UV数码打印机的研制与应用研究
2019-05-08
(上海理工大学 出版印刷与艺术设计学院,上海 200093)
0 引言
喷墨打印作为计算机技术与印刷设备结合下的产物,采用一种点阵式打印方式,是使墨滴由小孔定向喷射到纸张的指定位置行成图像的技术[1]。与其他打印技术相比,它行成的图像速度快、更加清晰细致。数码打印机采用喷墨式打印技术,其打印过程中与物体无实际的接触,步骤简单可兼容不同行业不限材质,印刷位置精确非常适合需要颜色过渡的图片印刷,也可实行单件和小批量生产。
国内对于喷墨打印机的发展起步较晚,在2003年研发出首台万能打印机开创国内外市场。多年以来我国在数码打印机的机械结构上已做出许多改进及发明,万宇设计一种以电动气缸、液压杆为动力上下移动打印平台,可稳定控制喷头与打印介质距离的纸板万能打印机;陈卫华将传动机构置于打印平台底部,改进打印机主箱体,打印平台划分多区域以降低换料的难度;张丹将纵向移动平台置于打印平台两侧滑动装置上,横向移动装置安装有烘干装置以增强打印固化效果提高打印质量,以上研究使得专用承印介质的机器结构复杂化,例如板材定位细节问题没有解决,应用性不足使得生产效率低下。
1 喷墨打印原理
1.1 喷墨打印技术
喷墨打印技术可分为连续喷墨(continue ink jet printer)和按需喷墨(drop on demand),前者根据偏转模式可分为双态与多态偏转;后者可分为固态和液态喷墨[2],如图1和图2所示。
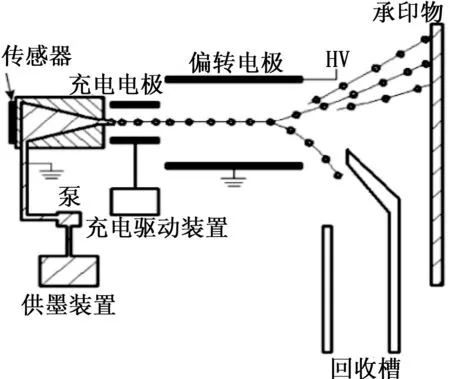
图1 连续喷墨原理
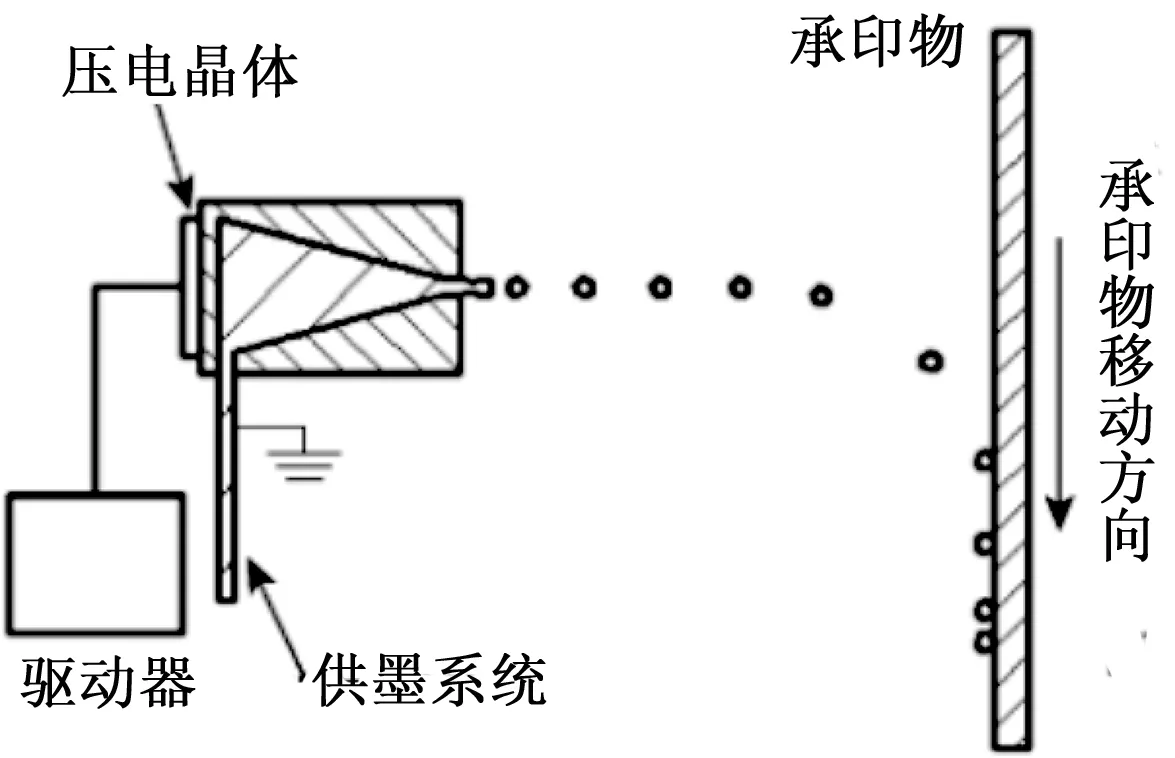
图2 按需喷墨原理
连续喷墨技术工作原理,是使用恒定动力装置给予墨水固定压力,使之连续喷射并在振荡器的作用下分离成墨水滴,控制系统根据打印信息选择性的对墨滴附加电荷,最后在通过偏转电场使带电电荷发生偏转后喷射到承印物表面形成图文信息,不带电电荷直行进入回收装置,这就是双态偏转[3];若成像电荷因所带电荷量多少在承印物垂直方向不同位置成像时,称为多态偏转。其可控性较差,用途比按需式少。
