某车型侧围落料回收利用方案优化设计
2019-05-16刘佳宁乔军平LiuJianingZhangWenQiaoJunping
刘佳宁,张 雯,乔军平 Liu Jianing,Zhang Wen,Qiao Junping
某车型侧围落料回收利用方案优化设计
刘佳宁,张 雯,乔军平 Liu Jianing,Zhang Wen,Qiao Junping
(北京汽车股份有限公司 汽车研究院车身部,北京 101300)
提高冲压件的材料利用率可以有效降低白车身的成本。通过开展侧围落料回收利用工作,成功利用废料生产出4种共8个零部件,经过质量评价、三坐标尺寸测量及综合耐久试验验证,证实该方案有效可行。该方案使单车成本降低10.05元,材料利用率相比无回收时提升6%。
侧围落料;回收利用;降本
0 引 言
白车身冲压钣金件占据整车较大的比重,如果单车白车身钣金件质量按照350~450 kg估算,材料利用率按照50%统计,那么白车身需耗费700~900 kg的钢板[1-2];因此,如何提高白车身材料利用率备受汽车企业关注。提高冲压件材料利用率的重要方法是将废料重新利用,变废为宝。
主要介绍某车型针对侧围落料回收利用开展的方案优化、落料回收装置设计、落料试冲及综合耐久试验验证工作。通过方案优化,成功利用废料生产出4种共8个零部件,使材料利用率进一步提升。
1 落料回收利用设计方案
某车型侧围所用材料为0.7 mm厚冷轧低碳钢DC06-FD,根据侧围的落料工艺条件,可以产生如图1所示的1~6号共6块废料。目前这6块废料均按废铁处理,如果可以对废料进行回收利用,将产生相当可观的经济收益。
将落料回收利用,可以生产白车身上一些小型零部件,其基本原则为[3]:
