FANUC系统数控机床安全门锁功能的实现
2019-06-03韦永书吴志良潘懋钊
韦永书,张 晓,吴志良,潘懋钊
(柳州五菱汽车工业有限公司,广西 柳州545007)
0 引言
数控机床的控制系统有很多种,常用的有西门子系统、发那科系统、三菱系统、海德汉系统、广数系统。每种控制系统的功能命令虽然有差别,但是它们的原理都是一样的,都由NC系统块、伺服驱动单元、伺服电机、输入输出模块等构成。NC系统块的控制大脑由PMC梯形图、各类数据参数、系统参数等组成。随着数控机床的普及使用和对安全方面的较高要求,有必要深入研究每个系统的构成及控制原理,以便可以根据需要对设备进行改造完善,满足现场使用需求。在此,本文以一台FANUC系统数控机床增加安全门锁功能的实现为例,深入剖析了一些功能命令的使用原理。
1NC系统的操作与编辑
对系统进行编辑,首先要取得电脑编辑软件与NC系统之间的通讯或转接的介质,在编辑系统前要对系统进行备份,编辑好后的PMC要拷贝到系统中。通讯的方法有很多种,常用的有通过数据线通讯、通过网络接口通讯。转接的方法一般有两种,一种是通过USB接口对系统进行备份或者恢复,一种是通过PC ATA卡进行备份或者恢复。下面是FANUC系统用CF卡备份或恢复数据的具体操作及PMC的编辑。
1.1 FANUC系统数据的备份与恢复
(1)FANUC系统中加工程序、参数、螺距误差补偿、宏程序、PMC程序、PMC数据,在机床不使用时是依靠控制单元上的电池进行保存的,如发生NC电池没电,或其他意外,会导致这些数据的丢失。因此,有必要做好这些数据的备份工作,一旦数据丢失,可以通过恢复这些数据的办法,保证机床的正常运行。