按需式喷墨技术通过控制电子信号来控制是否产生墨滴。当喷印信息传递至输出终端时,如果需要墨滴则进行墨滴的喷射,使得承印物表面形成图文信息,相对于连续喷墨系统中的墨滴带电装置、偏转硬件等更加简单。
1.2 按需喷墨技术
按需喷墨技术中液态喷墨技术是目前的主流,其又可分为热喷墨技术和压电喷墨技术。
1)热喷墨技术:热气泡喷式喷墨技术以HP、Canon、Lexmark为代表。Canon采用侧喷型热气泡喷墨技术,而HP和Lexmark则采用顶喷型热气泡喷墨技术。热喷墨技术主要依靠电阻在发热的过程中可以将电能转换成为热能,热量就能将打印机喷嘴附近的墨水气化,并将墨水喷出,在打印纸上打印出目标图像或者文字。
2)压电喷墨技术:利用压电片产生机械震动,通过压力完成压电原件控制喷墨的整个过程,不用对喷嘴进行加热,节能又延长了打印头的寿命;精确控制墨滴的大小和喷射位置,避免了图像模糊的问题;降低了墨水选择的要求,在高温情况下产生化学反应的墨水也能被使用。
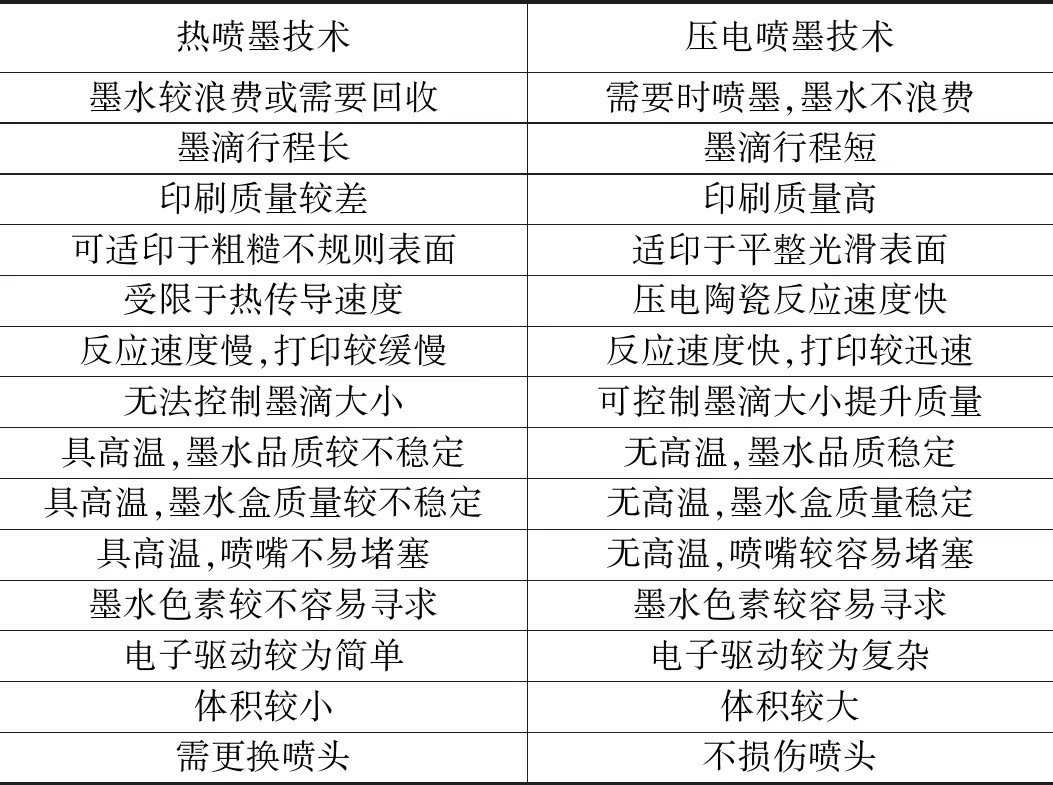
表1 热喷墨技术与压电喷墨技术对比
几十年来,惠普等国外企业一直在喷墨出图领域占据领先地位[4],其拥有众多打印核心技术。有双行并行打印技术、自动闭环校正技术、容错打印技术、电荷封装技术、HP Pixel Control像素控制技术、惠普HDNA打印头技术、双墨滴控制技术。
2 数码打印机主要系统与工作流程
数码打印机采用主流按需喷墨技术,压电喷墨方法最为常用。数码打印设备主要由图像处理系统、伺服电机及控制系统、墨路负压控制系统与UV固化设备、吸风真空平台构成,其工作流程以UV平板打印机为例如图3所示。
根据打印环境、打印速度、是否羽化等因素的要求,图像处理系统与喷头运动系统会多种多样以实现特定情况下的打印目的。
3 不同承印介质的数码打印机
3.1 大幅面数码打印机
