基于特种车的脉动式装配线构建技术研究
2019-05-09李国庆李旭光郝玉亭张中元申国庆王海丽
李国庆 李旭光 郝玉亭 刘 鹏 马 健 张中元 申国庆 王海丽
基于特种车的脉动式装配线构建技术研究
李国庆 李旭光 郝玉亭 刘 鹏 马 健 张中元 申国庆 王海丽
(山西航天清华装备有限责任公司,长治 046012)
从特种车装配的特点及需求入手,分析其与飞机装配的相似性,借鉴飞机脉动式装配理念,提出了特种车的脉动式生产线装配模式,初步研究特种车脉动式装配涉及的脉动主体、物流配套及信息化管控三个方面。通过分析特种车装配工艺流程与生产节拍的关系,结合特种车装配现场执行过程精细化控制与管理的需求,提出优化工艺流程的方法,完成三级库房物流配套规划及特种车脉动式装配线信息化管控架构。
特种车;脉动式装配线;信息化管控

1 引言
特种车的装配涵盖了液压、控制、供电、温控等系统,是一项集成度较高的总装工作。因研制阶段特种车产量少,采用机库式装配模式,由多组工人穿插并行作业,以专业为导向分工管理和布局配置,虽能够满足小产量装配需要,但该装配模式生产资源分散,管理流程复杂,产品装配周期长。
随着特种车生产当量提高,传统机库式装配模式逐渐不能满足要求。特种车具有产量少、品种多、需求多变的特点;特种车的装配具有多学科、高技术的特点,比较发现,飞机装配与特种车具有极高相似性。
飞机结构尺寸大、外形复杂,总装技术难度大、涉及学科广。随着飞机的需求量急剧增长,传统的机库式(停车场式)飞机装配模式无法适应现代飞机制造的要求[1]。从20世纪90年代起,波音、空客等飞机制造商吸取丰田公司的精益生产制造理论,完成了生产线流程再造,实现脉动生产线的探索性构建并成功,缩短了总装时间,提高了装配质量[2]。
借鉴飞机脉动式装配理念,结合特种车自身特点,梳理特种车装配过程,建立由总装按一定节拍拉动整个生产活动的新生产秩序,实现装配生产的精准、高质量协同工作[3]。针对特种车脉动装配线的构建,研究了三部分内容:脉动主体、物流配套及信息化管控。
2 脉动主体
特种车装配作为脉动主体,为实现不同工位的移动,分析装配工艺流程,根据节拍要求重新排列组合,形成适合脉动式装配线的工艺流程和工位节拍。