(1)小型零部件的材料牌号与侧围一样或者接近(如侧围材料DC06-FD可以由力学性能与其相近的DC01、DC03和DC04等材料替代),保证零部件的成形性不受影响;
(2)小型零部件的材料厚度与侧围一致;
(3)最好选取内板件,因为内板件对材料表面要求较低。
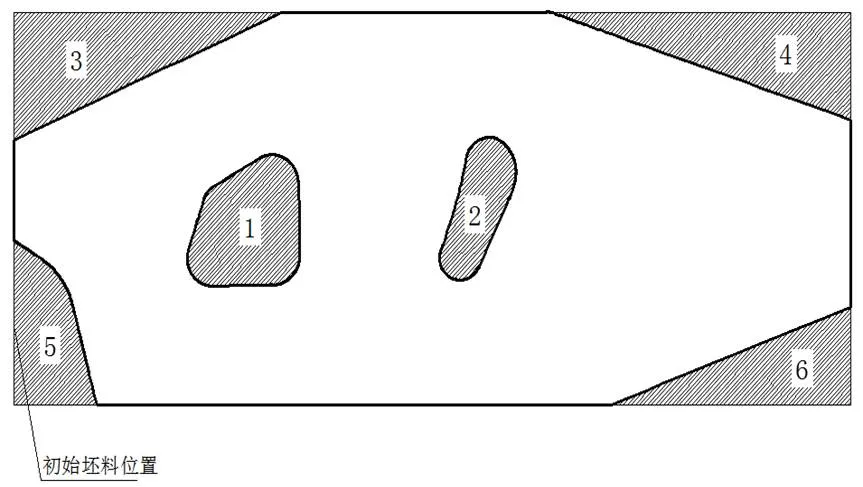
图1 侧围落料示意图
综合考虑1~6号所有废料的回收利用情况及选择小型零部件的基本原则,对各种小型零部件材料进行对比及坯料尺寸的计算,最终筛选出可以利用废料生产的4种零部件,如图2所示。各零部件详细信息见表1。
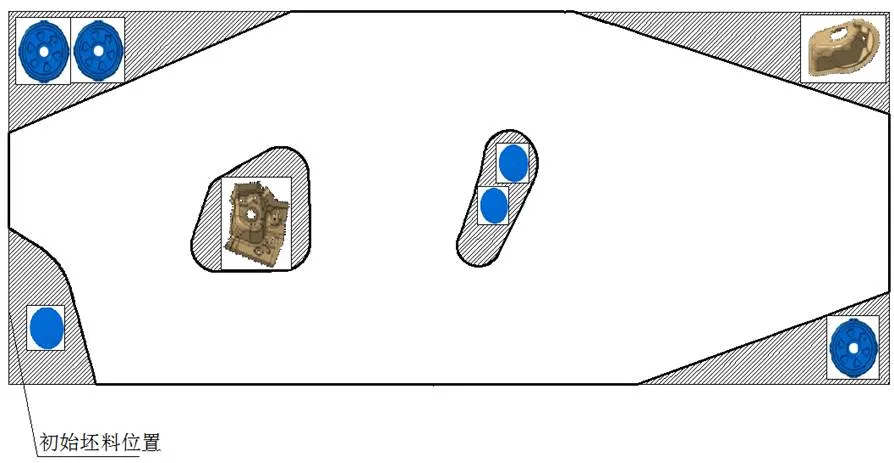
图2 可利用废料生产的零部件示意图

表1 废料再利用方案所生产的零部件
落料无回收利用与回收利用成本降低金额及材料利用率的对比情况见表2。通过对比可知,落料回收利用可实现单车成本降低10.05元,材料利用率相比无回收提升6%。

表2 侧围落料回收与无回收成本降低及材料利用率对比
2 废料回收装置
原落料生产线为全封闭状态,落下的废料直接落入内部的废料通道,然后通过传送带由地下运送到地面,最后落入物流卡车内。由于所有的废料都叠加在一起回收,很难分离出有利用价值的废料,如图3所示。因此需要设计可以从侧面收集落料的落料模具及落料回收装置。为了避免落料表面出现划伤、弯曲变形等现象,在侧围落料模具上需增加废料回收滑轨装置,并在滑轨下方放置落料回收箱,如图4所示。

图3 原有侧围落料回收过程
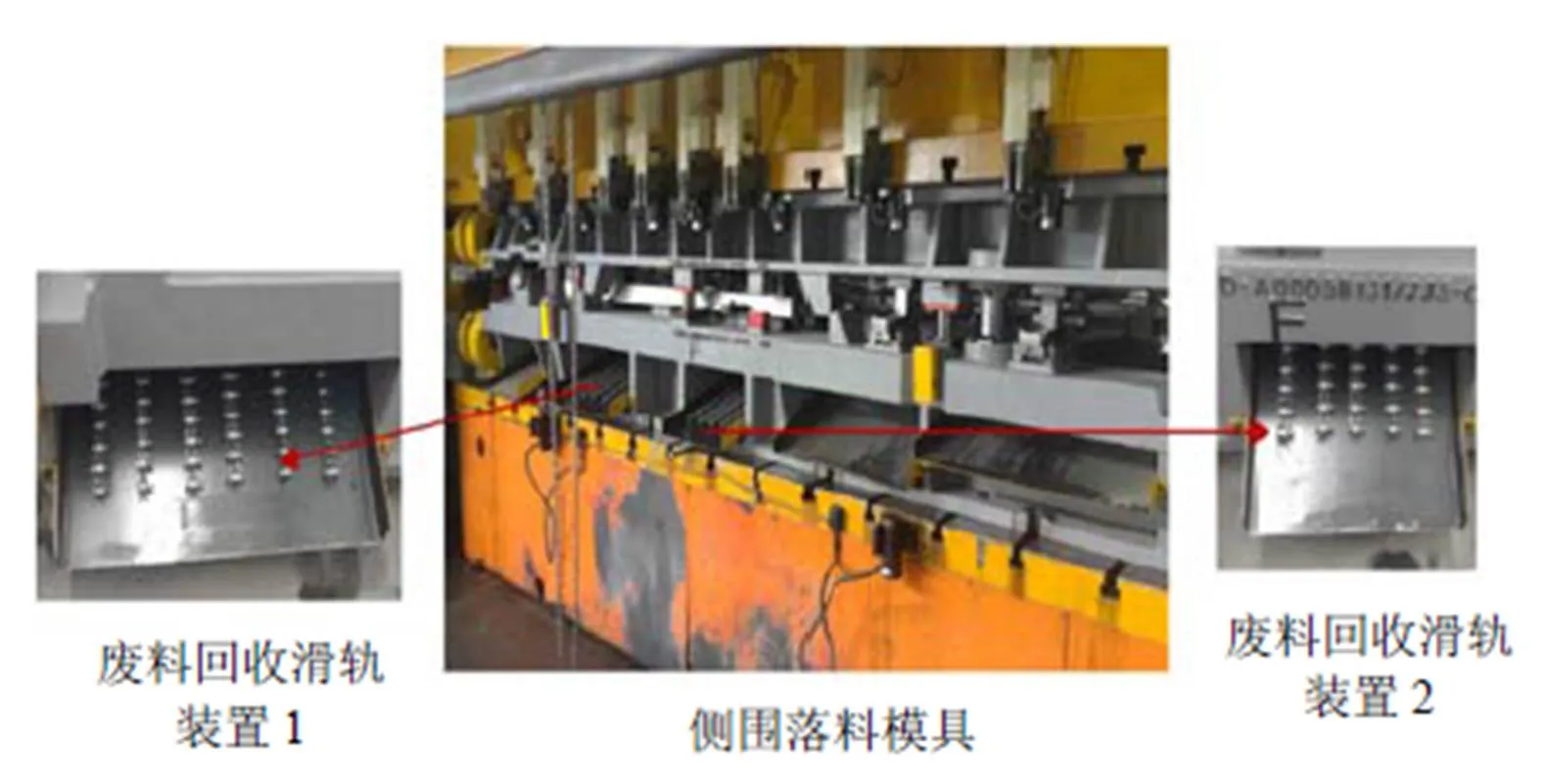
图4 侧围落料模具及废料回收滑轨装置
3 方案验证
3.1 落料试冲及生产过程
