一种立式滚齿加工双头花键轴保证角向相对位置度的方法
2019-06-03张勇,王勇
张 勇,王 勇
(中国航发贵州黎阳航空动力有限公司结构件分厂,贵州 贵阳550014)
0 引言
我单位在加工一种长度为200 mm,花键外圆直径φ18.4 mm,花键杆直径为φ26.5 mm的细长双头花键轴过程中(如图1所示),由于设计图纸要求两端花键齿的角向相对位置度的公差为±20′。并且该花键轴的加工是需要分两次(两端花键分别加工)加工完成,因此依据通常加工的方法(即采用人工目视对刀法),它加工出的两端花键齿的相对角向位置误差较大,通常为1.5°~2°,满足不了设计要求。
为解决两端花键齿之间角向相对位置度的要求,通过理论与实际相结合,提出了一种立式滚齿加工双头花键轴保证角向相对位置度的方法,分别加工两端花键。并通过设计一种专用工具保证其两端花键齿角向相对位置度要求的方法。这种加工方法不仅操作方法简便,大大地提高了工作效率,而且提高了工件质量,很好地满足使用要求。
1 工作原理分析
使用一种在立式滚齿机床上加工的双头花键轴满足两端花键角向相对位置度要求的专用工具(如图2所示),通过专用工具的定位基准(内花键外径定心)及内花键齿形对称基准面平行和加工基准平面A保持平行并与滚刀轴线垂直来滚齿加工另一端花键[1]。

图2 加工示意图
工作原理:首先用通常加工方法(即双顶尖定位)加工好一端花键;其次安装专用工具使加工基准平面A与滚刀轴线垂直度不大于0.02 mm(基准平面A与内花键齿形对称基准面平行),并找正专用工具的径向跳动;再次将已按常规方法加工完成的一端花键,装入专用工具中的内花键内,与其支承顶尖接触;然后放下机床的主动顶尖,将花键轴顶紧,拧紧紧固螺钉;最后以作为角向定位基准(基准平面A)加工双头花键轴另一端花键。由于作为角向定位的基准平面A与内花键齿形对称基准平面平行,保证了双头花键有一个共同的齿形加工基准平面,满足了加工两端花键之间的角向位置度的设计技术要求,不仅操作方法简便,大大提高了工作效率,而且提高了工件质量,很好的满足使用要求。
2 立式滚齿加工双头花键轴保证角向相对位置度的专用工具设计
通过工作原理分析,设计了一种立式滚齿加工双头花键轴保证角向相对位置度的专用工具(如图3所示)。

图3 工具结构示意图
安装在立式滚齿机床上的专用工具,加工基准平面A(30 mm扁平面的其中一个平面,与内花键齿形对称基准面平行)与滚刀轴线相垂直,且通过其内花键和工件上的花键定位[1],保证两端花键有一个共同的加工基准面,同时在同轴度上使用两端顶尖结构[2],这样该工具具有很好的同轴度和拥有一个共同的加工基准平面,达到了工作稳定可靠高效,很好的满足使用要求目的。
立式滚齿加工双头花键轴保证角向相对位置度的专用工具包括:底座(1),5 号莫氏锥体(2)[2],花键定位体(3),支承顶尖(4),定位销(5),插销(6),螺钉(7)。
2.1 底座
底座外形为φ140×15及φ76×60空心台阶圆柱体型(如图4所示),在φ140×15台阶圆柱体上有六个20×20 mm均布半圆长槽用来将底座固定在滚齿机圆盘上,右端内孔为5号莫氏内锥体,左端为φ44×11台阶孔,φ76-0.1×15 mm圆柱面为同轴度找正基准面。材料选择为40Cr材料,硬度HRC28-33,表面处理发蓝。

图4 底座示意图
2.2 5号莫氏锥体[2]
5号莫氏锥体外形左端为5号莫氏锥体(如图5所示),右端φ36×14 mm圆柱凸台。φ36外圆与花键定位体φ36H7配合间隙不大于0.005 mm满足同轴度要求。材料选择为40Cr材料,硬度HRC30-35,表面处理发蓝。