(2)数控系统的启动和计算机的启动一样,会有一个引导的过程,此时需要将一张PC ATA卡插入显示器左侧的存储卡插槽中。同时按住显示器下面最右边两个软键或同时按住MDI键中的6和7两个软键,持续按住这两个键时接通NC电源,直至显示BOOT系统菜单画面[1]。
BOOT系统的菜单和作业内容如图1所示。
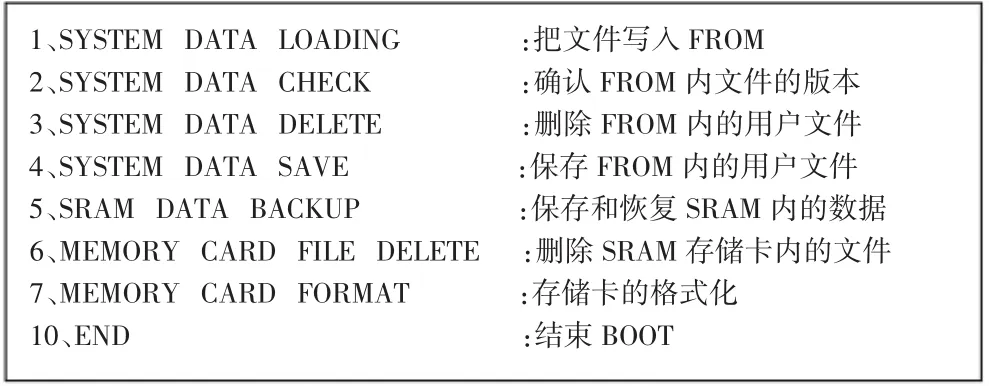
图1BOOT系统菜单
(3)系统数据的备份和恢复选择“5、SRAM DATA BACKUP”,出现一个子菜单:
1)SRAM BACKUP(CNC→MEMORY CARD)数据备份
2)RESTORE SRAM (MEMORY →CARD CNC)数据恢复
(4)PMC梯形图及 PMC参数的备份选择“4、SYSTEM DATA SAVE”,出现一个子菜单,通过按向下方向键直至出现PMC1.000,按SELECT选择键,等待几秒钟按YES按键,然后退出。PMC备份完毕。PMC 的恢复选择“1、SYSTEM DATA LOADING”,然后选择PMC1.000,按SELECT选择键,等待几秒钟按YES按键,然后退出。PMC恢复完毕。
1.2 PMC的编辑
(1)PMC程序的编辑一般在电脑软件上编写完成后,再拷贝到系统中调式。有些厂家为了保护PMC不被随意修改,对PMC进行了加密处理,此时需要破解密码,输入编辑密码才能进行编辑操作。
(2)但是存储卡备份的PMC梯形图为存储卡格式的PMC(后缀.000.001等),由于其为机器语言格式,不能由计算机的Ladder 3(计算机格式.LAD)直接识别和读取并进行修改和编辑,所以必须进行格式转换。同样,当在计算机上编辑好的PMC程序也不能直接存储到M-CARD上,也必须通过格式转换,然后才能装载到 CNC 中[1,3]。
