RSB-D50C型并条机纺T 11.81 tex纱生产实践
2019-04-15田兰肖
田兰肖
(晋州市金阳纺织有限公司,河北 晋州 052260)
RSB-D50C型并条机是立达公司的新机型,其传动机构更加简捷,匀整长度比以前的机型有所缩短,且定量调整无需工艺齿轮,可在人机界面直接操作,方便快捷。为了使该机得到更好地应用,发挥其最优良的性能,笔者从原料选配和工艺参数等方面进行了优选。
1 优选试验条件
试验品种:环锭纺T 11.81 tex纱。
试验原料:洛化产涤纶1.33 dtex×38 mm,三房巷产涤纶1.33 dtex×38 mm。
工艺流程:简易清梳联流程→A186G型梳棉机→FA320A型并条机(头并)→RSB-D50C型并条机(二并)→FA472型粗纱机→FA502型细纱机→村田QPRO型自动络筒机。
试验方法:同台、同锭对比。
2 原料选配
在生产过程中,换筒时偶尔会出现堵天盘的问题,调节天盘速度、压辊张力和启动时间,效果不明显。经观察发现是由于原料蓬松所致,调整两厂原料排列配比,即每排6包洛化产涤纶和3包三房巷产涤纶,使得车间生活正常。这是因为原料蓬松时,条子的横截面积增大,设备启动提速后条子冲出圈条盘斜管边缘的概率增加所致[1],因此应选择开松度适当、静电小的原料。
3 工艺参数优选
3.1 预牵伸倍数
不同预牵伸倍数条件下,生产T 11.81 tex纱的成纱质量对比,见表1。
表1不同预牵伸倍数生产T11.81tex纱的成纱质量对比
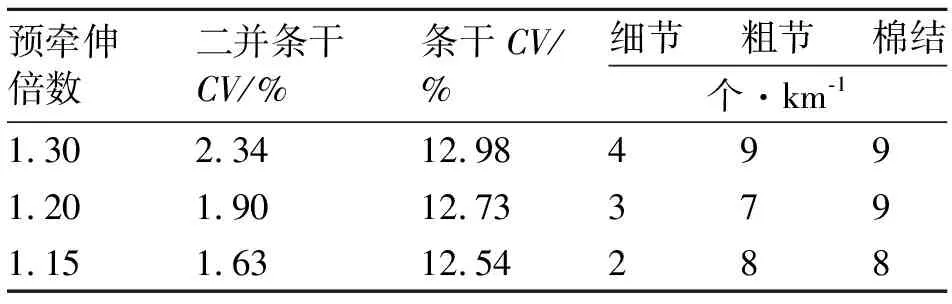
预牵伸倍数二并条干CV/%条干CV/%细节粗节棉结个·km-11.302.3412.984991.201.9012.733791.151.6312.54288
由表1可以看出,预牵伸倍数为1.15时,成纱质量指标较好;随着预牵伸倍数的增大,成纱指标呈下降趋势。
3.2 喂入张力牵伸倍数
不同喂入张力牵伸倍数时,生产T 11.81 tex纱的成纱质量对比见表2。
调节喂入张力会对条子的质量产生影响,由表2可以看出,当喂入张力牵伸倍数为0.98时,喂入棉条松弛;当喂入张力牵伸倍数为0.99时,棉条略有下垂;当喂入张力牵伸倍数为1.00时,棉条绷紧。综合可得,喂入张力牵伸倍数宜设置为0.99。
表2不同喂入张力牵伸倍数生产T11.81tex纱的成纱质量对比
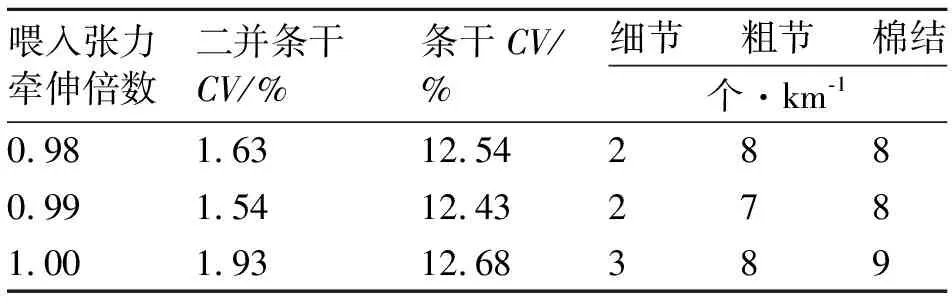
喂入张力牵伸倍数二并条干CV/%条干CV/%细节粗节棉结个·km-10.981.6312.542880.991.5412.432781.001.9312.68389
4 不同型号并条机成纱质量对比
在RSB-D221型和RSB-D50C型并条机上进行成纱试验对比,结果见表3。由表3可以看出,RSB-D50C型并条机成纱质量指标略优于RSB-D221型并条机。
表3不同型号并条机生产T11.81tex纱的成纱质量对比
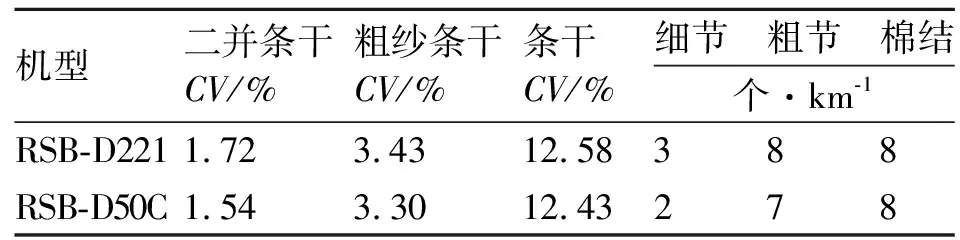
机型二并条干CV/%粗纱条干CV/%条干CV/%细节粗节棉结个·km-1RSB-D2211.723.4312.58388RSB-D50C1.543.3012.43278
5 结语
在生产T 11.81 tex纱的过程中,通过原料选配和工艺参数等的优选,如选择开松度适当、静电小的原料,预牵伸倍数为1.15,喂入张力牵伸倍数为0.99时,成纱质量指标较好,可使RSB-D50C型并条机发挥优良的性能。