基于模内蒸制的青砖茶成型工艺试验及优化
2019-05-23王红贞
滕 靖,王红贞
1.湖北省农业科学院果树茶叶研究所,湖北 武汉 430064;
2.武汉商贸职业学院,湖北 武汉 430205
青砖茶属黑茶类,是湖北特产,亦为我国三大边销砖茶之一,因具有分解脂肪、舒畅肠胃、补充维生素等功能,是边疆少数民族生活中不可或缺的必需品。青砖茶从半成品到成品茶需经称量、蒸茶、压制、保压定型、脱模、烘干等工艺过程[1-2],模内蒸制是适用于新一代成型模具的工艺方法,相较于传统的制茶工艺,减少了蒸茶炉、茶坯框及运送线载体,按照设定值称量过的原料直接投放至成型模具,蒸汽经过管道运送至模具完成蒸制作业,模具内蒸制可以减少物料损耗,同时降低了二次污染风险[3]。
本研究基于新研制的成型模具,结合模内蒸制工艺,针对茶坯含水率、压力、保压时间等关键因子进行工艺比较试验,在单因子试验基础上,再进行正交试验,得出100 g精品青砖茶压制的最优工艺参数。
1 单因子试验
选择影响青砖茶压制工艺中蒸制后茶坯含水率、茶砖承受的压力、保压定型时间3个关键因子为研究对象,试验材料为复制后的中茶108青砖茶原料,单片砖质量100 g。茶砖评判采用感官[4]评判打分方式,分值以室温放置24 h后为主,压制完成后评判为参考。
1.1 蒸制后茶坯含水率单因子试验
设定蒸制后茶坯含水率因子水平如表1所示,实验结果是压制时茶坯最合适的含水率区间为20%~25%,压制茶砖效果最优。
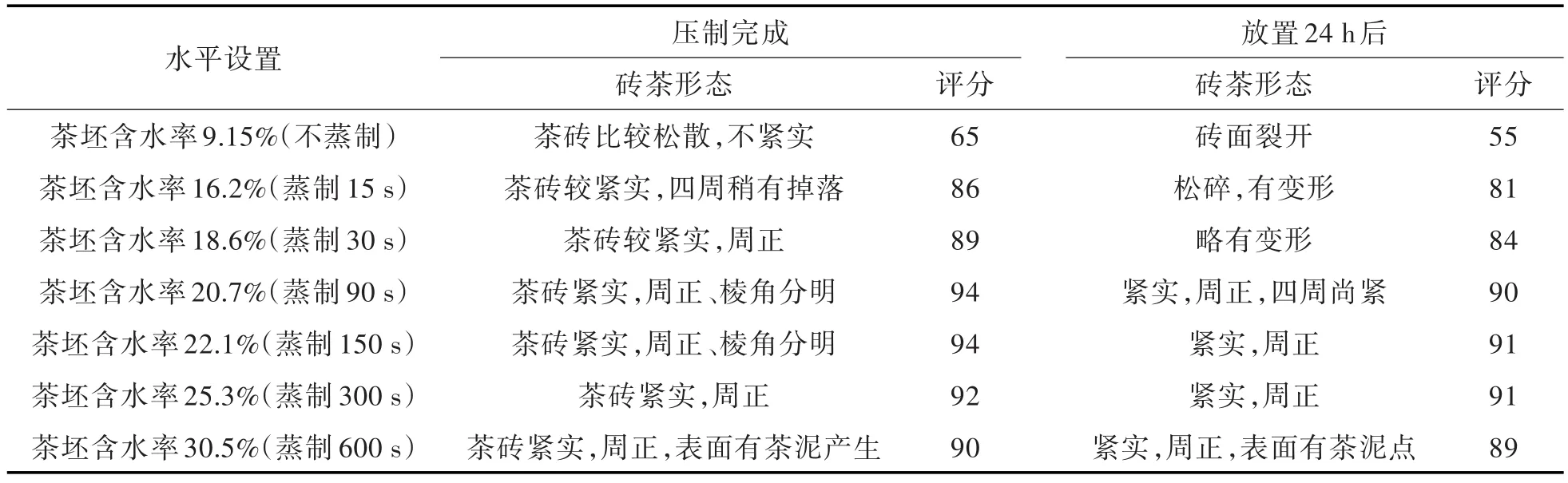
表1 不同茶坯含水率压制试验结果Tab.1 Compression test results of different moisture contents
1.2 砖面承受压力的单因子试验