图4为专用打印无张力介质纸张的数码打印机,机器中间部分装置有多个平行的滚筒,用于纸张的收放与运动。图中标识1为胶辊,当链轮带动链条运动时候,此胶辊压紧纸张控制着纸张的收放。打印平台为矩形平面,伺服电机控制滚筒的转动带动纸张实现纵向的间歇运动,喷头实现横向的往复运动与纵向运动协同完成打印。 图5为专用打印有张力介质皮革的数码打印机打印平台,此平台为跟随滚筒可旋转的宽型导带,打印前将皮革粘贴在宽型导带上,设定打印宽度完成时将皮革揭下来。喷头只实现横向往复运动,承印物实现纵向的间歇运动。
两种大幅面数码打印机所印产品的分辨率,主要受伺服电机控制承印物纵向步进距离精度的影响,对纵向伺服电机运动的速度、定位控制显得尤为重要。

图4 无张力大幅面打印机 图5 有张力大幅面打印机平台
3.2 弧面数码打印机
图6中弧面打印机部分装置,1为墨车喷头。横向伺服电机的转动带动截面为圆形的曲面承印物旋转,Z向电机的旋转控制装置与喷头的纵向合理距离,此结构扩大了承印物种类的范围。图7中圆瓶打印机结构正在申请发明专利,伺服电机控制承印物匀速转动,墨车的运动与此同步,使喷头实现喷印。避免了手工印刷遇到的位置偏移问题,一次性进行多色印刷避免了套色对位问题。这些优势和雕刻、蚀刻等工艺进行有效结合[5],提高了个性化产品定制的主观性。
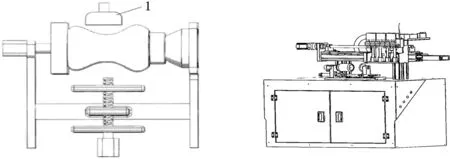
图6 弧面承印物运动装置 图7 圆瓶打印机
3.3 UV平板打印机
图8为支持双向打印的UV平板打印机,单负压二级缓存,负压变化平稳、细腻,保证高速连续打印时供墨的稳定性。采用数控压力显示仪器,在更高可能发射频率上保持高品质打印,从而提高打印速度稳定性;供墨系统采用独立手阀能有效控制每个二级墨盒的墨水输出[6],关机时可将阀门关闭,避免墨水浪费;墨盒液位配备智能感应系统,可自动循环供墨,缺墨自动报警提示功能,可实现白彩同步打印且支持连打。墨车X轴采用拖链,有效减少机械运转过程中线材的磨损,降低了运行的噪音。
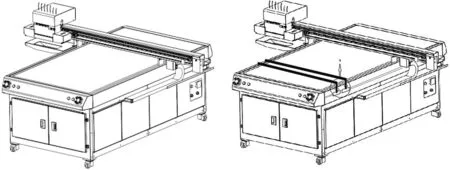
图8 UV平板打印机 图9 UV平板打印机改进