按照侧围落料回收利用方案,共收集6种规格的废料,通过物流运输到4个小型零部件冲压件厂,进行落料试冲。以油箱检修口盖板为例,说明零部件的试冲和生产过程。首先把废料3、6在油箱检修口盖板的落料模中进行切边,去掉多余的材料;然后把材料放在不同的压力机上进行拉延、切边,如图5所示;最后对零部件进行表面质量评价和三坐标尺寸测量,经过分析发现,使用废料生产出的零部件修边、型面和孔均满足质量要求。通过调试生产后,使用废料生产的其他3种零部件均满足质量要求,但加油口门外板由于是外观件,故合格率较低。
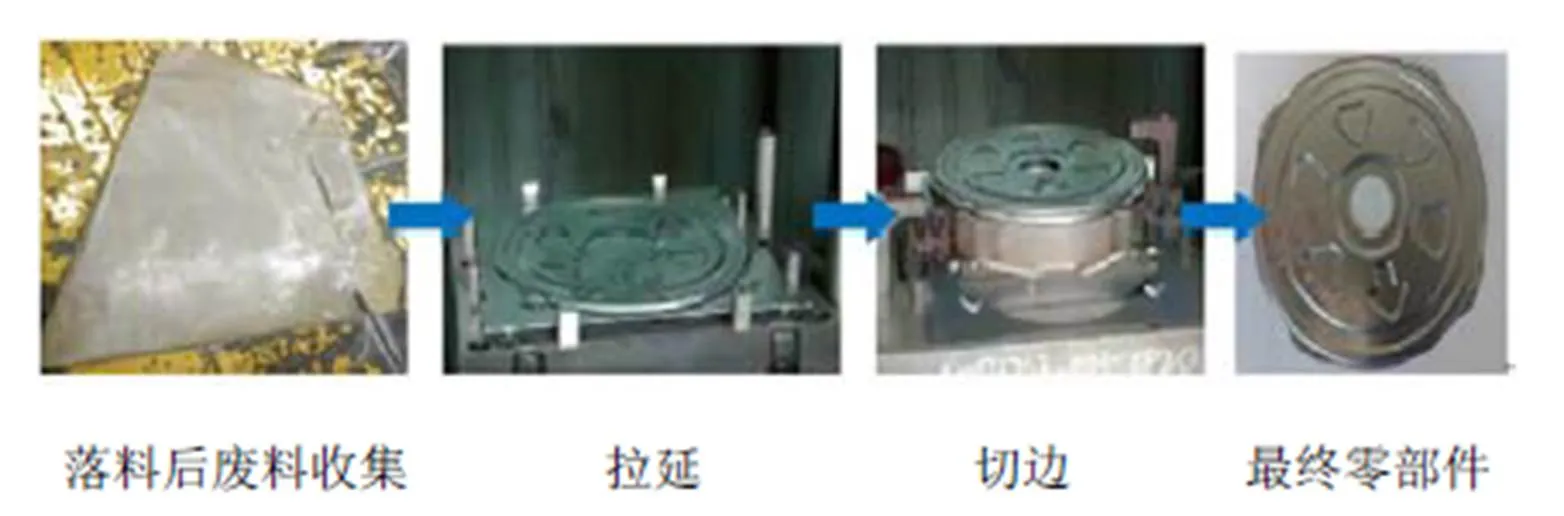
图5 油箱检修口盖板试冲过程
3.2 综合耐久试验验证
将生产出来的4种零部件分别装配到车身上,并搭载该车型进行综合耐久试验,依据GB/T 12678—1990《汽车可靠性行驶试验方法》,如图6所示,试验结束后,4种零部件均未出现问题,验证了利用侧围落料生产零部件方案的可行性。

图6 综合耐久试验装车照片
4 总 结
通过对侧围落料回收利用开展方案优化、落料回收装置设计、落料试冲及综合耐久试验验证工作,成功利用废料生产出4种共8个合格零部件,实现单车成本降低10.05元,材料利用率相比无回收提升6%。在侧围落料模具上增加了废料回收滑轨装置,实现了在不增加成本的基础上,避免材料表面划伤的现象。
[1]林科. 汽车覆盖件冲压废料再利用研究[J]. 模具技术,2018(1):55-59.
[2]张玉欣,王志强,孟令伟. 白车身材料利用率提升方案探讨[J]. 中小企业管理与科技(中旬刊),2016(5):190-191.
[3]冯浩. 侧围外板冲压废料再利用的设计分析及应用[J]. 上海汽车,2016(8):58-61.
2018-01-04
1002-4581(2019)02-0027-03
U468.2+1
A
10.14175/j.issn.1002-4581.2019.02.007
