折叠复合机的研发与操作指南
2019-05-21王德坤付宝云钟刚
王德坤 付宝云 钟刚
摘要:介绍了折叠复合针刺非织造生产工艺的流程与特性,讲叙了折叠复合机的工作原理和结构特点,详述了折叠复合机的操作及调整要领。
关键词:非织造布,针剌,折叠,复合
复合针剌是针剌非织造过滤材料生产中普遍采用的工艺方式。通常,先在前道工序生产出预针剌卷材,再在后道工序将预针剌卷材和强化基布经数道针剌复合成滤料基材。该生产方法在工艺流程上分为两段,前后段的工作幅宽除考虑预针剌切边余量外,基本上是一致或相近的。这种生产方式,预针剌卷材在成卷、转运、放卷、换卷、搭接生头过程中不可避免地存在着牵伸拉扯和变形现象,从而对产品质量造成一定的影响。
产品质量优、生产效率高、生产成本低、用工数量少是所有企业孜孜追求的目标。我们装备制造企业的追求,也正是围绕这几个目标,争取为用户提供不断优化和创新的生产设备。
根据非织造针刺过滤材料的生产特点和现状,我们推出了折叠复合针刺过滤材料生产新工艺,研发了折叠复合机。下面,我们分别予以详述。
折叠复合生产工艺流程与特点
折叠复合针剌生产工艺的流程是将宽幅的预针剌坯材剖分为二,然后水平转折90度叠合成二分之一幅宽的双层坯料,同时,可与从放卷机构送来的加筋强化材料叠合在一起,经输出机构以与预针剌机相垂直的方向输出,进而再经上、下面数道针剌复合,而制成针剌过滤基布。
折叠复合针剌生产工艺的特点是一步法连续生产,其二就是宽幅预剌,剖分转折叠合,再针刺复合,窄幅出布。相对于原有二步法的生产工艺,折叠复合工艺缩短了生产流程,减少了收、放卷设备,减少了操作人员,节约了预针剌半成品卷材的转运、储放空间,避免了流程转换给产品质量造成的不利影响。而且,由于铺网预剌的工作幅宽双倍于原有一步法的幅宽,所以,折叠复合针剌生产线的生产效率得到了非常显著的提高,经济效益大幅提升。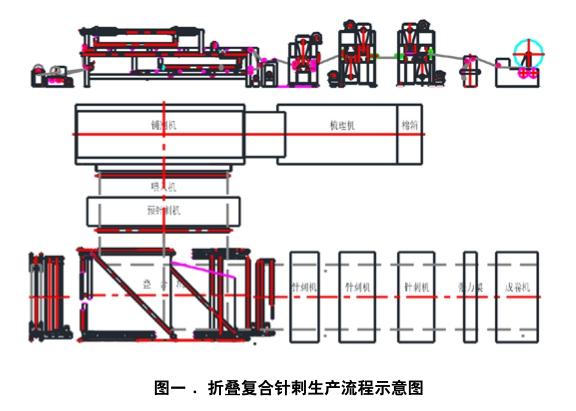
折叠复合机的结构与工作原理
折叠复合机由放卷一、放卷二、折叠复合机主体和输出部件等组成。放卷部件用于加筋材料的主动或被动放卷。折叠复合工作是在折叠复合机主体上进行的。由预针剌机送来的剖分成双幅的坯材分别经上、下转向架的斜边转折90°后落于上、下输送帘上送出并叠合。上、下输送帘同步传动,进、出两端分别装有压辊。加筋卷材经紧布架和进布压辊喂入上输送帘。上、下转向架实际上是两个呈正三角形的平台,平台的斜边上装有一根不转动的固定辊。转向架通过座架挂接在机架两侧的线性滑轨上,由丝杆传动同步调节其位置,并由表盘手轮显示其位置数值。上、下转向架的位置应对称于预针剌坯布的中线,同时转向架的位置还须随坯布幅宽的改变而调整,以使叠合后的坯材始终对称于输送帘的中线。
折叠复合机的操作指南
折叠复合机的工作原理和结构都比较简单,但是在实际使用时,如果不能透彻理解其结构特点,掌握操作要领,则不能快捷精准调节转向架的位置,造成上、下层叠合错位。
由于预针剌坯材在绕过转向架斜边的固定辊时,其运行轨迹是由45°截面形成的椭圆曲线,因此,坯材进入和脱离固定辊时,其切点的平面坐标发生了变化。我们以输送帘的中线为参照,希望转折后的单幅坯材的中线与输送帘的中线重合。初次调试时,以最大预针剌宽度5200mm剖分坯布为例,将上、下转向架调至对称于坯布的中线,两转向架中心距为2600mm,再根据坯布叠合后在输送帘上是否对称以及边缘错位情况,通过丝杠表盘手轮分别细调两转向架位置,直至两层坯布完全重叠齐边。此时,将各表盘手轮中的指针均调至75。此数值表示为叠合宽度为2600mm时转向架的位置,也可视为转向架的基准位置。当叠合宽度小于2600mm时,上、下转向架均以此位置为基准进行减量调整。
我们采用表盘手轮比率為80,即表盘满刻度为80,手轮转动80圈,表盘即复位归零。也就是说,转向架的调节范围在表盘上限定在80圈以内,实际有效调节范围宜为5~75圈。根据丝杆螺距换算,转向架的位置调节范围为490mm。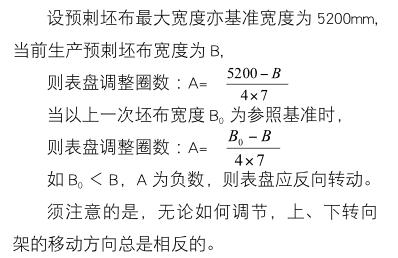
当上、下层叠合有少许错位时,可单独调节其中一个转向架进行纠正,只是注意调节方向。原则是:顺着输出方向看,欲使布面向右偏移,则转向架应向输出端移动;欲使布面向左偏移,则转向架应向进布端移动。
结语
折叠复合针剌非织造生产工艺相比原来的分段生产方式,无疑具有多方面的优越性,特别适用于针剌非织造过滤材料的生产,值得大力推广。
作者简介
王德坤,男,1977 年生,工程师,现任仪征市佳禾机械有限公司技术主管,从事非织造布机械设备的设计研究。
付宝云,女,1978 年生,现任仪征市佳禾机械有限公司工程师,从事非织造布机械设备的设计研究。
钟刚, 男,1952 年生,高级工程师,现任仪征市佳禾机械有限公司工程师,从事非织造布机械设备的设计研究。