(3)编辑完成后的PMC程序装载到CNC中调式,调式的过程中会遇到一些小问题,此时可以直接在CNC系统中修改程序,然后继续调式至预期的效果。在系统中直接修改PMC程序时需要对编辑相关的参数进行设置才能编辑。编辑参数分为两个步骤进行设置,首先在MDI模式下,数次按“OFFSET SETTING”键,显示SETTING的便捷画面,把“参数写入”有“0”改成“1”,此时会出现“报警 100”,如需要解除报警,可同时按“CAN”键和“RESET”键;其次按“SYSTEM”键,找到PMC配置画面,选择进入PMC设定画面,将编辑许可、编辑后保存、RAM可写入、PMC停止许可、编程器功能有效切换到“是”。然后就可以对PMC程序进行在线编辑了[1]。
2FANUC LADDER-III6.3软件的应用
2.1 存储卡格式与计算机格式的转换
2.1.1 M-CARD格式(后缀.000.001等)->计算机格式(.LAD)
(1)运行LADDERⅢ软件,在该软件下新建一个类型与备份的M-CARD格式的PMC程序类型相同的空文件。
(2)选择FILE中的IMPORT(即导入 M-CARD格式文件),软件会提示导入的源文件格式,选择MCARD格式即可。执行下一步找到要进行转换的MCARD格式文件,按照软件提示的默认操作一步步执行即可将M-CARD格式的PMC程序转换成计算即可,直接识别的.LAD格式文件,这样就可以在计算机上进行修改和编辑操作了[1]。
2.1.2 计算机格式(.LAD)->M-CARD格式