图5 5号莫氏锥体示意图
2.3 花键定位体
花键定位体外形为φ44.4×37 mm和φ30×28 mm圆柱台体(如图6所示),并在φ44.4圆柱面铣沿轴线对称的宽30 mm高15 mm扁平面A,内孔左端为φ36×15 mm台阶孔,中间为φ16H7通孔,右端为花键轴外径定心的内花键(花键长度为12 mm),内花键参数为模数m=0.8,齿数Z=22,压力角α=30°,分度圆直径d=φ17.6 mm,分度圆弧齿厚s=1.25~0.05 mm,内花键轴加工精度为H6,花键左端有φ20×6 mm空刀槽,其中A基准面与花键中心B基准平面(内花键齿槽对称基准平面,该基准面为滚齿加工双头花键轴保证角向相对位置度加工的关键理论平面)平行度误差不大于0.02 mm,φ5H7为定位销孔用来固定花键定位体和5号莫氏锥体,φ6H7为插销孔用来调节花键定位体和5号莫氏锥体角向位置的,材料选择为40Cr材料,硬度HRC28-33,表面处理发蓝。
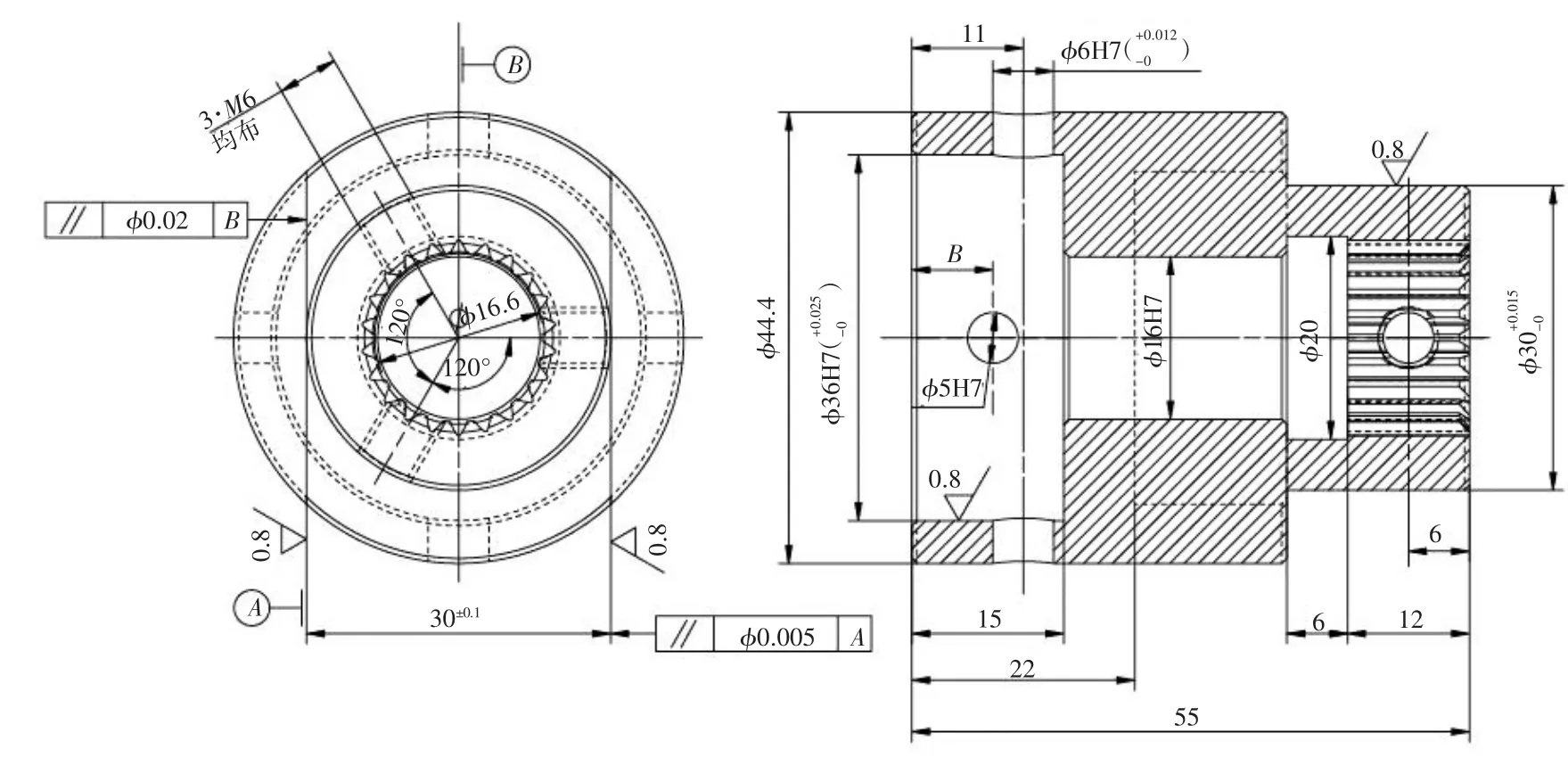
图6 花键定位体示意图
2.4 支承顶尖
支承顶尖为φ16×20 mm和φ12×5 mm圆柱台体及60°锥体(如图7所示),φ16 mm圆柱面与花键定位体(3)φ16H7孔间隙配合(间隙不大于0.005 mm),其主要目的是:与机床上的主动顶尖共同作用,满足了立式滚齿机床滚齿旋转轴的同轴度要求。材料选择为40Cr材料,硬度HRC28-33,表面处理发蓝。

图7 支承顶尖示意图
3 实际应用验证及效果
在加工双头花键轴两端花键齿过程中,我们按以上的加工方法进行了首件加工,加工后经首件计量检测双头花键轴两端花键齿的角向相对位置度的公差实测值为+11′,这样通过首件试加工验证结果分析论证,达到了预期的效果,随后进行了小批量的加工生产,共加工双头花键轴6件,详细的检测数据,如表1所示。

表1 双头花键轴两端花键齿角向相对位置度测量数据
由表1可知,采用一种立式滚齿加工双头花键轴保证角向相对位置度的加工方法加工的双头花键轴,经检测其两端花键齿的角向相对位置度的公差实测值在-10′~+14′之间,均达到设计图纸要求两端花键齿的角向相对位置度的公差不大于±20′,由此可以看出这种加工方法满足了设计技术要求,可以在双头花键轴生产加工中应用。
4 结束语
通过实际使用一种立式滚齿加工双头花键轴保证角向相对位置度的加工方法,证明它不仅操作方法简便,并大大地提高了工作效率,而且提高了产品质量,很好地满足使用要求。这种立式滚齿加工双头花键轴保证角向相对位置度的加工方法,可为今后的工程设计提供借鉴,供相关专业的人员参考。