首先梳理优化特种车工艺流程在此基础上,部件拆分工艺流程,按照顶层装配组件的方式,重新优化再造现有工艺流程,形成各部件的装配逻辑关系。然后根据脉动式节拍,将并行作业的部件依据节拍及对资源需求的相似性划分至同一工位中实现装配,优化整合,科学合并工序,重新组合部件装配,设计出适用于脉动式生产线的总装工艺流程。
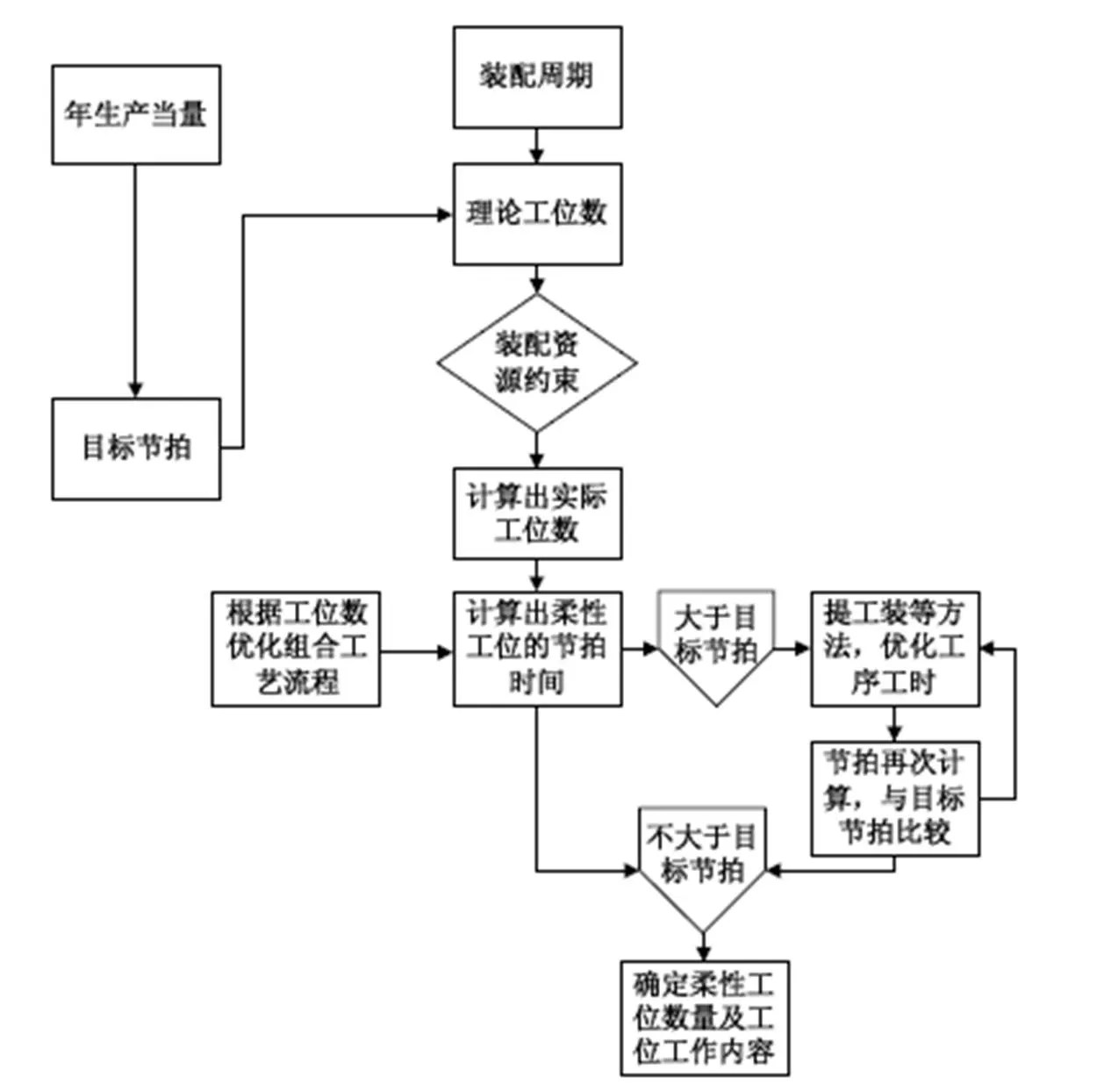
图1 工艺流程与工位节拍匹配设计逻辑图
根据任务需求,计算脉动式生产线目标节拍;统计出每一个装配组件的主装配时间和辅助装配时间,结合场地等资源约束,得出脉动式装配工位;装配工艺流程与装配工位优化匹配,实现脉动式装配线的节拍匹配设计及工位划分。脉动主体中工艺流程与工位节拍匹配设计逻辑图见图1。脉动式装配各工位间顺利流转的关键在于工位节拍均衡,需要每个工位的工作量均匀,避免造成装配线断线积压,平衡瓶颈装配环节,平均化全部装配环节,调整每个工位的负荷,不断合理设计与再造工艺流程,实现生产线节拍平衡[4]。
3 物流配套
物料准时配套是物流设计的根本目的,计划部门下达生产任务后,装配单位生成物料配套要求,物料配送信息发送库房,收到信息后出库与配送物料,实现现场物料的配送。
特种车因存在部分装配组件体积大的特点,物料的存储分为齐套库、成品库以及线边库三级存放,通常情况下,齐套库主要存放装配所需的小型自制件及标准件,成品库主要存放装配所需的大型部装件,线边库优先存放各待装零部件。
线边库在工位纵向侧面,装配计划开始后,各组件按规定数量、路线由齐套库、成品库向线边库配送所需物料并装配。线边库从靠近物流通道一侧供货,此方式可以降低安全风险,隔离供货人员与操作人员,不存在交叉干扰,最大限度地减少作业人员在作业过程中的动作浪费。物流配套结构图如图2所示。

图2 物流配套结构图
物流路径的规划应根据实际厂内场地,合理划出各功能区布局,结合工位内装配实际,实现各工位装配设备、物料运输设备、工作单元和通道走廊等资源合理放置在一个有限的工位工作空间里面的目标[5]。
4 信息化管控
装配脉动式生产线执行过程中需要全过程、全方面、全状态的信息控制与管理现场,整个装配过程中的信息流包含技术、管理两个方面,根据特种车装配现场执行过程精细化控制与管理的需求。
技术方面主要管控装配过程中的技术信息,包括图纸资料、工艺文件等;同时以数字化质量跟踪卡为载体,实现对脉动线装配过程的工单执行、作业指导、质量检验和装配档案、追溯分析、看板报表等功能,展示现场装配的进度信息和状态信息。
