中国自主乘用车车身用材发展历程
2019-04-23李军孙垒冯昌川
李军 孙垒 冯昌川
中国汽车工业的发展壮大,也是中国工业发展史的一个缩影。特别是2001年以后,中国自主品牌汽车异军突起,发展迅猛,日益成为中国汽车产业中一支重要的生力军。自主品牌乘用车在所处的不同历史时期也有其自身特点,车身材料技术作为乘用车的核心技术之一,见证了我国汽车工业的发展历程。
1 国内乘用车车身轻量化趋势
对于乘用车白车身,轻量化材料的应用主要方向是:钢制车身→钢铝混合车身→全铝车身→全碳纤维车身(图1)。传统软钢逐渐减少,高强度钢、铝合金和碳纤维等新材料将逐步得到应用。根据产品的定位不同,各汽车企业将选择适合自己的车企轻量化技术路线。
车身轻量化系数[1]是评价白车身轻量化水平的一个重要指标。近年来,随着车身高强度钢、铝合金的应用,行业的车身轻量化水平也在不断提高。图2为历年欧洲车身会议和国内车身会议的轿车平均车身轻量化系数,可见国内车身轻量化技术发展较快,与国外车型的差距不断缩小。
2 自主品牌乘用车车身用材情况
随着国内汽车工业和轻量化技术的不断发展,汽车车身用材也在不断的发生变化。传统冷轧低碳钢的应用比例在逐渐缩小,先进高强钢、热成形钢、铝型材、铝板、压铸铝、镁合金等材料的应用比例呈快速增长趋势[7]。
2.1 高强度钢的应用
2.1.1 高强钢概述[8]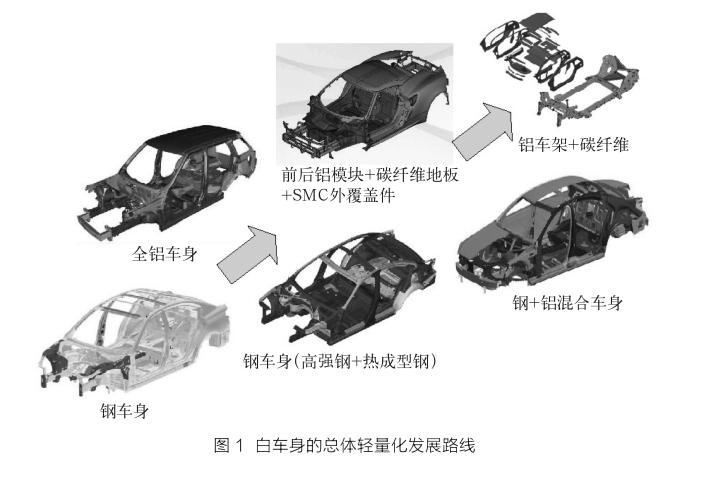
采用高强度钢替代低强度钢板可以达到减薄板材厚度和轻量化的目的,并能同时保证汽车的碰撞安全性。高强度钢以较高的性价比、成熟的设计和制造工艺,已成为车身轻量化材料的首选。在减重、节能、提高安全性、降低排放等方面展现出良好的应用前景和竞争力。
近年来,国内自主品牌乘用车高强钢以及超高强钢(含热成形钢)的应用比例持续增加,图3展示了2012—2017年自主品牌典型车身用材情况(传统燃油车)。从图3可以看出,2012年高强钢的比例不足50%,到2016年高强钢比例已超过了60%,2017年达到了65%以上,达到或超过同级别合资品牌的高强钢应用水平。相对于镁铝合金材料,高强钢的成本、性能和技术成熟度优势明显,在可预见的未来,高强钢将依然是车身的主要材料。
2.1.2 典型车型高强钢应用
2.1.2.1 北汽集团——绅宝X55
北汽集团车身高强钢应用比例已达55%以上,新开发车型已达到60%以上。图4为北汽集团“绅宝X55”车型,其热成形件用量达到11件,单车降重20kg以上,且实现了成本降低。热成形材料是近年来北汽集团车身轻量化应用的重点材料,未来新车型上用量将进一步增加,單车用铝将达20件以上,进一步实现车型轻量化。
2.1.2.2 奇瑞汽车——瑞虎7
奇瑞汽车股份有限公司(简称“奇瑞汽车”)车身高强度钢应用比例已达55%以上,且高强钢的强度级别越来越高。图5是奇瑞汽车“瑞虎7”车型的高强钢应用示意图。车身通过高强钢应用实现减重7.1kg,同时保证了符合中国新车评价规程(C—NCAP)五星水平。
2.1.2.3 长城汽车——哈弗H6
