不同橡胶挤出机旁压辊循环水道有限元对比分析
2019-06-03吕炜帅
吕炜帅
(天津机电职业技术学院,机械学院,天津 300350)
0 前言
挤出机喂料方式主要有自由喂料、旁压辊喂料和螺旋啮合喂料[1]。旁压辊喂料方式属于强制加料,可实现供胶均匀,降低挤出半成品或成品的重量误差。旁压辊喂料方式可提高螺杆的填充系数和生产能力,在一定程度上解决了挤出制品产量与波动的问题。因此,旁压辊加料方式在行业内得到广泛应用[2]。但喂料的速度,喂料制品形体尺寸、硬度、温度都成为旁压辊喂料方式的重要影响因素。由于旁压辊的吃料方式是以摩擦方式进行的,但是这种摩擦附加了强制作用,由此产生的摩擦热和变形热对挤出温度影响较大。合理的温度控制能提高胶料的塑化效果,有效控制制品的挤出温度,获得优质的半成品。因此挤出机通过采用热水循环温控装置对挤出系统中螺杆各段以及旁压辊进行恒温加热控制,这样胶料经挤出机喂料装置时可得到充分预热,保证挤出的胶片表面和内部致密且无气孔。
在橡胶制品挤出的生产过程中,生产线运行时,螺杆、机筒和旁压辊的温度较低,而胶料刚加入时比较生硬,经螺杆和旁压辊的挤压变形较小,加料相对缓慢,这会增大胶料对螺杆和旁压辊的反作用力[3-4]。旁压辊内的冷却循环装置通过温控恒温控制,可有效减少开机时胶料对螺杆和旁压辊的反作用力,这也有助于实现加料的持续稳定,减小由于喂料区域温度变化导致的加料不稳所致的制品质量波动。本研究选用250挤出机旁压辊进行分析,设定温度为55℃,水流流速为1.18 m/s。并选用SolidWorks进行建模,采用Simulation模块进行热分析。
1 旁压辊冷却结构有限元分析
1.1 物理模型
图1中所示旁压辊冷却结构形式为内腔喷水,又称开式喷水冷却。图2中所示旁压辊冷却结构形式为循环冷却,通过在旁压辊辊筒沿圆周加工冷却水循环孔通道,又称强制循环冷却。

图1 旁压辊开式喷水冷却及水道模型

图2 旁压辊强制循环冷却及水道模型
1.2 数学模型
传热管道属于短管道传热,且通道内流动尚未充分发展,层流内层较薄,热阻力较小,故根据雷诺数计算公式[5]:

式中:u—水流速度,m/s;
d—冷却水管道直径,m;
ρ—水的密度,kg/m3;
μ—流体粘度,Pa·s。
其中:
u=1.18 m/s,d=0.020 m,μ =509.65×10-6kg/(m·s),ρ=985.6 kg/m3。
经计算得:Re=45 639,1.2×105>Re>104,故管内流动为絮流。
对于光滑管道紊流可按迪图斯—贝尔特公式进行计算。

式中:
Nu—努谢尔特准则;
Re—雷诺准数;
Pr—普朗特准数。
经查表,水在55℃时,普朗特准数为3.27。计算得:Nu=175.6
根据对流换热系数计算表达式为:

式中:λ—材料导热系数,常数,w/(m·℃);
d—冷却水孔直径,m;
λ—水的导热系数值,w/(m·℃);其中,λ为0.654 w/(m·℃)
经换热系数公式三进行计算,得:

由于lc>>dc,故该换热系数不需修正。
1.3 定义材料与载荷
首先定义模型材料的各种属性,管道里通入水,旁压辊材料为38CrMoALA。在对流换热过程中,热量的传递是靠对流和导热实现。对流,主要体现在对流传递作用流体质点不断地运动、渗乱混合,热量从一处被带到另一处;对于导热主要是指旁压辊壁和流体间存在着温差现象,而且在流体各层间也存在在着温差现象,所以,通过导热作用使热量得以传递。

式中 Q—吸收或放出的热量,J;c—比热容,J/(kg·℃);m—质量,kg;△t—温度差,℃。
其中,c=1 700 J/(kg·℃),结合实际工况设定m=2.7 kg,△t=2 ℃。经计算得:Q=9 180 J。
根据工况为参考,在旁压辊外表面,即胶料接触平面加载假定热载荷3 060 W。
2 模拟结果及讨论
通过软件的求解计算,就可以得到旁压辊不同冷却水道结构下的温度场变化(图3、4),并对其性能进行分析比较。


