挥发性有机物甲醇气的回收
2019-05-09陈永献
陈永献,常 亮
(兖矿国宏化工有限责任公司 山东邹城 273500)
兖矿国宏化工有限责任公司(以下简称国宏公司)500 kt/a甲醇项目采用Texaco水煤浆加压气化技术制取原料气,甲醇装置生产的粗甲醇可直接送至精馏工序制取精甲醇,也可暂存于中间罐区的粗甲醇储罐,出精馏工序的精甲醇通过精甲醇计量罐后送至成品罐区。
中间罐区现有粗甲醇储罐2台(V2501A/B),单台容积1 500 m3;精甲醇计量罐2台(V2503A/B),单台容积1 000 m3。4台储罐工作压力均为-0.3~1.8 kPa,采用单顶结构,未设置内浮顶。在甲醇存储过程中,4台储罐均有挥发性有机物甲醇气逸出。
甲醇充装的主要设备为8根鹤管(1#~8#),每根流量为64 m3/h,形式为气液双相密闭液下灌装,均配置高准质量流量计。甲醇由成品罐区的甲醇泵送至甲醇充装站,以温度40 ℃、压力0.6 MPa(表压)进入鹤管为罐车灌装,采用升降式防爆电动装车臂操作。在整个充装过程中,均有挥发性有机物甲醇气逸出。
为了满足日趋严格的环保要求,通过对系统进行分析,查找导致甲醇气含量高的原因并制定了相应的措施。
1 挥发性有机物
挥发性有机物(volatile organic compounds,简称VOCs)是指常温下饱和蒸气压大于70 Pa、常压下沸点在260 ℃以下的有机化合物,或在20 ℃条件下蒸气压大于或者等于10 Pa具有相应挥发性的全部有机化合物。
当室内空气中挥发性有机化合物浓度过高时,很容易引起急性中毒,轻者会出现头痛、头晕、咳嗽、恶心、呕吐或呈酩醉状,重者会出现肝中毒甚至很快昏迷,有的还可能有生命危险。
2 问题分析
2.1 中间罐区
中间罐区内的4台甲醇储罐分别引入低压氮气,通过压力自调阀控制罐内压力,以实现对储罐的保护。每台储罐的罐顶均设置2只呼出气量为500 m3/h的重力式呼吸阀,当低压氮气停供后,关闭低压氮气阀门并同时打开安全氮阀,通过引入安全氮对储罐进行保护。