作为长城汽车乃至国内汽车市场的明星车型,哈弗H6一直以来都是行业关注的重点。该车型覆盖件大量选用180MPa、220MPa烘烤硬化钢取代传统的低碳软钢,实现了10%以上的减重;防撞梁等安全件大量选用了590MPa、780MPa的双相钢钢等先进高强度钢;车门防撞梁选用了1200MPa以上的超高强度钢。该车车身高强度钢的应用比达到60%以上。高强度钢的大量应用也确保了其达到整车安全C—NCAP五星要求。
2.1.2.4 东风汽车——风神AX4
风神AX4——作为一款以“90后”人群为目标用户,定位时尚的小型SUV。风神AX4采用东风汽车代号为DF1平台的设计,白车身重440.2kg,轻量化系数为3.65。车身除覆盖件大量采用高强度钢板,关键部位采用超高强度钢板。高强度钢/先进高强度钢/超高强度钢比例合计达到65%,具体用材分布见图6。
2.2 铝合金的应用
2.2.1 铝合金应用趋势
与国外和合资品牌相比,自主品牌在铝合金车身技术上才刚刚起步,还存在明显的差距。自主乘用车品牌大多已开展铝合金应用技术的研究,部分已开始尝试应用。
根据最新统计结果,北美的单车用铝量已达到约158kg,约占9%,2015年达到10.4%,约179kg。国内乘用车用铝量基本在7%~10%左右,与美国目前9%~10%的差距并不是非常明显。随着新能源汽车的发展,国内自主品牌的铝合金用量未来将显著提升,除典型的铝合金挤压型材(防撞梁)的批量应用之外,在新能源汽车的全铝车身骨架、铝合金冲压汽车板、铝合金减震塔等方面均实现了突破和批量应用。图7为2018年北京车展各类车型的车身用铝情况和售价。铝合金轻质材料在新能源车中的应用比例较高,从A00级到C级车均有大量应用。其中,A00级车主要为框架式车身,白车身材料以铝型材为主,外覆盖件使用非金属复合材料。传统乘用车的铝合金应用主要集中在中高端车型,自主品牌中端车型有部分应用铝合金发盖,外资高端车型采用铝合金多材料车身,售价在40万元以上。
2.2.2 典型车型铝合金应用
2.2.2.1 奇瑞汽车“小蚂蚁”铝合金应用
奇瑞汽车“小蚂蚁”通过铝型材MIG焊接,形成车身主体框架。其挤压型材主要选用空心材和心部增强结构,除了质量小、刚度高以外,耐腐蚀性能也非常优异。
相比于钢制车身,采用框架式铝合金车身可减重110kg,减重比例达40%。铝型材的比例达66.9%,铝板材占24.2%,其余为少量铸铝件和钣金件。“小蚂蚁”车身还采用了复杂断面设计、高强度铝镁合金挤压成型、3D空间精密弯曲、激光组合焊接等先进技术。车身骨架重94.4kg,扭转刚度为13 000N·m/deg,轻量化系数做到3.1,并且具有良好的碰撞性能表现。
此外,“小蚂蚁”创新应用了先进的、独特的制造工艺,简化了传统冲、焊、涂、总4大流程,其制造流程如图8所示。主机厂仅负责焊装和总装,减少了厂房建设和工装投入。
2.2.2.2 铝合金板材车身——蔚来ES8
蔚来ES8——是国内首款采用铝合金板材的全铝车身,如图9所示,车身上铝材的使用率高达96.4%,成为全球量产的全铝车身中铝材应用量比例最高的车型。其白车身质量335kg,扭转刚度4 4140N·m/deg,白车身轻量化系数为2.02。