UV平板打印机在实际生产中,打印平台为固定平台,墨车头上喷头可做X、Y、Z轴运动。喷头在手机壳、亚克力等小型板状承印物喷墨打印时,为保证打印画面控制在误差范围内,打印时首先要用制图软件制作一个定位框图并打印在平台上,而后将承印物粘贴在打印出的定位框内,最后实现画面的喷印。人为粘贴手机壳等承印物,费时费力且很难保证固定位置的准确性。综上所述,缺乏合理的定位装置,增加了工作量且加大了生产打印过程中的废品率。
故设计一种专用于手机壳等小型板状承印物的UV打印机定位装置,打印机两侧分别装置导轨;U型轻钢板宽1 cm厚3 mm,其上刻有尺度线既能夹紧又能作刻度尺,与打印平台接触的一面附有毛毡,减小于平板的摩擦损坏,将两端固定在滑块上;滑块在导轨上滑动,两侧的轻钢板钻有螺纹孔,置有翼型螺栓,翼型螺栓底部粘有橡胶,拧紧时紧贴在打印机机身两侧以便固定U型轻钢板。以上装置安装时平行设有两个。
UV打印机平台自身就有刻度标识,打印前将承印物放在两U型板之间,便很轻易实现X、Y轴的定位。如此,减少了定位框的打印,减少了人力对承印物的固定,减少了胶带的使用;增加了定位的精确性,提高了生产效率。
4 两种流水线打印机
4.1 UV平板打印流水线机
图10中,机器运行时将UV平板打印机喷头移至2打印平台上方,保证喷头与打印平台距离的合理可控。此流水线专用于手机壳、手机屏幕周围外框等小型板材承印物的打印[6],集进料、定位、传输、喷印、收料为一体[7],实现高效的自动化生产。
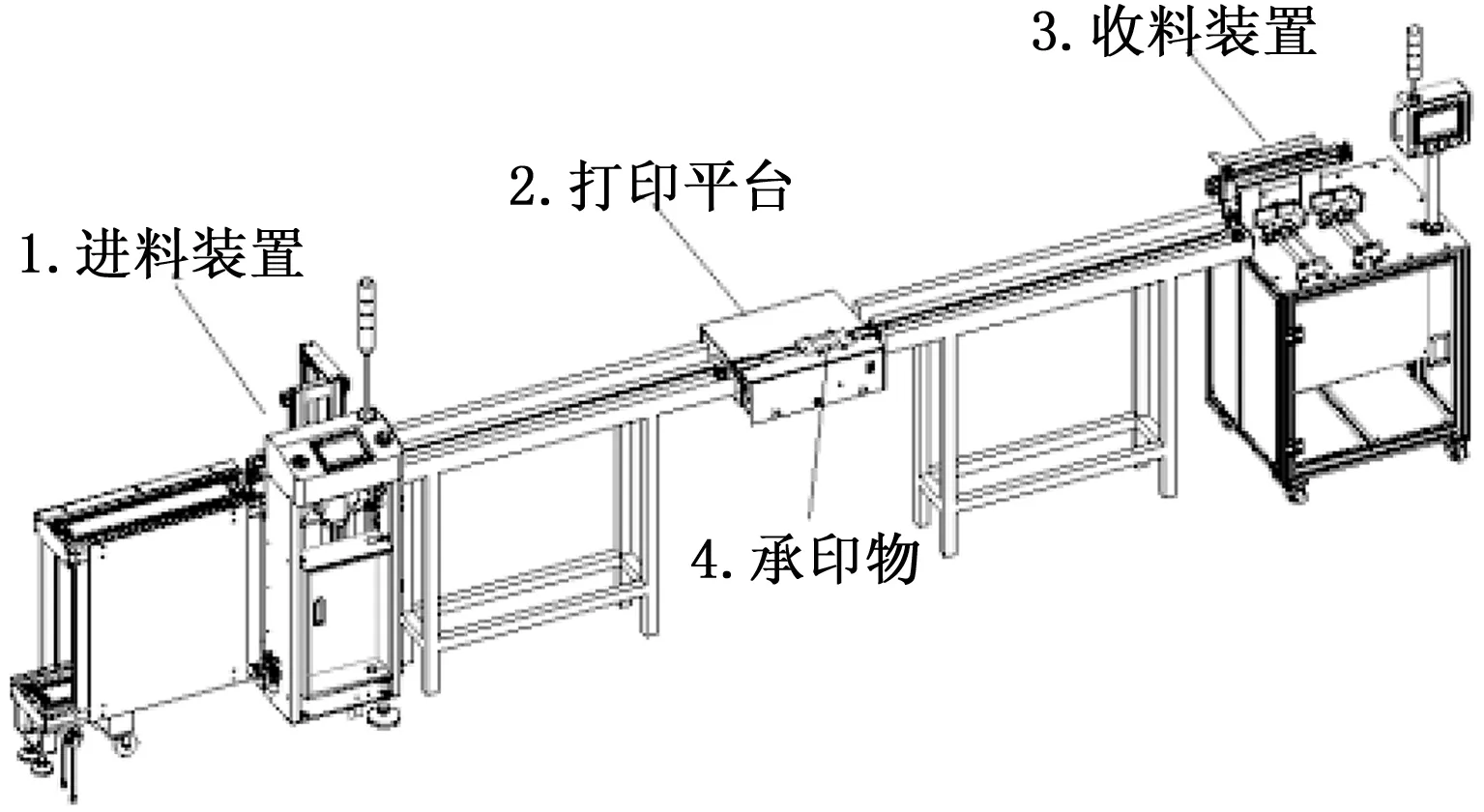
图10 UV平板打印流水线机
4.2 皮革打印流水线机
如图11所示,此流水线可实现丝网印刷与喷墨的结合,也可不适用丝网印刷功能,依具体打印要求及成本选取流水线功能[8]。基于对皮革打印产品质量的检测,设计摇摆摩擦测试机,如图12所示。运用FX3U系列三菱PLC控制气缸的往复运动,实现机械机构带动皮革的摩擦与拉扯摇摆;触摸屏作为上位机进行摇摆与摩擦次数的设定。

图11 皮革打印流水线机

图12 摇摆摩擦测试机