图3 旁压辊开式喷水冷却水道结构温度场分布
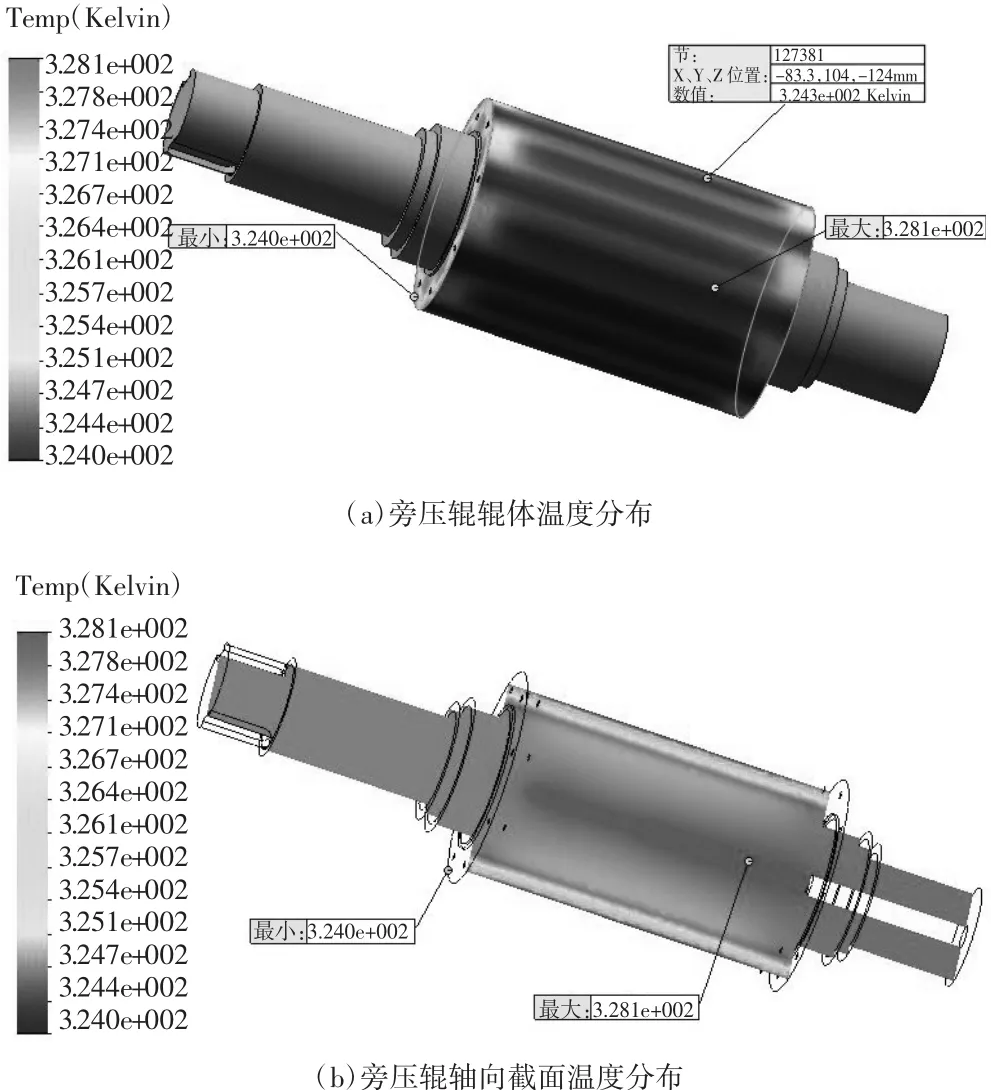
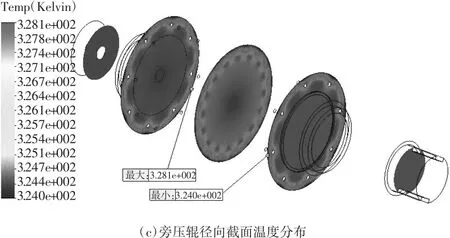
图4 旁压辊强制循环冷却水道结构温度场分布
由图3和图4两种不同形式循环水道比较可见,旁压辊强制循环冷却水道结构表面温度值略高于旁压辊开式喷水冷却水道结构表面温度,这是由于其水道更切近辊面,在相同循环水温情况下,辊面温度可实现速度更快的热传递,这对于旁压辊表面温度的控制将更加灵敏,也可有效降低能耗。此外,旁压辊开式喷水冷却水道结构中辊面温度比强制循环冷却水道结构表面温度云图表现更加平顺,这将有利于喂料过程中对胶料挤压过程更加均匀热量传递,实现良好的喂料。相比之下,开式喷水冷却水道结构比强制循环冷却水道结构加工简单,但水道循环速度较低,这对喂料过程中温度的精准实时控制不利。
3 结论
(1)旁压辊合理的循环水温度控制,有助于加快喂料过程胶料的流动,降低胶料与螺杆、机筒和旁压辊的剪切,降低胶料的温升,提高喂料挤出过程中半成品质量;
(2)旁压辊强制循环冷却水道结构比开式喷水冷却水道结构能够实现对旁压辊辊面温度更加精准控制,这有助于喂料的持续稳定,减少温度变化导致的制品质量波动;
(3)在满足强度设计要求前提下,后续可对旁压辊强制循环冷却水道结构孔径进一步优化,以便获得更好的换热效果。
