高速理盖机正反盖结构设计原理分析
2019-05-10王钢
王钢
(四川科创源洁净工程有限公司,四川 成都 610000)
传统理盖机的工作原理是将料斗中无序的瓶盖经固定在传送带上面的挡块提升到重心分离机构处,进行正盖与反盖的剔除,剔除反盖并送出正盖,正盖进入正盖料道在挂盖机构处与装好物品的瓶子相扣,再进入下一道拧盖机构进行瓶盖的拧紧。
料斗中的瓶盖进入传送带时的姿态主要分为正盖、反盖、无序瓶盖3种情况,无序瓶盖在剔除机构处进行剔除分离,留下的正盖与反盖进入重心分离机构,重心分离机构对正盖进行理顺后送入到正盖料道,并对反盖进行剔除,剔除的反盖通过专用通道返回到料斗中,和原有瓶盖一起再次经传送带送入重心分离机构处进行正盖的理顺和反盖的剔除。直到料斗中的瓶盖全部用完。因为要剔除掉反盖,因此理盖机的工作效率低,特别是当料斗中的瓶盖很少的时候,料道中的正盖上盖率更低,此结构降低了包装生产线的整体工作效率。
针对以上缺点,新设计的重心分离机构将正盖和反盖进行分离,正盖进入正盖料道,反盖进入反盖料道内经过180°翻转后成为正盖,并与正盖料道汇集后并入到挂盖机构处。此设计采用小倾斜角、高的传送带带速和完全利用了料道中的正盖反盖,从而提高了理盖机的单机工作效率和包装生产线的整体工作效率。
1 高速理盖机的总体结构
理盖机结构简图如图1所示。通过调节调节母减小倾斜角a,使料斗中无序的瓶盖以正盖、反盖或无序瓶盖的姿态依附在传送带上的挡块处,瓶盖在传送带及挡块的带动下到达剔除机构处,剔除掉无序瓶盖,正盖与反盖在保护罩的保护下到达拔杆处,依靠拔杆的反作用力及瓶盖的重力,瓶盖滚动进入到重心分离机构处,利用重心偏移法将正、反盖分离。正盖进入正盖料道内,而反盖被分离到反盖料道内。反盖料道经过180°的旋转后,料道中的反盖成为正盖并汇集到正盖料道内,最后瓶盖进入挂盖机构,理盖机完成瓶盖的理盖工作。
2 剔除机构的结构设计
对剔除机构进行设计分析前,先对传送带上挡块处瓶盖的位姿进行说明。
对于已经在传送带上挡块处的瓶盖,利用概率论中随机事件的概率进行分析,每一个瓶盖处于传送带上的位姿均可能是正盖(n1)、反盖(n2)、无序瓶盖(歪盖)(n3),如图2所示。
因为正盖(n1)与反盖(n2)均为合格的瓶盖,所以处于传送带上挡块处的每一个瓶盖是合格瓶盖(A)的概率为:

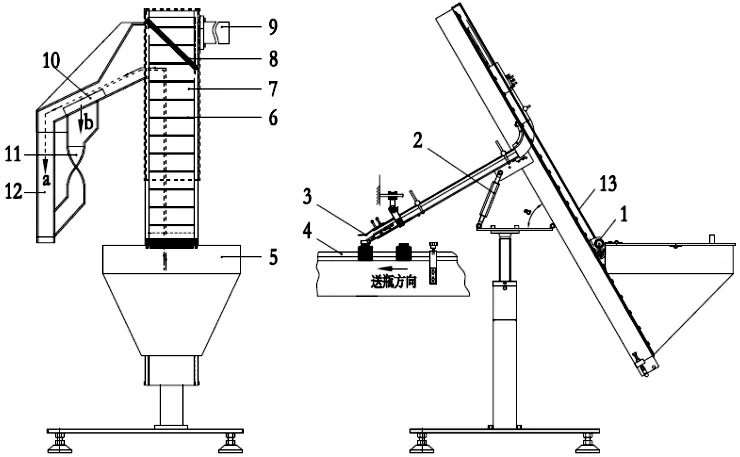
图1

图2
剔除机构的结构简图如图3所示。传送带将瓶盖从料斗中向上提升,到达剔除机构处,歪盖在剔除轮的转动下被剔除,正盖与反盖继续上行,进入到保护罩的保护中。通过调节螺母的位置来调节剔除轮与传送带的高度h,以适应不同规格瓶盖的歪盖剔除。其中主动轮与传送带依靠摩擦力传递动力。
3 瓶盖重心偏移法力学分析
3.1 瓶盖的重心计算
根据重心的概念,求图4所示瓶盖的重心,其中O为瓶盖中心,OC为瓶盖重心偏移量,则有:

图3
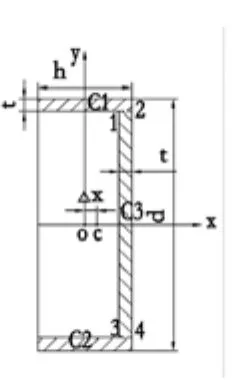
图4 并瓶盖重心简图

图5

瓶盖的质量为:

瓶盖的重力:

3.2 瓶盖的重心偏移法静力学分析
图5中(1)为瓶盖在进入重心分离机构前的重心偏移,图5中(2)所示为瓶盖在进入重心分离机构时的重心偏移。C为反盖重心,C1为正盖重心,C'与C1'是C与C1点在X轴上的投影。O点为支承瓶盖转动的矩心,a为倾斜角,β为偏移角。
1934年中央苏区还发行了“中华苏维埃共和国借谷证”,面额高的有“伍拾斤”“壹佰斤”,低的只有“捌两”“玖两”“拾两”“拾壹两”“壹斤”。票面注明“此票专为1934年向群众借谷充足红军给养之用”,还明显标示“粮食人民委员陈潭秋”及印章(党的一大代表陈潭秋是我党我军的“第一任粮食部长”)。借谷证是根据当时红军战时流动性很大、经常转战迁移等特征而发行的粮票。凭此证可以沿途在群众家吃饭或向当地政府仓库、红军仓库、粮食调剂局、粮食合作社、备荒仓以及群众借取粮食,然后凭借谷证向政府结算。其他革命根据地也都发行有类似的借谷证、米票、饭票,如1934年闽浙赣省苏区发行的“红军饭票”。
根据相似三角形定理,求得正盖重心C1'到矩心O的距离OC1'为:

反盖重心C'到矩心O的距离OC'为:

根据平面力系中力对点之矩可知,瓶盖的重力使瓶盖绕矩心O转动,因此求得正盖转矩:

反盖转矩:

式中:G为瓶盖重力;M(z)为正盖转矩;M(F)为反盖转矩。
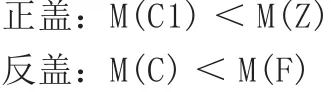
根据图5中(1)图所示,正盖转矩M(z)与反盖转矩M(F)均使瓶盖紧贴AA面。利用小的倾斜角a可实现正盖与反盖同时到达重心分离机构处。

图5中(2)所示,当选取小的倾斜角a1且固定不变时,通过调节偏移角β实现重心偏移,从而达到正反盖分离,根据式(9)求得偏移角β为:

3.3 瓶盖的重心偏移法动力学分析
如图6所示,C1点为正盖质心,C点为反盖质心,传送带以V(m/s)速度匀速运动,在直角坐标系xoy中:
根据动量矩定理求得正盖动量矩:

反盖动量矩:

为了保证匀速运动的瓶盖的稳定性,需满足条件:
由C1O'<CO'可知,在整个理盖过程是以反盖的稳定性为主,根据上式求得使瓶盖稳定运行时传送带最高速度:

4 重心分离机构结构设计
重心分离机构的结构简图如图7所示,正盖在平衡板的保护下,从a处滚动到AA处,在重心偏移的作用下,正盖紧贴重心偏移板运行,反盖紧贴平衡板运行,如图中A—A所示。当瓶盖滚动出平衡板的保护边线,进入到BB处时。
(1)如图7中B—B所示,反盖失去平衡板的支撑,在进行滚动的同时作顺时针旋转,反盖最后进入到反盖料道,运行路线如a—o—c。
(2)此时正盖在重心偏移的作用力下,继续紧贴重心偏移板运行,最后进入到正盖料道,运行路线如a—o—b。
为了使产品适合不同瓶盖直径、瓶盖厚度,调节上轨导与下轨导的距离可以适应不同直径的瓶盖,调节盖板与底板的距离以适应不同高度的瓶盖,调节微调母1使重心偏移板有不同的转角以适应不同规格瓶盖的重心偏移。
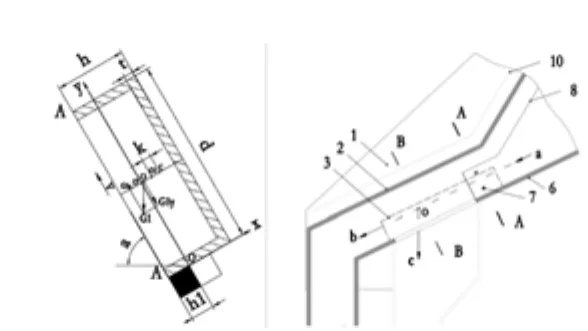
图6
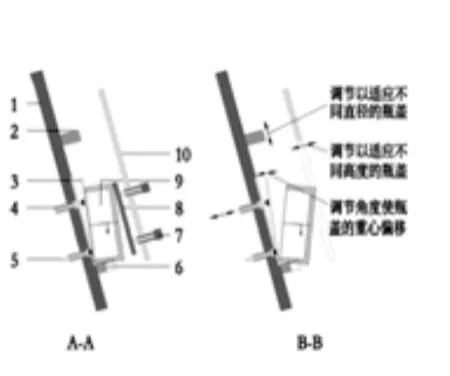
图7
5 产品应用分析
以两种规格的瓶盖来分析理盖机的工作效率。其中传送带净宽180mm,挡块间距为60mm,为了提高理盖机工作效率,倾斜角a1取50°。首先根据不同的瓶盖按式(10)计算出偏移角。再根据式(17)计算传送带的最高速度,结果如表1中所示。
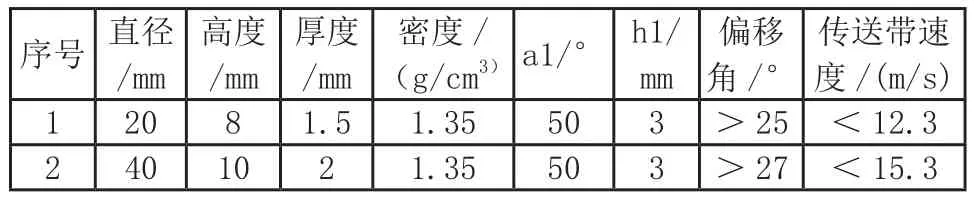
表1
根据随机事件的概率分析,料斗中无序的每个瓶盖,在通过自重到达传送带上的挡块处时,均有能与不能到挡块处两种情况,结合式(1)得知每个瓶盖的正确理盖概率为1/3。当瓶盖直径为20mm时,每个挡块上的瓶盖位数为9。当瓶盖直径为40mm时,每个挡块上的瓶盖位数为4。则每分钟理盖机可能理顺的瓶盖数量Q为:

而实际市场上的产品中,理盖机的工作效率一般在400~600个/min。通过计算,此结构的理盖机工作效率是市场上现有产品的30倍以上。
6 结语
在高速理盖机正反盖结构设计过程中,先对瓶盖进行静力学与动力学的计算,再合理地设计出新的重心分离机构。新的重心分离机构将正盖与反盖全部利用,提高了理盖机的单机工作效率和包装生产线的整体工作效率。