5 墨盒压力控制系统
喷墨打印机墨水为机器血液,供墨必须保证稳定。供墨系统由主墨盒、过滤器、墨泵、二级墨盒、阀体、喷头等组成。供墨系统采用PLC单独控制,抗干扰能力强;系统的设计、建造工作量小且容易修改。现有设备的供墨系统大多采用混编语言的板卡控制,调试与维修很易影响其他部位的运转,故设计PLC控制系统[9],利用工业级理光GH2220喷头[10]的运行验证此供墨系统的稳定性。下面详细介绍PLC电路IO口清单与设计逻辑,流程如图13所示。
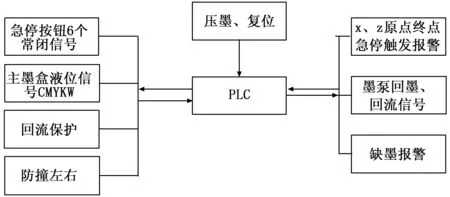
图13 墨路控制流程图
主站(墨路模块),主墨盒液位信号CMYK常开X0、X1、X2、X3,W主墨盒液位信号X4常开。输出信号,回墨泵CMYKW 跟从站的回墨信号一一对应从站Y0、Y1、Y2、Y3、Y4。主墨盒缺墨报警 CMYK输出1个蜂鸣器报警Y5,主墨盒缺墨报警W输出1个蜂鸣器报警Y6、压墨按钮五秒暂停一次与从站2对应Y7、Y10。
从站1(墨车头信号模块)。X原点常开信号对应从站2中X0,X终点信号为X1;Z原点X2,Z终点 X3。回墨盒信号CMYKW常开,跟主站的回墨泵一一对应主站X4、X5、X6、X7、X10。回流保护 3个X点输入触发之后,系统持续保持触发状态,只有消除触发原因,手动按下复位按钮,才可以恢复正常X11、X12、X13。防撞左右2个X点输入,常闭信号触发之后,系统持续保持触发状态,只有消除触发原因,手动按下复位按钮,才可以恢复正常X14X15。输出信号时:1,模块没有报错的时候就绪灯亮起,灯2,3任意一个工作,则1灯熄灭,直到模块再次恢复正常。2,供墨与回墨,回流报警触发之后,系统持续保持触发状态,只有消除触发原因,手动按下复位按钮,才可以恢复正常(回流报警供墨与回墨共用一个信号和一个灯)。3,防撞报警触发之后,系统持续保持触发状态,只有消除触发原因,手动按下复位按钮,才可以恢复正常。
