香茶自动化加工生产线技术特点简介
2019-04-17苏鸿
苏鸿
(浙江丰凯机械股份有限公司,浙江杭州 311701)
香茶原产于浙江省松阳县,开发于上世纪90年代后期,最初称为“松阳香茶”,因为松阳县隶属浙江省丽水市,香茶加工技术首先在丽水市普及,故一般又将香茶称之为“丽水香茶”。目前香茶在国内绿茶产区均有生产,以“条索紧细、色泽翠润、滋味浓爽、汤色清亮”为特色,品质良好,价格实惠,是一款畅销全国20多个省市自治区的优质炒青绿茶。加之它使用较为成熟、内含成分丰富的鲜叶进行加工,春、夏、秋季都可采摘、生产和加工,促进了茶树鲜叶资源的充分利用,改变了目前名优茶生产仅在春季采摘,夏、秋季鲜叶弃而不用的资源浪费状态。
香茶由于全程可使用大型茶叶加工设备或生产线进行加工,与其它类型名优茶相比,用工少,可较方便实现“机器换人”。然而,包括浙江丽水市在内的香茶茶区,加工设备和条件仍比较简陋,大多仅采用揉捻机和滚筒杀青机简单配合的方式,虽然实现了机械化加工,但作业不连续,均为单机制作,生产率低,卫生条件不乐观,工艺难于掌握,加工出的茶叶品质难免参差不齐,影响生产效益。为提升香茶加工的现态,浙江丰凯机械股份有限公司经过大量试验研究,创制了一条香茶自动化加工生产线,使香茶生产实现了连续化、清洁化、自动化,这对于香茶生产规模的扩大和茶产业持续发展意义重大。
1 自动化生产线加工工艺
丽水香茶的传统加工工艺相对较为简单,整个加工过程均在揉捻机和滚筒杀青机的单机上完成,采用滚筒杀青机杀青,揉捻机揉捻,再在滚筒杀青机上反复滚干,即可完成香茶的毛茶加工。浙江丰凯机械股份有限公司对浙江和相关产茶省香茶传统加工工艺进行深入调研,结合香茶自动化生产线加工的特点,通过研究和优化,最终提出了香茶自动化生产线的加工工艺,其流程为鲜叶→摊放→杀青→冷却回潮→揉捻→解块筛分→二青与初炒干(反复滚炒)→滚足炒干(反复滚炒)→香茶毛茶。并以此指导生产线的设计、关键设备、控制系统和输送设备配备的选择和研发。完成研发和试制后,又在自动化生产线上对这套机械化香茶加工工艺进行了验证,证明可有效保证成品茶的品质。
这套生产线采用了计算机辅助和模块化设计。由于模块中应用的关键单机型号不同,故可形成功能不同的系列模块,进而拓展出不同型号的香茶自动化加工生产线系列产品。为保证生产线的自动控制,开发出与之配套应用的PLC控制系统,组成了图1所示的香茶自动化加工生产线设备流程。目前开发出的香茶自动化加工生产线有每小时干茶生产量为60 kg的6CTX-60型和每小时干茶生产量为120 kg的6CTX-120型两种号的香茶自动化加工生产线。随着组成模块的不断研发拓展,香茶自动化加工生产线的系列型号产品也将随之增加。
