大斜度井开窗侧钻技术在油田的应用
2019-04-27宋荣超
宋荣超
摘要:套管开窗侧钻技术是在老井眼中预定位置处用专用工具将套管锻铣或磨铣出一个连通地层的窗口,以便能够后期进行侧钻。大斜度井开窗侧钻与常规井侧钻有很大区别,由于其井斜大,会给开窗侧钻带来如下问题:第一,会导致下钻时套管内磨阻变大,如果用一体式导向器,导向器与洗锥连接的销钉会因疲劳而提前剪断;第二,会导致因套管壁不清洁(结蜡)和井眼轨迹复杂下导斜器遇阻;第三,会导致坐挂时导斜器贴壁,坐挂不成功;第四,会导致导斜器脱手时不易压断销钉,侧钻后新老轨迹不易分离。因此,本文针对大斜度井开窗侧钻常见问题进行深入探讨。
关键词:老井眼;套管开窗侧钻技术;下钻;套管锻铣
1 大斜度井开窗侧钻钻井工艺技术
1.1 套管磨铣开窗
套管磨洗开窗工具主要由导斜器、起始铣、开窗铣以及锥形铣和钻柱铣组成,其工作原理是:将导斜器固定在预定开窗处,通过定向仪器定向,让导斜器斜面方向与设计的开窗钻方位一致,然后下入磨铣工具将套管磨铣出一个窗口,再用扩眼工具将窗口扩大,达到钻具能够顺利通过的要求。
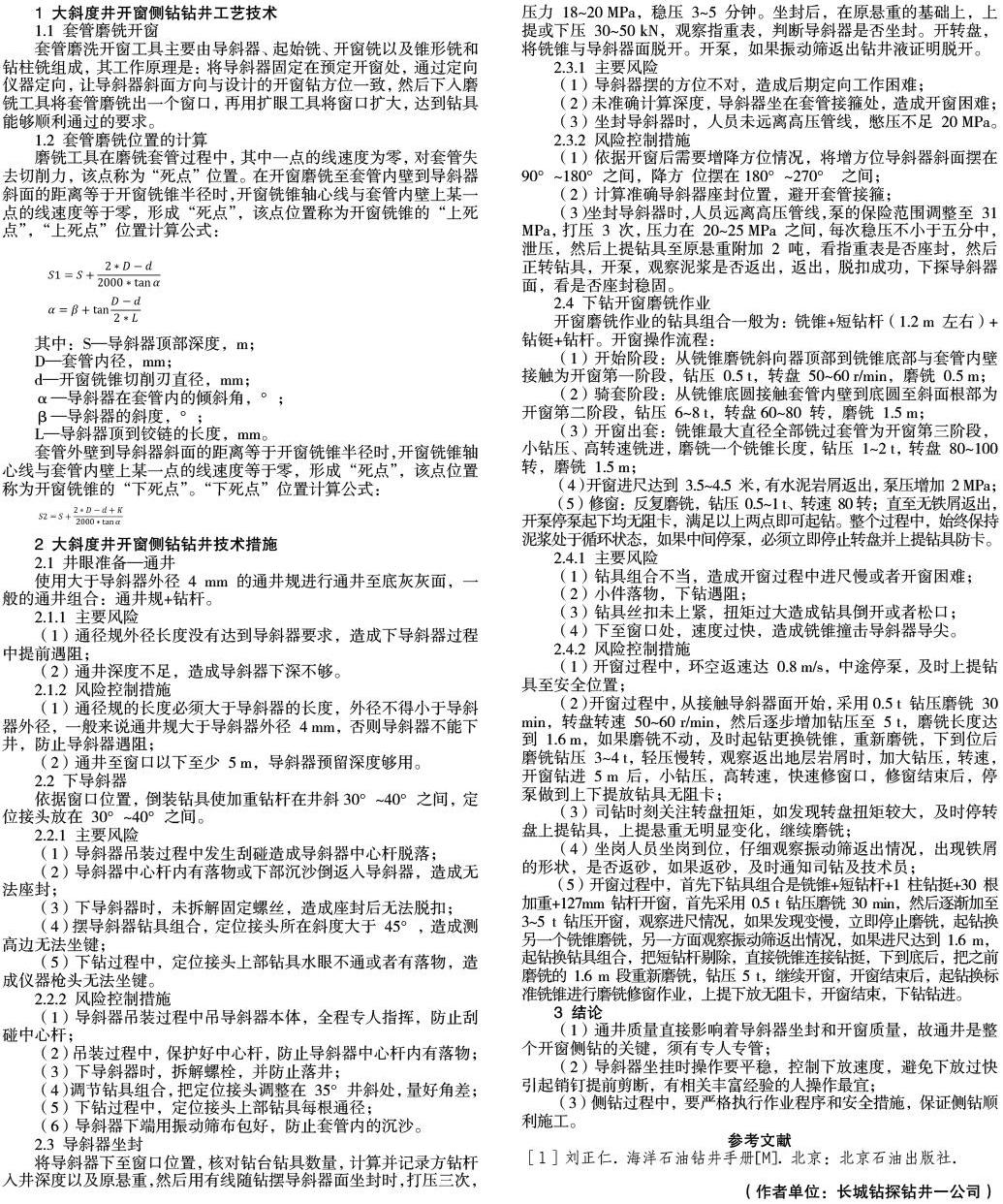
1.2 套管磨铣位置的计算
2 大斜度井开窗侧钻钻井技术措施
2.1 井眼准备—通井
使用大于导斜器外径 4 mm 的通井规进行通井至底灰灰面,一般的通井组合:通井规+钻杆。
2.1.1 主要風险
(1)通径规外径长度没有达到导斜器要求,造成下导斜器过程中提前遇阻;
(2)通井深度不足,造成导斜器下深不够。
2.1.2 风险控制措施
(1)通径规的长度必须大于导斜器的长度,外径不得小于导斜器外径,一般来说通井规大于导斜器外径 4 mm,否则导斜器不能下井,防止导斜器遇阻;
(2)通井至窗口以下至少 5 m,导斜器预留深度够用。
2.2 下导斜器
依据窗口位置,倒装钻具使加重钻杆在井斜30°~40°之间,定位接头放在 30°~40°之间。
2.2.1 主要风险
(1)导斜器吊装过程中发生刮碰造成导斜器中心杆脱落;
(2)导斜器中心杆内有落物或下部沉沙倒返入导斜器,造成无法座封;
(3)下导斜器时,未拆解固定螺丝,造成座封后无法脱扣;
(4)摆导斜器钻具组合,定位接头所在斜度大于 45°,造成测高边无法坐键;
(5)下钻过程中,定位接头上部钻具水眼不通或者有落物,造成仪器枪头无法坐键。