(1)当把计算机格式(.LAD)的PMC转换成MCARD格式的文件后,可以将其存储到M-CARD上,通过M-CARD装载到CNC中,而不用通过外部通讯工具(例如:RS-232-C或网线)进行传输。在LADDERⅢ软件中打开要转换的PMC程序。现在TOOL中选择COMPILE将该程序进行编译成机器语言,如果没有提示错误,则编译成功,如果提示有错误,要退出修改后重新编译,然后保存,再选择FILE中的EXPORT[1]。
(2)在选择EXPORT后,软件提示选择输出的文件类型,选择M-CARD格式。确定M-CARD格式后,选择下一步指定文件名,按照软件提示的默认操作即可得到转换了格式的PMC程序,注意该程序的图标是一个WINDOWS图标(即操作系统不能识别的文件格式,只有FANUC系统才能识别)[1]。转换好的PMC程序即可通过存储卡直接装载到CNC中。
2.2 PMC功能命令表及应用举例
PMC功能命令有66种,本文就几个常用的功能命令表做简单介绍。
(1)二进制译码
程序中指令的辅助功能,由NC把读取的内容通知PMC,在机床侧执行动作。此时,NC处于等待机床侧动作的状态,利用每个动作的结束,NC一次执行下面的动作(程序段)。因为NC是用二进制码把指令的内容输送到PMC的,所以要使用PMC的二进制译码功能命令对二进制进行译码[2]。译码处理流程如图2所示。
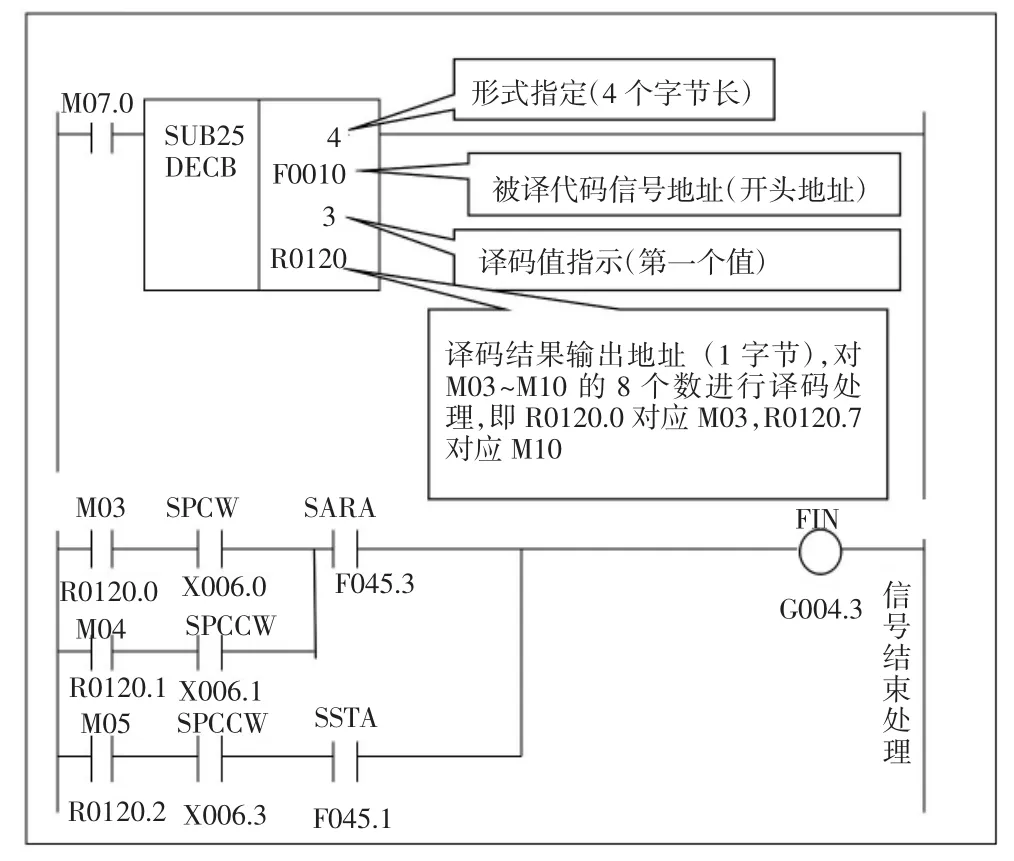
图2 译码处理流程
(2)子程序指令
子程序指令包括子程序调用和子程序开始结束指令[2],如图3所示。
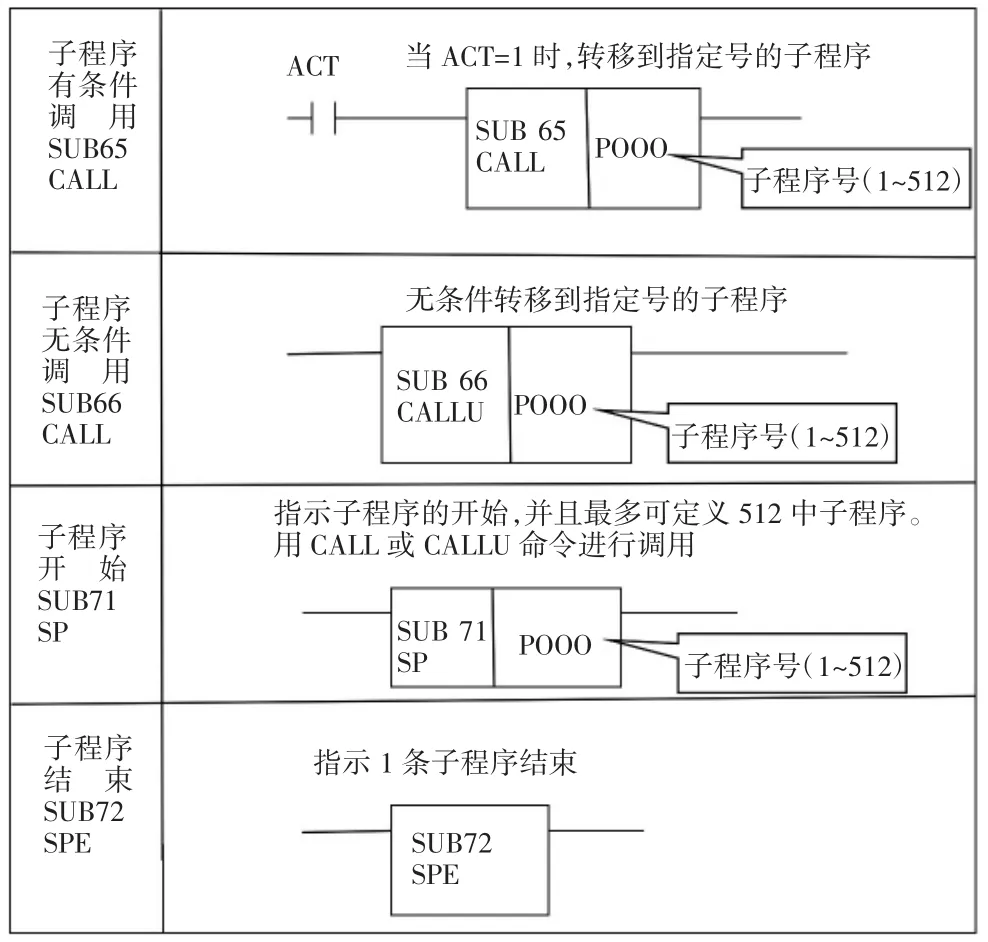
图3 子程序调用和子程序开始结束指令
(3)前沿检测SUB 57 DIFU[2],如图4所示。
前沿检测即上升沿检测信号,可以利用此功能编写一段程序,实现用一个外部按钮控制一对动作,如图4所示。