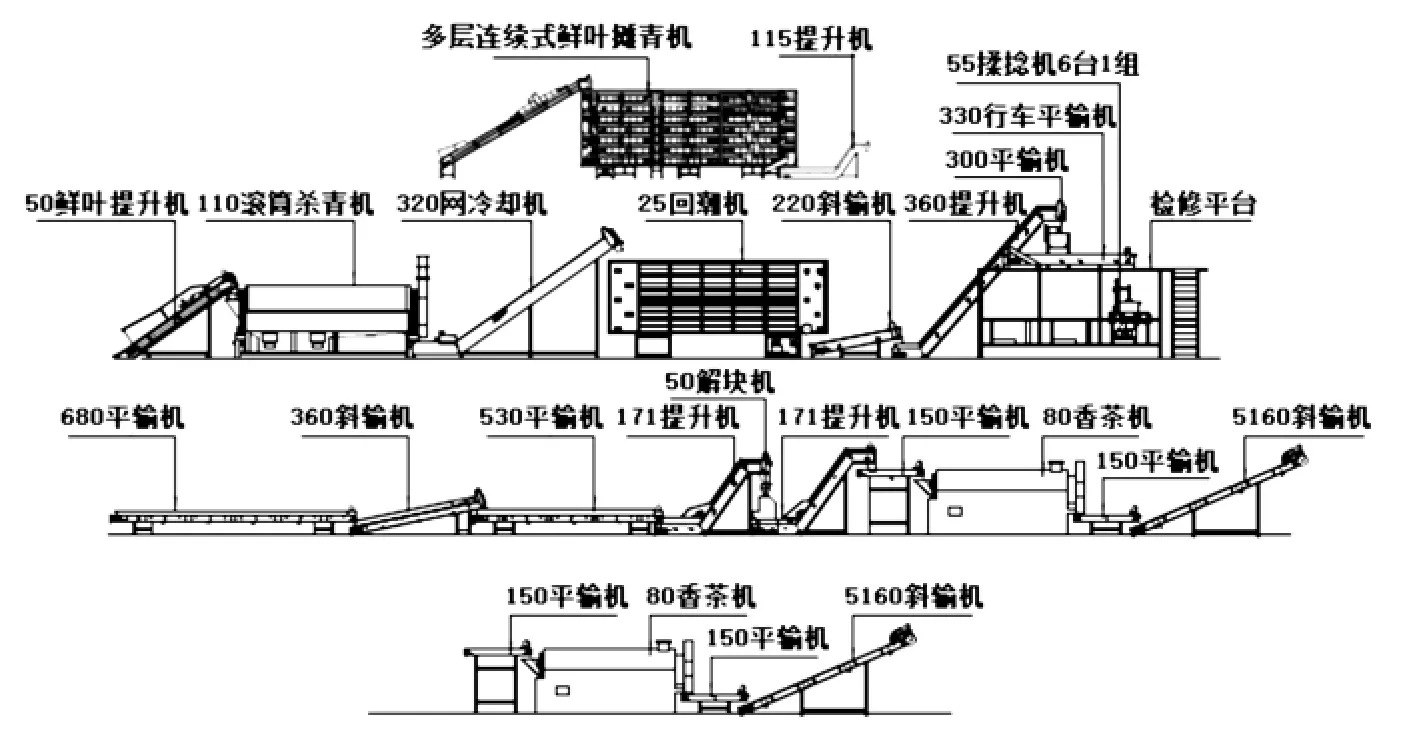
图1 香茶自动化加工生产线示意图Fig.1 Schematic diagram of automatic production line for fragrant tea
2 自动化生产线关键设备
香茶自动化加工生产线的性能良好,首要条件是保证关键单机的科学设计和优良质量。公司利用自身优势,采用激光程控剪板、卷板、机器人自动焊接、程控机床加工等现代手段,保证生产线配套关键设备的制造质量。香茶自动化加工生产线主要关键设备的技术性能特点如下。
2.1 多层连续式鲜叶摊青机
鲜叶摊放主机采用多层连续式鲜叶摊青机,可以是网带也可以是链板结构,每平方米有效摊叶面积可摊放鲜叶5~6 kg,摊放时间2~3 h。以此为依据推算生产线采用鲜叶摊放机的有效摊叶面积,并确定鲜叶摊青机的型号。6CTX-60型香茶自动化加工生产线配备的鲜叶摊青机,有效摊叶面积为100 m2;6CTX-120型香茶自动化加工生产线则配备总有效摊叶面积为200 m2的鲜叶摊青机。鲜叶摊青机前部配备斜式上叶输送带,出叶后配水平式输送带,用作与杀青机组的衔接,配套控制系统组成鲜叶摊放模块。
2.2 滚筒式杀青机和多层网带式茶叶摊凉回潮机
鲜叶杀青采用滚筒式杀青机,研究和使用表明,用于香茶杀青的滚筒杀青机,筒径较大者利于杀青叶的水蒸气散发,杀青品质良好。为此6CTX-60型香茶自动化加工生产线配套的杀青机有两种。一种是使用筒体直径为80 cm的6CS-80型滚筒杀青机,在正常杀青温度下可满足杀青生产率要求,并且杀青品质良好。另一种是筒体直径为110 cm的6CS-110型滚筒式杀青机,该机加工出的香茶产品,色泽更为绿翠。同时该机生产率较高,可在相对较低的筒壁温度情况下,满足生产线产量需求,从而延长了杀青机的使用寿命。
滚筒式杀青机前有上叶输送带将鲜叶送入筒体进行杀青,从筒体后端出叶处接装有若干轴流风机的斜式输送带,用于吹冷杀青叶,然后送入多层网带式茶叶摊凉回潮机进行回潮。回潮机的结构与自动式链板或网带式烘干机的结构相似,采用较多的为网带式结构形式。上述两种单机、输送设备和控制系统的科学配合,形成了杀青摊凉回潮模块。
2.3 揉捻解块机组
杀青叶的揉捻由4台6CR-65型、4台6CR-55型或6台6CR-45型揉捻机组成机组,以适应不同型号生产线的揉捻需求。揉捻机组通过控制系统的自动控制,由称量装置按每桶设定投叶量对杀青叶进行称重,并由输送带按程序对揉捻机先后按顺序投叶,自动关闭桶盖并实施先轻压后重加压,在设定时间内完成揉捻,自动出茶。揉捻叶通过振动槽和揉捻机下的输送机(680平输机、530平输机),被送往茶叶解块机进行解块,解块叶由输送带送往干燥工段进行干燥。通过揉捻机组、解块机、输送装置和控制系统的科学配套,构成了揉捻解块模块。
