试验照片
2.2.3 点蚀试验
对镀钨连续管样品进行点蚀性能检测,检测结果如表11、图16所示。结果表明:CT80 连续管样品经过表面镀钨后,经点蚀性能检测,镀层耐点蚀等级为A-1 级,表明镀层具有较好的抗点蚀性能。

表11 镀层点蚀试验检测结果

图16 镀层点蚀试验照片
2.2.4 盐雾腐蚀试验
对镀钨连续管样品进行盐雾腐蚀性能检测,检测结果如表12、图17所示。结果表明:CT80连续管样品经过表面镀钨后,经盐雾腐蚀性能检测,镀层表面完好、镀层颜色无变化,表明镀层具有较好的耐盐雾腐蚀性能。

表12 镀层盐雾腐蚀试验检测结果

图17 镀层盐雾腐蚀试验照片
2.3 结果与讨论
对CT80 连续管管段,采用镀钨合金技术,制备出的镀钨合金连续管样品,镀层表面光滑、致密,厚度约 54.93 μm,硬度在 688HV1.0,镀层经HIC、SSCC 等腐蚀性能检测,表现出较好的耐蚀性能,且镀钨后样品拉伸性能未发生改变,完全可用于常规油、套管的防腐。然而,连续管的服役过程具有一定特殊性,连续管在绕导向拱和卷筒起、下井过程中会遭受 6 次 “弯-直” 的塑性变形,对连续管的塑性有较高的要求。压扁、扩口及弯曲疲劳试验能够反映管材及镀层的塑性,检测结果表明镀层与管体结合力较好,具有一定的塑性,但在大变形或反复变形条件下,镀层塑性不足,易发生开裂。因此,现场实际作业过程中,该镀层无法起到对连续管防腐的效果。该镀钨合金技术可针对长期悬挂于气井内的连续速度管柱进行相关应用;而对于需要反复起、下的连续管,需对镀钨合金工艺进一步优化改进,从而提高镀层塑性,以满足连续管实际作业需求。
3 结 论
(1)镀钨合金连续管样品表面光洁度较高,镀层致密、均匀、无明显缺陷,镀层厚度平均值为 54.93 μm,硬度平均值为 688HV1.0。
(2)经过表面镀钨后,样管的屈服强度、抗拉强度及伸长率未发生明显改变;按照API SPEC 5ST标准检测,压扁后镀层无开裂,扩口后镀层发生开裂。
(3)经过表面镀钨后,连续管弯曲疲劳寿命未发生明显改变,随着弯曲次数的增加,镀层表面逐渐形成裂纹,最终形成密集的网状裂纹。
(4)通过 HIC、SSCC、点蚀及盐雾腐蚀检测,镀层表现出较好的耐蚀性能。
(5)该镀钨合金技术可应用于连续速度管柱,而应用于连续管,需进一步优化工艺,提高镀层塑性。