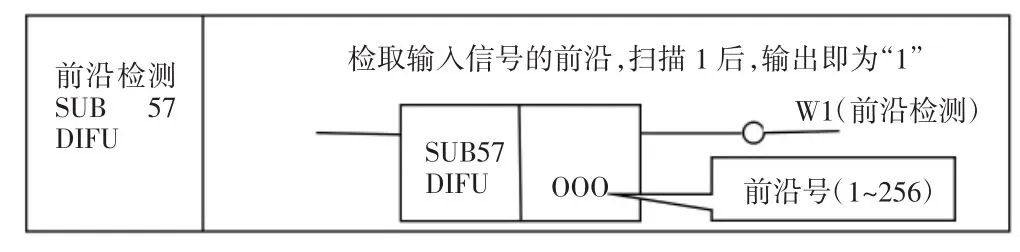
图4 前沿检测
2.3 PMC控制程序的实现
2.3.1 数控机床的功能要求及接线(1)根据安全门锁的功能要求,实现如下功能:手动开门:在JOG方式下,按下开门按钮,门锁脱扣,指示灯快速闪烁。可以打开门。
关门:用手拉动,使门合上,门锁扣自动上锁,指示灯常亮。
自动开门:在MEM,或MDI方式下运行M31,门锁脱扣,指示灯快速闪烁。可以打开门。
保护功能:在防护门未上锁的状态下,手动轴进给、主轴运行、自动程序将被禁止;在手轮方式下可以移动轴。
(2)I/O定义
Y1.7=1门锁开启;
X7.6=1门锁扣到位;
X11.0=1门锁扣锁定;
R722.5=1手动开门/关门按钮;
R734.5=1门锁定LED灯;
K0.2=1护门功能启用。
2.3.2 PMC程序的的实现
(1)将程序导入到FANUC LADDER-III6.3软件中进行编辑,首先在主程序结束前加一段子程序有条件调用SUB65 CALL指令,如图5所示建立的子程序。
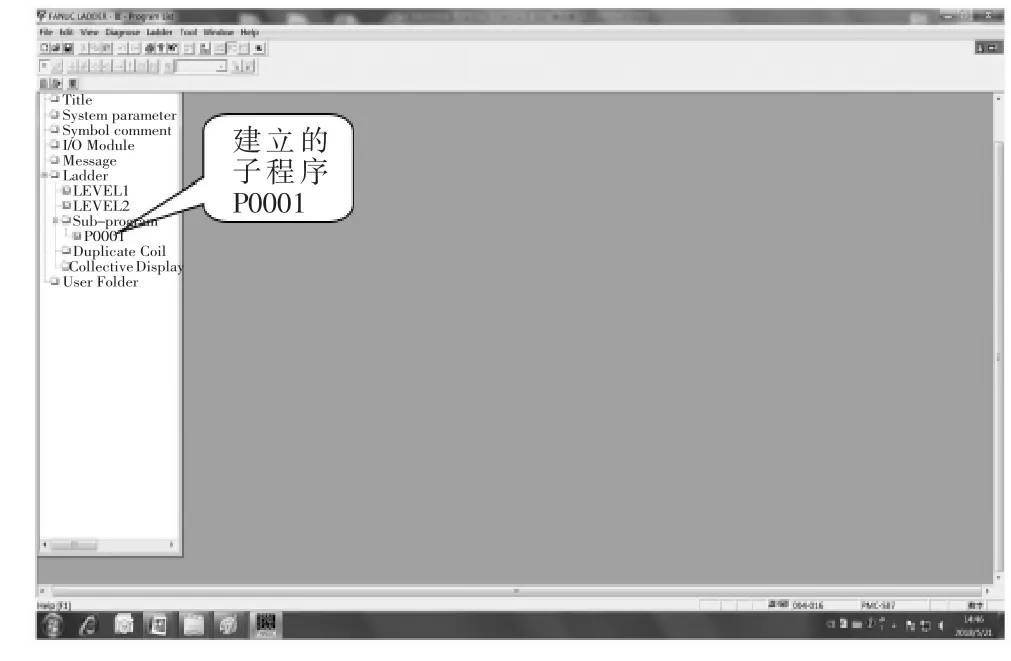
图5 子程序的建立
(2)然后在子程序编辑控制程序,如图6。
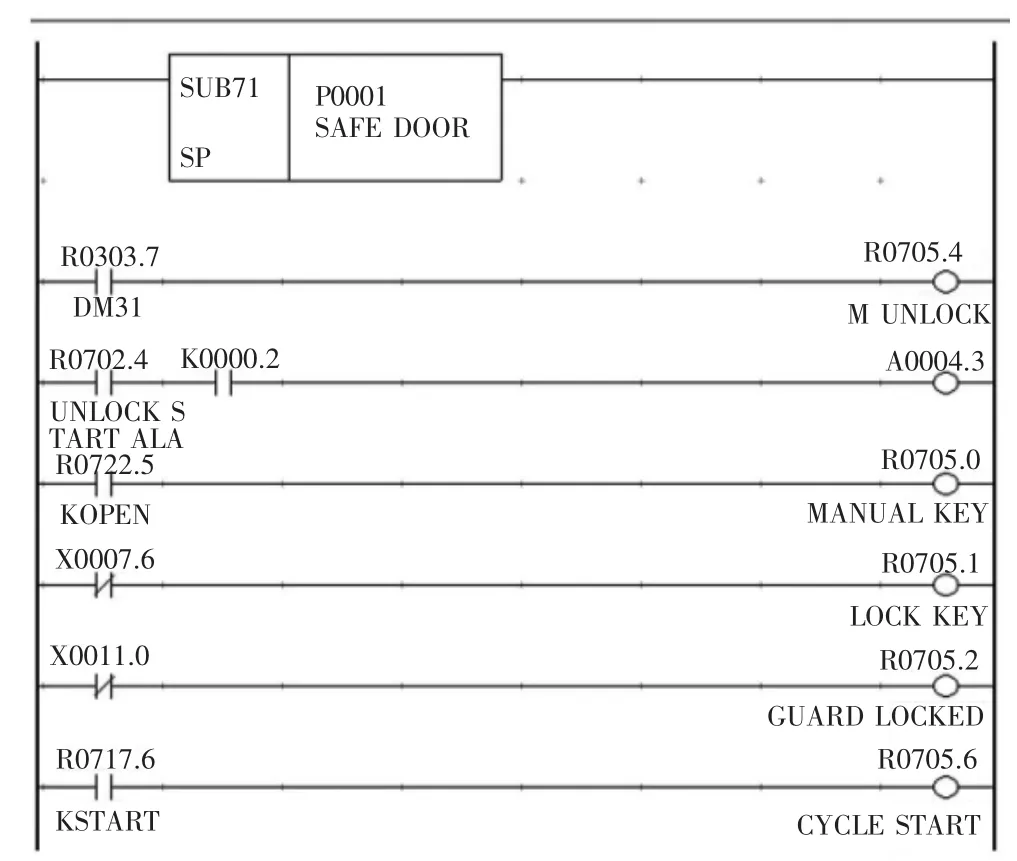
图6 控制程序
(3)要实现安全门锁的全部功能,还要在主程序中修改程序,增加一些条件。编辑完成后将程序导入NC系统进行调式,调式的过程中可能需要在线修改程序,以达到要求的功能。
4 结束语
数控机床的改造需要熟练掌握软件和硬件知识,这里以FANUC系统为例深入剖析了从软件到硬件的具体实现方法和步骤,可以根据要实现的具体功能,自主改造设备,此类方法可以扩展到其他数控系统的改造升级。