2.4 连续重复式滚筒式炒干机组
香茶自动化加工生产线的干燥工序,配备了串联的两套连续重复式滚筒炒干机组,与输送装置和自动控制系统组合形成两级炒干模块。主机结构与滚筒式杀青机相似,筒径为110 cm,并配套装有连续重复炒干用输送带。揉捻解块叶由上叶输送带先送入第一级滚筒炒干机组炒制,出叶后由循环输送机(5160斜输机)再回送到筒体前端,而后进入滚筒进行第二次炒干。第一级滚筒炒干机组炒制出叶后,经输送摊凉,再送入第二级滚筒炒干机组足干炒制,也是反复炒两次,直至完成香茶毛茶的加工。在控制系统控制下,依次逐桶定时、定量投叶,以避免不同程度炒干叶在滚筒中的混合。重复连续滚筒式炒干机组的供热形式有两种,两种供热形式的机型结构稍有不同。一种是炒干机炉灶配套生物燃料加热器直接对滚筒加热,茶叶在滚筒内由导叶板推动前进,并吸收筒壁热量,达到炒干目的;另一种配套以生物燃料为热源的热风炉,所产生的热风通过装置在筒体中心、壁上打孔的热风管送入筒体,热风与茶叶均匀接触而达到干燥目的。
3 香茶生产线操作技术要点
香茶自动化加工生产线操作技术要点如下。
3.1 鲜叶摊放
鲜叶摊放是制作香茶的一道重要工序,对香茶品质有重要影响。将采后鲜叶分类并及时送入鲜叶摊青机进行摊放。高档香茶鲜叶的摊放厚度为5~10 cm,中低档的香茶鲜叶摊放厚度为10~15 cm。摊叶时间为3~5 h。叶质变得柔软,鲜叶失重率在10%左右为适度。
3.2 鲜叶杀青
杀青工序对香茶品质的形成至关重要,如果杀青温度过低,会导致杀青叶出现红梗红叶,严重影响香茶品质;如果杀青温度过高,又会形成爆点或焦边,甚至还会产生烟焦味。香茶自动化加工生产线的杀青温度应设定在300~350℃之间,杀青时间设定在6~8 min之间。掌握嫩叶老杀,老叶嫩杀,杀透、杀匀的原则,不出现红梗红叶和焦叶。杀青叶叶色暗绿,叶面失去光泽,叶质柔软,梗折而不断,手握成团,稍有弹性,并且青草气散失,清香产生,含水率在55%~60%之间为适度。作业时应及时开启杀青机出茶口旁特设的风扇,利用冷风散热吹杂,促使杀青叶快速降温、散发水蒸气和吹去“黄片”。
3.3 揉捻解块
揉捻是香茶制作过程中不可缺少的工序之一,通过揉捻可破坏芽叶细胞,揉成条形,使部分叶细胞破裂,茶汁溢出,增进茶汤滋味。揉捻的过程先通过输送装置将冷却回潮的杀青叶输入揉捻机组,在控制系统控制下,依次逐桶定时、定量投叶并进行揉捻。通常6CR-45型揉捻机每桶投叶18~20 kg,6CR-55 型揉捻机每桶装叶 28~30 kg,6CR-65型揉捻机每桶投叶48~50 kg,以揉捻叶在桶内翻转自如为宜。