ES8白车身以铝板材为主,减震塔和后纵梁为压铸铝合金,横梁和部分结构件采用铝型材。另外,ES8的前端结构采用了镁合金,其工艺为高压铸造,相对于铝合金可减重30%左右。
2.3 塑料的应用
2.3.1 塑料件应用趋势
塑料在汽车上的应用主要集中在外饰件和内饰件,随着轻量化技术的进步,塑料件在车身上的应用开始出现并增长。20世纪90年代,塑料的单车用量在90~120kg之间,2005年达到了160kg,2015年达到了230kg。
车身塑料件的应用以增强复合材料为主,其中碳纤增强复合材料的占比较大,这是由于碳纤增强复合材料具有较好的强度、刚度、比模量和耐冲击性。
2.3.2 塑料件在车身系统的典型应用
2.3.2.1 奇瑞“小蚂蚁”车身外覆盖件
2013年宝马i3白车身率先采用了碳纤维增强复合材料,外覆盖件使用了工程塑料。近几年,随着国内新能源汽车产业的发展以及轻量化的需求日益增强,越来越多的电动车应用了塑料外覆盖件。图10为奇瑞“小蚂蚁”外覆盖件,其外覆盖件全部采用工程塑料,可实现轻量化40%。
车身外覆盖件选材在传统软钢的基础上将向着塑料等轻质材料方向发展,除考虑零件轻量化外,前期模具等投入费用相对于传统钢制冲压件也大幅降低。因此在一些小型新能源车上实现了批量应用,如北汽新能源Lite、东风E30、奇瑞小蚂蚁等。
2.3.2.2 江淮汽车“瑞风S5”塑料前端模块
塑料前端模块在合资品牌中已得到广泛应用,但在自主品牌中的应用相对滞后。传统意义上的前端模块通常由100多个散部件组成,重点涉及照明系统、发动机冷却系统、减震装置、空调冷凝器和空气净化器以及引擎盖锁紧装置、软管、接头和部分线束等。目前,前端模块主要以塑料材料为主,由零部件供应商供货,主机厂进行装配。
玻纤/长玻纤增强尼龙(PA)或者长玻纤增强聚丙烯纤维(LGF+PP)是近年来较受欢迎的前端模块材料。一般通过模压或者注塑成型得到成品。国内江淮汽车在其瑞风S5车型上采用了长玻纤增强PP前端模块,实现减重50%。此外,北汽、奇瑞、长安等车企均在新车型实现了塑料前端模块的研发和量产。
2.3.2.3 东风汽车“AX4”塑料后尾门
后尾门是SUV或两厢轿车尾部后背上的车门,是最重要的外覆盖件之一,也是影响整车外观质量的关键零件。后尾门一般由经冷冲压而成的外板件和内板件再经过包边压合工艺连接一体。由于产品特点,其外形轮廓多不规则,制作工艺复杂。后尾门外板一般需要具有一定的刚度和强度,较高的成形性,较高的抗凹性能以及良好的外觀表面。
近年来,全塑尾门成为新的流行趋势。内板一般使用LGF+PP,外板和扰流板使用PP或者聚烯烃热塑性弹性体(TPO),全部使用注塑工艺成型,然后涂胶进行装配。图11为东风AX4的塑料后尾门,其采用塑料后背面替代钢制件,实现轻量化19.5%。
此外,国内北汽、吉利、长安、宇通、奇瑞、长城等国内自主品牌车企也纷纷开发了塑料后尾门。
2.3.2.4 江淮汽车“S3”塑料后防撞梁
由于市场认知度和接受度,纤维增强塑料的防撞梁在前保横梁中应用较少,但在后保横梁上已有一定的应用。欧、美、日、韩等汽车工业发达的国家和地区已大量应用热塑性复合材料制造汽车前/后防撞梁,如现代的“悦动”、大众的“高尔夫”等车型均采用了玻璃纤维增强热塑性塑料(GMT)的后保险杠横梁。
