如何做好返厂维修设备监造质量的有据可查
2019-04-23马文胜
马文胜
中国核电工程有限公司 北京 100000
海南昌江1号机组返厂凝结水泵CEX001PO、CEX002PO于2014年5月29日开始进行包装,且同日在供应商处召开了海南凝结水泵返厂进度协调会,包装前驻厂监造与业主方共同进行了检查,督促完成了所发现问题的整改,当日包装完成。针对《关于1MX#1、#2凝结水泵返修后二次开箱验收存在质量缺陷的不符合项通知的函》的内容,提供以下监造及监装过程记录,并对问题发生的原因进行分析[1]。
1 CEX001PO设备
1.1 “#1凝结水泵推力轴承热工测温线(共2条)被压断”的问题
包装前检查时,未发现1CEX001PO推力轴承热工测温线(共2条)被压断的情况,分析不能排除是运输过程或其它原因导致,因为凝结水泵从现场返回供应商时,也发现了推力轴承热工测温线上的压痕(此推力轴承目前调换到1CEX003PO),如下图1。

图1 现场返供应商时推力轴承热工测温线上的压痕
1.2 “推力轴承沿轴渗油至外面”的问题
因凝结水泵推力轴承为立式安装使用,在泵体横卧放置且轴承箱内存有润滑油的情况下(性能试验或盘车前会加注润滑油),会有少量油液从轴承侧渗出;包装前对已存在的漏油进行了擦除清理。
1.3 “凝结水泵导叶轮局部生锈”的问题
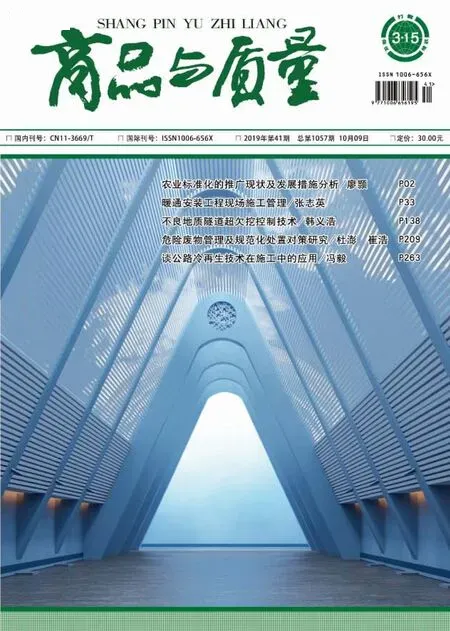
对于此次返修的凝结水泵,由于到厂后泵体涉水部件锈蚀十分严重且个别部件的表面已无法完全恢复至原出厂状态。
以下为返厂和修复后的比对照片:

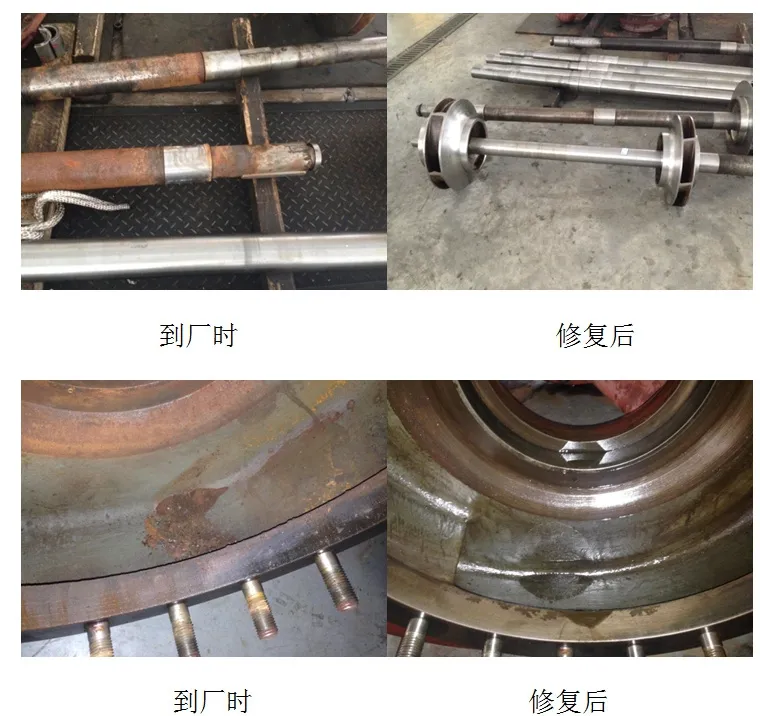
有的零部件局部甚至严重的锈蚀,根本无法清除,比如,1CEX001PO的压出段、电机架表面清洗后发现较严重的腐蚀痕迹。(见如下照片)
1.4 “部分仪表管口到货未做好封闭”的问题
返修泵的执行应有相应的返修方案和返修质量计划作为依据,2014年5月8日,召开了凝结水泵(1CEX001/002/003PO)返修工作专题会,要求供应商于5月9日提交返修方案和返修质量计划。另外,凝结水泵返回供应商时,只有原包装箱的木底板,无侧板及顶板,如果严格按照原合同设备包装规程操作,需至少延期一周的时间。就上述问题向项目负责人进行了汇报,项目负责人也与海南现场进行了沟通,因返修设备到现场后不需储存直接安装,所以确认可以只进行铝塑封后就可以发现场[2]。随后,项目负责人和驻厂监造进一步协调供应商进行了铝塑封后的抽真空,并在三个小时后进行了再次检查,确定包装无漏气,如下图。
2 1CEX002PO设备
2.1 “#2凝结水泵止回阀前接口连接密封垫圈损坏且外露”的问题
包装前,驻厂监造与业主对两台设备此区域管路及接头处提出了零部件校正、除锈及防护等几项整改要求,并督促供应商车间负责人安排人员进行了整改,上述照片是整改后的记录。包装前不存在“#2凝结水泵止回阀前接口连接密封垫圈损坏且外露”的问题。

2.2 “推力轴承沿轴渗油至外面”及“凝结水泵导叶轮局部生锈”的问题答复同1CEX001PO
3 关于后续1CEX003PO设备的返修
返修设备需抓紧做好原因分析和责任划分,为后续1CEX003PO返修各阶段的质量控制明确依据,驻厂监造提交了《关于海南凝结水泵返修进展情况汇报》中进行分析说明。另外,1CEX003PO验收后的包装工序,是仍然接受1CEX001PO、1CEX002PO的包装方式,还是要求按照原来合同设备的包装规范进行,需提前明确,因为这些即涉及到返修成本,也直接涉及交货进度和包装质量,更重要的是,规范的包装方式可以最大限度消除由于运输原因导致设备本体出现的质量问题[3]。
4 结语
对于返厂设备的监造工作,监造人员要做好详细的返厂后拆解记录、返修过程控制记录、包装监装记录。详细的过程记录,既能使返厂维修设备监造质量做到有据可查,也能为后续问题的原因分析和问题处理提供充分的依据,并能及时的采取措施,加强事前控制,避免类似问题的再次发生。