2.2.2 风险控制措施
(1)导斜器吊装过程中吊导斜器本体,全程专人指挥,防止刮碰中心杆;
(2)吊装过程中,保护好中心杆,防止导斜器中心杆内有落物;
(3)下导斜器时,拆解螺栓,并防止落井;
(4)调节钻具组合,把定位接头调整在 35°井斜处,量好角差;
(5)下钻过程中,定位接头上部钻具每根通径;
(6)导斜器下端用振动筛布包好,防止套管内的沉沙。
2.3 导斜器坐封
将导斜器下至窗口位置,核对钻台钻具数量,计算并记录方钻杆入井深度以及原悬重,然后用有线随钻摆导斜器面坐封时,打压三次,压力 18~20 MPa,稳压 3~5 分钟。坐封后,在原悬重的基础上,上提或下压 30~50 kN,观察指重表,判断导斜器是否坐封。开转盘,将铣锥与导斜器面脱开。开泵,如果振动筛返出钻井液证明脱开。
2.3.1 主要风险
(1)导斜器摆的方位不对,造成后期定向工作困难;
(2)未准确计算深度,导斜器坐在套管接箍处,造成开窗困难;
(3)坐封导斜器时,人员未远离高压管线,憋压不足 20 MPa。
2.3.2 风险控制措施
(1)依据开窗后需要增降方位情况,将增方位导斜器斜面摆在90°~180°之间,降方 位摆在180°~270° 之间;
(2)计算准确导斜器座封位置,避开套管接箍;
(3)坐封导斜器时,人员远离高压管线,泵的保险范围调整至 31 MPa,打压 3 次,压力在 20~25 MPa 之间,每次稳压不小于五分中,泄压,然后上提钻具至原悬重附加 2 吨,看指重表是否座封,然后正转钻具,开泵,观察泥浆是否返出,返出,脱扣成功,下探导斜器面,看是否座封稳固。
2.4 下钻开窗磨铣作业
开窗磨铣作业的钻具组合一般为:铣锥+短钻杆(1.2 m 左右)+钻铤+钻杆。开窗操作流程:
(1)开始阶段:从铣锥磨铣斜向器顶部到铣锥底部与套管内壁接触为开窗第一阶段,钻压 0.5 t,转盘 50~60 r/min,磨铣 0.5 m;
(2)骑套阶段:从铣锥底圆接触套管内壁到底圆至斜面根部为开窗第二阶段,钻压 6~8 t,转盘60~80 转,磨铣 1.5 m;
(3)开窗出套:铣锥最大直径全部铣过套管为开窗第三阶段,小钻压、高转速铣进,磨铣一个铣锥长度,钻压 1~2 t,转盘 80~100 转,磨铣 1.5 m;
(4)开窗进尺达到 3.5~4.5 米,有水泥岩屑返出,泵压增加 2 MPa;