目前,国内自主品牌车企还没有开始大量的应用,但相关的研究和开发工作已大量展开。江淮瑞风S3的后横梁已实现了复合材料批量应用,如图12所示,相比于钢制零件,可减重0.9kg,轻量化28%,并可保持成本不上升。另外,奇瑞、上汽、吉利等自主品牌车企也开展了碳纤维增强复合材料保险杠横梁的开发。
3 乘用车车身用材发展趋势
由于国内现有阶段油耗法规不能有效地引导车辆小型化和轻量化的趋势,同时国产乘用车的产品结构与品牌力不足,导致轻量化技术的推广应用受到很大的制约。国产乘用车的产品与品牌处于低价区,因此对成本的增加相对敏感。燃油车的轻量化尚需油耗法规体系的进一步推动,第四五阶段油耗实施后将具有更大的驱动力[9]。
基于上述现实原因,国产乘用车车身轻量化用材的趋势可以总结为以下几点:
3.1 传统燃油车车身:以钢为主多材料混合的技术路线
“以钢为主,多材料混合”仍是燃油车轻量化的主流技术路线。由于钢铁材料在强度、塑性、抗冲击能力、回收使用及低成本方面具有综合的优越性,其在汽车材料中的主导地位仍是不可动摇的,尤其是高强度钢和超高强度钢的应用还将有较大的增长空间。电动化、智能化、共享化成为汽车行业的新的趋势,但正如大众汽车总裁所说,汽车行业也面临低成本化的制约。
3.2 开发以满足新能源汽车特点的轻量化车身材料技术路线
发展新能源汽车是我国从汽车大国走向汽车强国的必由之路,是我国汽车工业由大到强的唯一出路。而目前新能源汽车对于轻量化的需求最为迫切,在现有电池材料技术难有实质性突破的情况下,轻量化成为新能源汽车的迫切需求,轻量化有望成为我国轻量化技术应用推广的突破口。此外,新能源汽车对成本相对不敏感,新能源汽车的产量相对较低,一些轻量化方案对于低产量的车型具有成本优势,且技术风险小。因而,可以通过新能源汽车的应用,积累经验,降低应用成本,再向传统乘用车上转移。
国内轻量化的突破在于新能源汽车,通过提高技术的成熟度、规模化带来的低成本化,会进一步推动燃油车的轻量化。
参考文献
[1] 李军,陈云霞,孙卫健,等.乘用车轻量化评价方法研究[J].汽车工艺与材料,2014,(9):1-5.
[2] 2013中国轻量化车身会议[C].武汉:汽车轻量化技术创新战略联盟,2013.
[3] 2014中国轻量化车身会议[C].上海:汽车轻量化技术创新战略联盟,2014.
[4] 2015中国轻量化车身会议[C].重庆:汽车轻量化技术创新战略联盟,2015.
[5] 2016中国轻量化车身会议[C].上海:汽车轻量化技术创新战略联盟,2016.
[6] 2017中国轻量化车身会议[C].上海:汽车轻量化技术创新战略联盟,2017.
[7] 中国汽车工程学会,中国汽车轻量化技术创新战略联盟,中国第一汽车股份有限公司技术中心.中国汽车轻量化发展——战略与路径[M].北京:北京理工大学出版社,2015.
[8] 李军,路洪洲,易红亮,等.乘用车轻量化及微合金化钢板的应用[M].北京:北京理工大学出版社,2013.
[9] 2016中国乘用车燃料消耗量发展年度报告[R].能源与交通创新中心,2017.