重力式呼吸阀依靠重力进行调节,当储罐内压力与大气压力平衡时,呼吸阀呼出阀瓣与呼出口阀座严密配合,吸入阀瓣与吸入口阀座严密配合;当储罐内压力超过大气压力,即产生过高正压时,罐内高压直接作用于呼吸阀瓣下方并克服阀瓣重力以及作用于阀瓣上的大气压力,从而打开呼吸阀瓣由A通道排出罐内过高气压,使罐内压力与大气压力保持平衡;当储罐内压力低于大气压力,即产生过低负压时,大气压通过吸气通道进入并直接作用于吸入口阀瓣下方,克服阀瓣重力以及作用于阀瓣上方的罐内压力,从而打开吸入口阀瓣向储罐内补充压力,使罐内压力与大气压力保持平衡。
在正常运行过程中,随着装置产能的增大,精馏工序的换热器换热面积偏小,而且循环水温度偏高、杂物易堵塞换热器,出精馏工序的精甲醇温度达到70 ℃,导致罐顶呼吸阀排放气中含有大量甲醇,其质量浓度最高达到500 g/m3,不仅对环境造成污染,而且导致甲醇的浪费。
2.2 汽车充装
国宏公司甲醇外卖主要采用汽车运输,通过鹤管对运输车辆进行充装。鹤管上带有充装泄压排气口,装车过程中存在甲醇挥发现象,经分析,甲醇充装站周边区域空气中的甲醇质量浓度最高达2 g/m3,也造成了环境污染和甲醇浪费。
2.3 其他
根据《石油化学工业污染物排放标准》(GB 31571—2015)的要求,排放气中的甲醇质量浓度为≤50 mg/m3,显然国宏公司无法满足此排放指标要求。
3 治理措施
为使中间罐区甲醇罐呼吸阀和甲醇充装站鹤管充装排放气中甲醇含量达到排放气指标要求并减少甲醇的损失,根据甲醇易溶于水的性质,结合现场实际情况采取了如下的治理措施。
3.1 中间罐区
3.1.1 对排放气进行吸收处理
增设中间罐区洗涤塔(T2501),其分为上下两段,中间用升气筒相连。在现有粗甲醇储罐和精甲醇计量罐罐顶呼吸阀入口处增设三通,呼吸阀安装在三通上部,三通底部与罐顶相连,三通侧管将罐内含甲醇排放气引出。2台精甲醇计量罐的甲醇气和2台粗甲醇储罐的排放气分别汇总,然后分别进入洗涤塔下部,以防止粗甲醇储罐排放气污染精甲醇计量罐产品。