设定砖面承受压力因子水平如表2所示,考虑到茶砖外观[6]质量和油压机工作负荷率,实验结果表明砖面的承受压力应控制在6~18 MPa,压制茶砖效果最优。
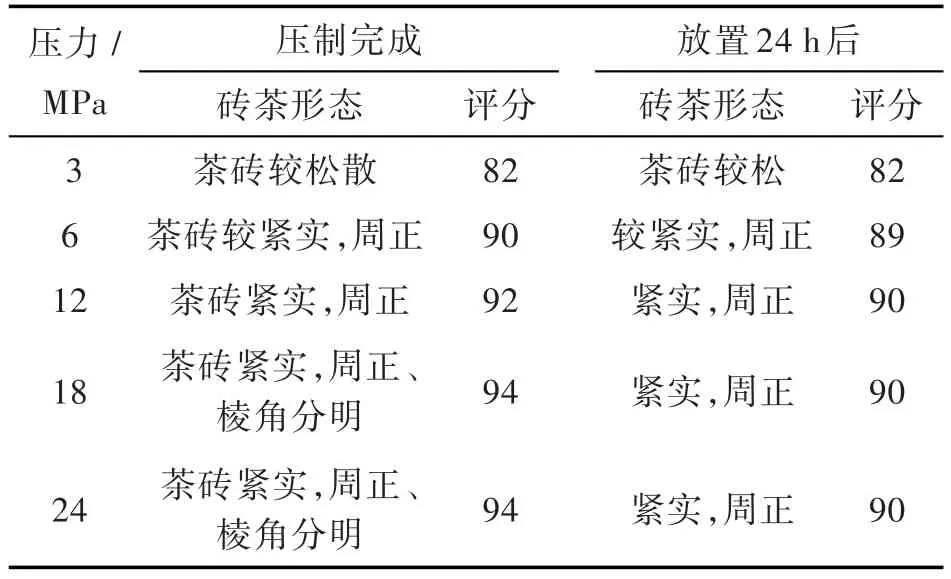
表2 不同砖面承受压力压制试验结果Tab.2 Compression test results of different molding pressures
1.3 保压时间的单因子试验
设定保压时间因子水平如表3所示,考虑茶砖外观质量和加工过程中的时间成本,实验结果是保压时间控制在150~450 s时效果最佳。
2 正交工艺试验
在单因子试验基础上,开展3因素3水平正交工艺试验[6],因子水平设置如表4所示。
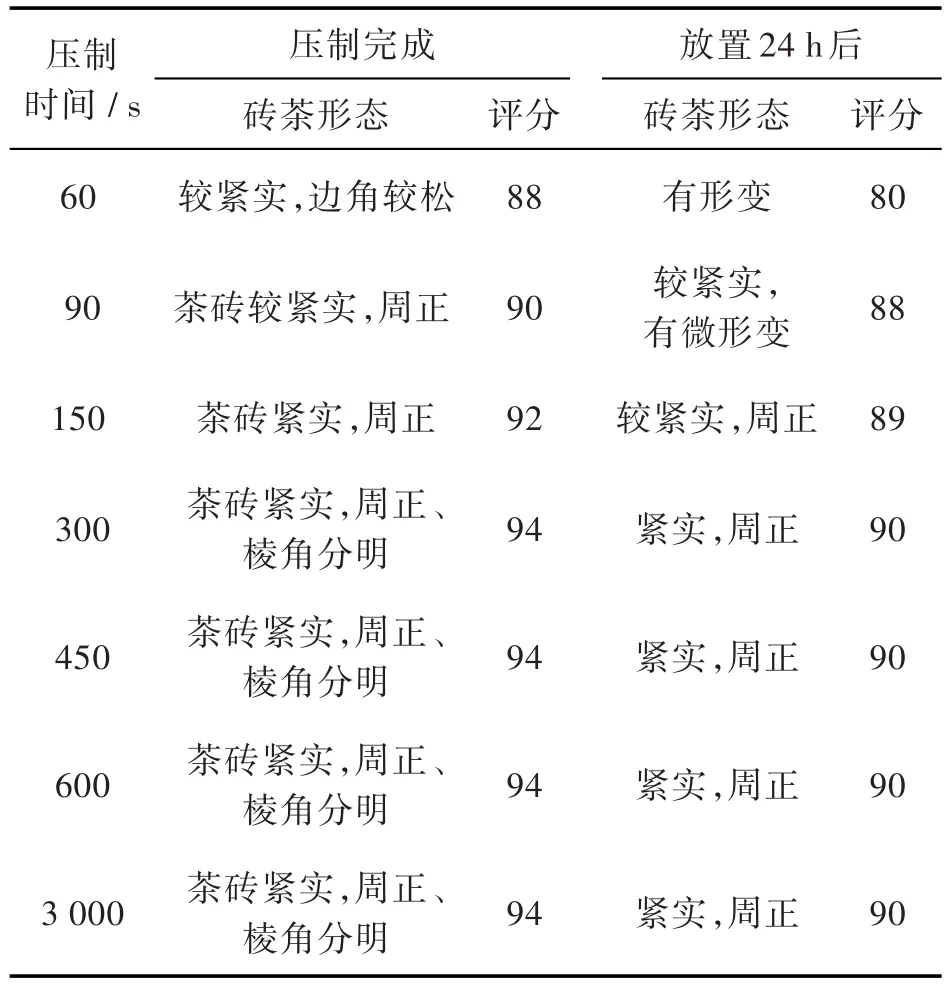
表3 不同保压时间压制试验结果Tab.3 Compression test results of different holding times

表4 正交试验因子水平设置Tab.4 Orthogonal experimental design
开展3因素3水平正交试验,每种样品重复4批次,审评取平均得分。感官评价结果经方差分析、极差分析后,3个因素对茶砖感官品质影响权重为砖面承受压力>蒸制后茶坯含水率>保压时间。最优水平分别为砖面承受压力18 MPa,蒸制后茶坯含水率22%,保压时间300 s。
按上述优化后的条件进行了3次验证试验,压制成型的茶砖放置24 h后,得分分别为91、90.5、90.5,优化后的压制成型工艺稳定可靠。
3 结 语
茶坯蒸制后含水率低于25%时,含水率与砖茶外形品质正相关,含水率达到30%时,在压制过程中茶坯与模具外框出现粘结现象,降低砖茶外观品质。压力、保压时间在成型过程中与砖茶外形品质正相关,与生产效率负相关。在生产中,成型压力和保压时间设置需综合考虑压力机负载率和生产效率两大因素。