从站2(传感器信号模块)。输入时,急停按钮6个按钮常闭信号X0、X1、X2、X3、X4、X5,复位按钮1(复位所有不正常状态,前提消除触发原因)并对应急停报警X6,压墨按钮输入2个与主站对应X7、X10。输出信号,X原点触发与从站对应Y0、Y1、Y2、Y3,X终点触发,Z原点触发,Z终点触发。急停触发报警信号,触发之后持续保持触发状态,只有消除触发原因,手动按下复位按钮,才可以恢复正常(蜂鸣器,两组Y输出Y4、Y5)。
6 实验结果与分析
关于3.3所改进的UV平板打印机,将定位装置运用于实际生产中,能很精确的实现承印物的定位,轻钢板的夹紧作用使得承印物不再需要人为使用双面胶固定。打印过程中将经过RIP软件处理后的图案,直接喷印在承印物手机壳、小型亚克力等小型板材上面。一般情况下减少了喷印前人为处理承印物三十分钟的时间,缩短了批量化生产时间,提高产品生产率。
关于4.1中自主设计的UV平板打印流水线机,将UV平板打印机喷头调高移至打印平台上方,与3.3结构相比减少了人为放料的步骤,只需要排版软件处理后的打印画面而后启动喷印,更加缩短了印前处理时间,且能保证打印画面附着准确度。流水线机很好的实现了进料、回收成品的自动化生产,个性化、大批量生产简单高效,经实验流水线机每小时可打印200~300个定制手机壳。
关于4.2中皮革产品摩擦摇摆测试机,经夹紧皮革再进行摇摆拉扯、干摩擦、湿摩擦等操作,达到了测试的目的,分类得出产品质量好时喷墨打印机该如何正确配置。5中墨路控制系统的运行可靠,负压表动作灵敏,理光GH2220喷头喷墨流畅。
7 结束语
本文详细阐述了数码打印机的喷墨原理与几种类型打印机的设计应用,创新性设计了UV平板打印机一种流水线机,特别的对UV平板打印机进行了专用于手机壳等小板材打印的定位装置设计;设计了基于PLC控制的供墨系统与皮革打印产品的质量简易测试系统。将设计运用到工厂实际生产中,对UV平板打印机的改进很好的实现承印物的定位,流水线机大大提高生产速度。但大幅面打印机的设计,承印物运动时两边相对滚筒两侧很容易出现偏斜,目前无法解决。UV平板打印流水线机工作前,将UV平板打印机移至打印平台时不易操作,结构仍需改进。