揉捻时间,高档香茶应设定为50~60 min,其中轻揉 10~15 min,加压重揉 35~40 min,松压揉捻5 min,成条率达85%~90%,细胞破碎率达75%~80%。中低档香茶设定揉捻 80~120 min,其中轻揉 15~35 min,加压重揉 60~75 min,松压揉捻 5~10 min,成条率达 80%~85%,细胞破碎率达80%~85%。揉捻叶出叶后,送上解块分筛机及时解散茶团,筛去茶末。
3.4 二青滚毛坯及初步滚炒做形
将揉捻解块后的芽叶,通过输送带送入滚筒式炒干机进行滚二青及初步滚炒做形,加工叶随着滚筒的旋转一边前进,一边与筒壁或与热风管送入桶内的热风接触,挥发水分达到滚二青的目的。二青滚毛坯及初步滚炒做形的温度,高档香茶一般设定在120~140℃,时间为10~15 min,中低档香茶温度为 125~135℃,时间为 16~18 min,当滚炒至初步成“条状”外形,含水率达30%~35%时完成。
3.5 足干提香
完成滚二青的毛坯及初步滚炒做形的初炒叶出叶后,经输送摊凉后送入第二级滚筒式炒干机组进行足干炒制,也是反复炒制两次。炒制温度一般设定为100~120℃,时间为6~8 min。中档香茶直接炒至足干,成品茶含水率要求达到5.5%;高档香茶通过足干炒制后,再送入6CH-10型自动链板式茶叶烘干机进行提香,烘干机温度一般设定为 110~130℃,时间设定为 5~8 min,提香后的香茶成品茶含水率同样要求达到5.5%。
4 香茶自动化生产线的性能特点
实际应用表明香茶自动化生产线,具有以下性能特点:
(1)实现了全程作业的自动化控制。由于生产线配备了工业级PLC控制系统,且对整条生产线设置了总控制柜,并对关键单机设置了控制屏,既实现了对生产线实施整体控制,又可对关键单机实施控制。采用人机对话形式对生产线和各关键单机的各类作业参数进行设定和修改,从而满足香茶加工工艺要求,实现了香茶从鲜叶到成品茶连续化、自动化加工。
(2)提高了生产率。由于生产线实现了香茶的连续化、自动化加工,可比传统单机加工提高工效2~3倍。
(3)节约了操作用工和能源消耗,降低了生产成本。香茶生产连续化、自动化加工的实现,实现了真正意义上的“机器换人”,整条生产线仅需3~4人操作,比传统的单机加工减少操作用工60%以上。并且可节约制茶能源10%以上。统计和计算结果可至少降低30%生产成本。
(4)加工的茶叶产品品质良好,一致性好。香茶自动化加工生产线加工出的香茶产品,色泽翠绿油润,条形紧细。冲泡后,汤色绿黄清亮、滋味浓醇甘爽、叶底明绿完整。并且高档香茶具有淡雅花香,中低档香茶栗香显著,其色香味形各项品质指标均优于香茶标准要求,与传统的单机加工的香茶产品相比,茶叶品质有显著提高。