洗涤液分别从洗涤塔上下段顶部喷淋而下,与排放气在塔内逆流接触并洗涤吸收,洗涤后的气体从塔顶排入大气。洗涤塔上段采用脱盐水洗涤,以确保排放气中甲醇浓度降至最低;洗涤塔下段洗涤液为上段集液箱的含醇废水,先利用换热器对其降温,再经洗涤塔循环泵(P2504A/B)加压后送往下段喷淋洗涤,以提高洗涤液中甲醇的浓度,塔底得到的含醇水用泵送往精馏甲醇萃取槽回收甲醇。中间罐区呼吸阀排放气中甲醇回收工艺流程如图1所示。
3.1.2 其他措施
(1) 优化工艺操作,确保精甲醇和粗甲醇温度在正常指标范围内(≤40 ℃),减少挥发气中的甲醇含量。
(2) 加强对中间罐区各呼吸阀及氮封阀的检查,发现异常情况及时进行检修处理,防止出现异常排放。
(3) 根据系统生产负荷重新对精馏工序的设备进行核算,对换热面积偏小的循环水换热器进行更换。
(4) 加强循环水的管理,确保上水温度和浊度达标。
3.2 甲醇充装站排放气中甲醇的回收
甲醇充装站共有8根鹤管,8根鹤管的排放气汇集于总管后于高点排放。根据实际情况,在甲醇充装站新增废气洗涤塔(T2502),将8根鹤管的排放气引入T2502的下部与T2502顶部喷淋下来的脱盐水逆流接触洗涤,洗涤后的气体从塔顶排入大气;T2502底部得到的含醇废水经循环洗涤水泵(P2506A/B)大部分送往精馏甲醇萃取槽回收甲醇,少部分含醇废水进行回流以提高洗涤液中甲醇的浓度。甲醇充装站排放气中甲醇回收工艺流程如图2所示。
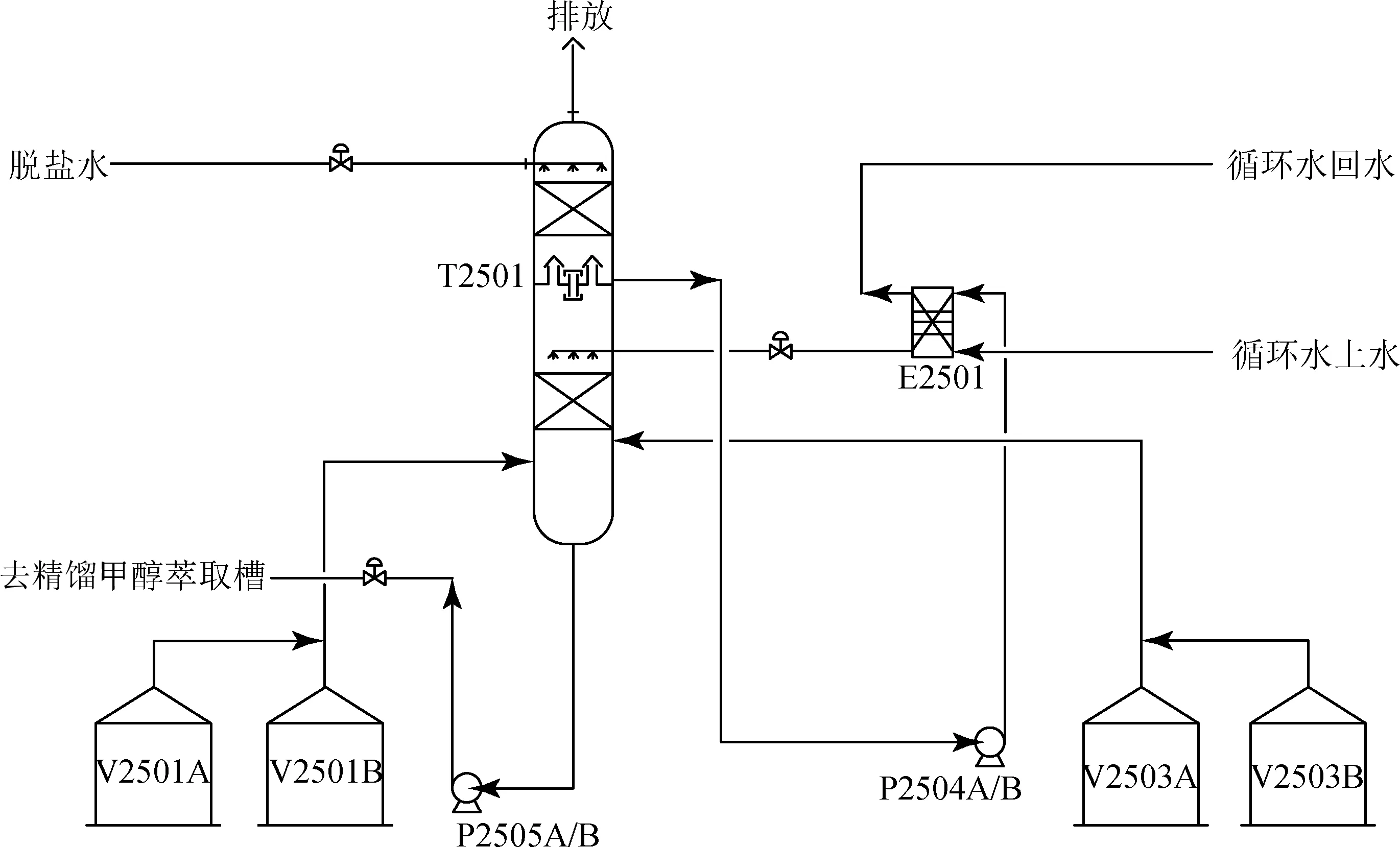
图1 中间罐区呼吸阀排放气中甲醇回收工艺流程
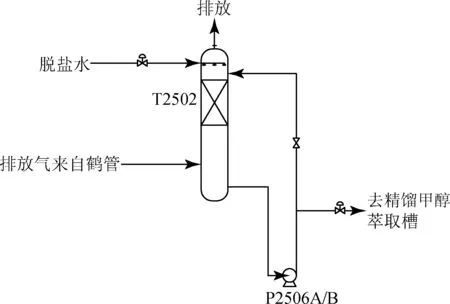
图2 甲醇充装站排放气中甲醇回收工艺流程
4 结语
治理措施实施后,排放气中甲醇含量能满足GB 31571—2015的指标要求,有效解决了环境污染问题;经脱盐水洗涤后,排放气中绝大部分的甲醇进入精馏甲醇萃取槽,经测算,每年可回收甲醇2 541 t,效果显著。