管理方面主要管控装配过程中需要的生产管理信息,包含生产计划管理和齐套资源管理。通过生产计划管理,实现对总装计划的接收、分解和进度计划监控,实现计划制定与计划执行的互联互通,并根据总装车间现场的执行情况反馈信息调整计划,保证计划对现场执行始终具有指导性。实现对各类物料、工装、资源的生产准备和齐套性管理,通过总装工艺流程分析,以总装工序需求作为拉动自制件和外购件配套节点的核心,分离出自制件、外购件、外供件等,提出工序级的物质配套需求,计划部门按照各工序的工时由交货时间逆推整个生产周期的任务节点。
特种车脉动式装配线信息化管控架构[6]见图3。
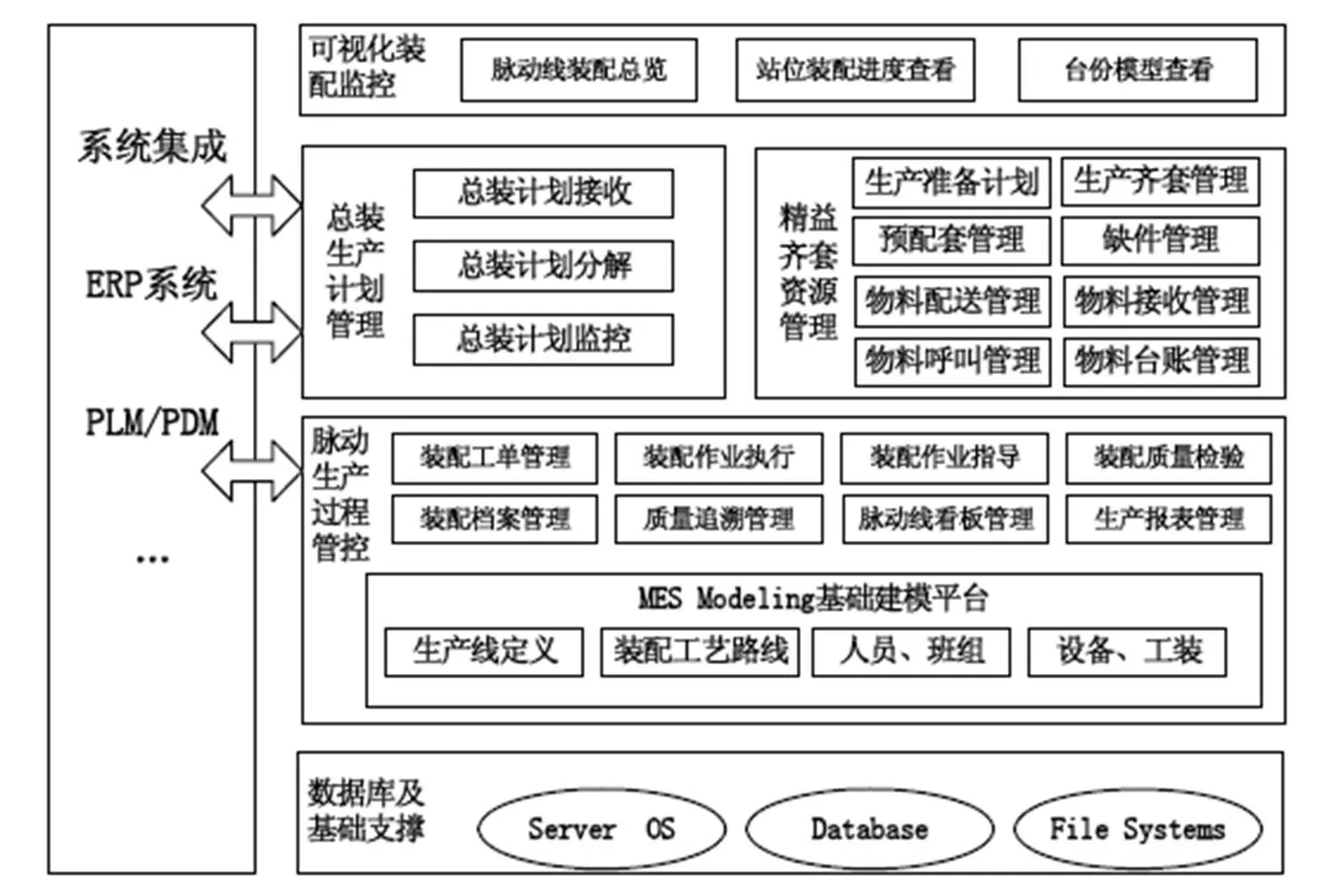
图3 脉动式装配线信息化管控总体架构
5 结束语
随着特种车需求的不断增加,传统机库式装配逐渐不能满足需要,打破传统装配方法成为必然。借鉴具有高度相似性的飞机脉动式装配线模式,建立特种车脉动式装配线,帮助装配线满足特种车的需求,同时实现质量的提升,是特种车装配的发展方向。
1 李金龙. 脉动装配生产线的应用与发展[J]. 航空制造技术,2013(17):58~60
2 何建新. 基于通用飞机的总装脉动生产线技术研究[J]. 电子机械工程,2018,34(2):56~60
3 周根然. 生产运作与管理[M]. 北京:科学出版社,2010
4 刘立双. 脉动式生产线在空空导弹总装中的应用探索[J]. 航空制造技术, 2013(20):116~117
5 李国丛. 全自动柔性喷漆生产线系统的设计[J]. 航天制造技术,2015(5):44~46
6 蒋丹鼎. 航天复杂产品数字化生产线的研究与应用[J]. 航天制造技术,2011(6):33~36
Research on Construction of Pulsating Assembly Line Based on Special Cars
Li Guoqing Li Xuguang Hao Yuting Liu Peng Ma Jian Zhang Zhongyuan Shen Guoqing Wang Haili
(Shanxi Aerospace Qinghua Equipment Co., Ltd., Changzhi 046012)
This paper starts with the characteristics and requirements of special car assembly. The similaritybetween special car assembly and aircraft assembly is analyzed. Based on the concept of aircraft pulsating assembly, the assembly mode of pulsating production line for special car is put forward. The three aspects of pulsating main body, logistics matching and information management and control involved in special car pulsating assembly are preliminarily studied. Based on the analysis of the relationship between assembly process and production rhythm of special car and the requirement of fine control and management of assembly process on special car, the method of optimizing process flow is put forward to complete three-level warehouse logistics supporting planning and special car pulsating assembly line information management and control framework.
special car;pulsating assembly line;information management and control
李国庆(1989),工程师,材料科学与工程专业;研究方向:数字化工艺设计。
2019-01-14