(5)修窗:反复磨铣,钻压 0.5~1 t、转速 80转;直至无铁屑返出,开泵停泵起下均无阻卡,满足以上两点即可起钻。整个过程中,始终保持泥浆处于循环状态,如果中间停泵,必须立即停止转盘并上提钻具防卡。
2.4.1 主要风险
(1)钻具组合不当,造成开窗过程中进尺慢或者开窗困难;
(2)小件落物,下钻遇阻;
(3)钻具丝扣未上紧,扭矩过大造成钻具倒开或者松口;
(4)下至窗口处,速度过快,造成铣锥撞击导斜器导尖。
2.4.2 风险控制措施
(1)开窗过程中,环空返速达 0.8 m/s,中途停泵,及时上提钻具至安全位置;
(2)开窗过程中,从接触导斜器面开始,采用0.5 t 钻压磨铣 30 min,转盘转速 50~60 r/min,然后逐步增加钻压至 5 t,磨铣长度达到 1.6 m,如果磨铣不动,及时起钻更换铣锥,重新磨铣,下到位后磨铣钻压 3~4 t,轻压慢转,观察返出地层岩屑时,加大钻压,转速,开窗钻进 5 m 后,小钻压,高转速,快速修窗口,修窗结束后,停泵做到上下提放钻具无阻卡;
(3)司钻时刻关注转盘扭矩,如发现转盘扭矩较大,及时停转盘上提钻具,上提悬重无明显变化,继续磨铣;
(4)坐岗人员坐岗到位,仔细观察振动筛返出情况,出现铁屑的形状,是否返砂,如果返砂,及时通知司钻及技术员;
(5)开窗过程中,首先下钻具组合是铣锥+短钻杆+1 柱钻挺+30 根加重+127mm 钻杆开窗,首先采用 0.5 t 钻压磨铣 30 min,然后逐渐加至 3~5 t 钻压开窗,观察进尺情况,如果发现变慢,立即停止磨铣,起钻换另一个铣锥磨铣,另一方面观察振动筛返出情况,如果进尺达到 1.6 m,起钻换钻具组合,把短钻杆剔除,直接铣锥连接钻挺,下到底后,把之前磨铣的 1.6 m 段重新磨铣,钻压 5 t,继续开窗,开窗结束后,起钻换标准铣锥进行磨铣修窗作业,上提下放无阻卡,开窗结束,下钻钻进。
3 结论
(1)通井质量直接影响着导斜器坐封和开窗质量,故通井是整个开窗侧钻的关键,须有专人专管;
(2)导斜器坐挂时操作要平稳,控制下放速度,避免下放过快引起销钉提前剪断,有相关丰富经验的人操作最宜;
(3)侧钻过程中,要严格执行作业程序和安全措施,保证侧钻顺利施工。
参考文献
[1]刘正仁. 海洋石油钻井手册[M]. 北京:北京石油出版社.
(作者单位:长城钻探钻井一公司)
