餐厨垃圾固相物料与厨余垃圾混合中温厌氧消化工程中试研究
2019-04-13王冰洁王金辉黄怡然涂凌波黄安娜朱建林
王冰洁, 王金辉, 黄怡然, 涂凌波, 黄安娜, 朱建林
(1.宁波大学 建筑工程与环境学院, 浙江 宁波 315211; 2.宁波开诚生态技术有限公司, 浙江 宁波 315176)
餐厨垃圾俗称泔脚,主要来自于饭店、食堂等的剩菜剩饭,其特点是油脂、有机物、水分含量高,易酸化腐烂。采用厌氧方法对餐厨垃圾进行工业化处理过程中,需要对物料进行分拣、除砂、破碎、制浆、高温(80℃)蒸汽提油以及油-水-固三相分离等预处理[1-3],用以保证厌氧过程的稳定性并实现工业油脂回收。三相分离过程产生的液相物料总固体浓度(TS)<4%,通常进入湿式全混系统(CSTR)进行厌氧处理[4];固相物料TS>25%,适合于采用干式厌氧进行处理。但我们的前期研究表明,经工业化精细预处理过程后,餐厨垃圾固相物料已处于或基本完成水解酸化过程,其pH值4.0~4.5,C/N<11,而挥发性固体(VS)/TS已高达83%~89%,挥发性脂肪酸(VFA)高达6000 mg·L-1,且粒度小、粘度大、不透水、传质效果较差。因其pH值很低而VS和VFA很高,容易导致VFA累积而引起厌氧系统酸化;蒸汽提油过程导致物料中易溶性化学需氧量(COD)已大部分进入液相中,而固相物料的C/N很低,容易导致氨氮过高而抑制产甲烷过程[5],使得VS产气率及产气中甲烷含量较低。
相对餐厨垃圾固相物料而言,厨余垃圾因未经烹饪而油脂含量较低,因此其预处理通常无高温蒸汽提油及三相分离等工序;物料具有较高的C/N和TS,较低的pH值和VFA,其均质性差,水解酸化较慢[6-7]。将餐厨垃圾固相物料与厨余垃圾进行混合厌氧消化,有可能增强厌氧系统抗酸化能力、提高产气性能及系统运行的稳定性[6,8,9]。但餐厨垃圾固相物料与厨余垃圾进行混合干式厌氧在国内还几乎没有工程应用实例,因此有必要通过工程中试研究此类混合物料在厌氧消化过程中的特征。
本文进行了餐厨垃圾固相物料与厨余垃圾的混合物料的厌氧共消化工程中试研究,其主要目的是试图缓解单一餐厨垃圾固相物料干式厌氧消化工程中试中出现的C/N低、VFA易积累及系统运行不稳定等问题。试验在单一餐厨垃圾固相物料厌氧消化试验的基础上进行,研究了混合物料有机负荷(OLR)变化对系统产沼气能力、处理效果和系统运行稳定性的影响,以期为餐厨垃圾固相物料与厨余垃圾混合厌氧消化的工程应用提供技术支持。
1 材料与方法
1.1 试验材料
餐厨垃圾固相物料(S1)来自宁波开诚生态技术有限公司餐厨垃圾处理生产线(250 t·d-1),经滤水、人工分拣、除砂、破碎、制浆、高温提油、三相分离等工序处理产生;厨余垃圾(S2)来自于该公司厨余垃圾处理中试生产线(100 t·d-1),经滤水、人工分拣、破碎等预处理工艺所得;接种污泥取自该公司2500 m3CSTR中温厌氧发酵罐中的厌氧污泥。餐厨垃圾、厨余垃圾和接种污泥性质见表1。

表1 餐厨垃圾固相物料、厨余垃圾、接种污泥性质
1.2 试验装置
试验装置为自行设计制造的全混式反应器。其有效容积为4 m3,罐体由两层钢板卷制焊接而成,内设搅拌装置,周身缠有加热带并覆盖保温材料以维持中温条件,配置密闭性好的绞龙装置以满足进出料要求。罐体及相关设备固定于钢架结构的试验平台(见图1)。
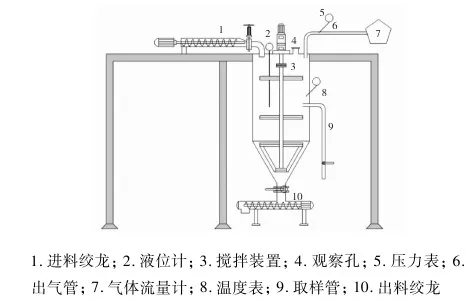
1.进料绞龙; 2.液位计; 3.搅拌装置; 4.观察孔; 5.压力表; 6.出气管; 7.气体流量计; 8.温度表; 9.取样管; 10.出料绞龙图1 试验装置示意图
1.3 试验方法
试验分两阶段进行。第1阶段进料为S1。试验以湿法启动,温度设定为35℃。采用半连续式进料,即每天定时定量分批进料,每批进料量控制在20~30 kg。
试验开始时数天不出料,待罐内液位达到规定液位时每天出料,出料量以维持罐内液位恒定为原则。通过分阶段增加进料量,使OLR由24 kg·d-1逐步提高至80 kg·d-1,此阶段容积产气量逐步提升并达到最大值,继续增加OLR,容积产气量呈下降趋势,直至OLR增至115 kg·d-1时,pH值连续下降、产气效果显著降低,甲烷含量降至38.4%,停止进料。
停止进料后若干天,待其产气能力和产甲烷能力恢复后启动第2阶段的共消化试验,其进料为S1与S2的混合物料S3。由于S2包含大量杂质,均匀性差,VS和COD的测量误差大,故OLR进料以质量为单位表示。考虑S2杂质较多易堵塞试验装置出料口,因此控制混合物料S3中S1和S2的质量比为2∶1。第1阶段研究结果表明,进料量80 kg·d-1为最佳OLR。因此,本阶段试验启动时S3的OLR控制在80 kg·d-1。为便于与S1试验各相应OLR进行对比研究,随后的OLR增加至100 kg·d-1和120 kg·d-1。
1.4 分析方法
氨氮以纳氏试剂分光光度法测定;VFA以蒸馏滴定法测定;COD用COD快速测定仪(连华科技5B-3A型)测定;pH值用智能型酸度计(虹益PHS-3C)测定;TS和VS以烘干称重法测定[10];沼气体积通过排水法确定[11];甲烷含量用沼气分析仪(Geotech GA2000plus)测定;碱度以酸碱指示剂法测定。
2 结果与讨论
2.1 不同原料沼气产率比较分析
进料为S1时的容积产气率及气体甲烷含量变化如图2所示。OLR=80 kg·d-1(HRT=50 d)时,容积产气率趋于稳定并维持于1.95~2.10 m3·m-3d-1,其均值为2.02 m3·m-3d-1;气体甲烷含量约为61.1%。增加OLR至100 kg·d-1,由于OLR过大,VFA快速积累,底物抑制明显,容积产气率下降至1.92 m3·m-3d-1,气体甲烷含量降低至55%。当OLR=115 kg·d-1时,虽然容积产气率回升至2.02 m3·m-3d-1,但甲烷含量降至38.4%,显示系统面临崩溃危险。从容积产气率、气体甲烷含量等方面综合考虑,OLR=80 kg·d-1(HRT=50 d)为最佳运行工况。
进料为S3时的容积产气率及气体甲烷含量变化如图3所示。当OLR由80 kg·d-1提升至100 kg·d-1时,平均容积产气率由2.11 m3·m-3d-1升高至2.13 m3·m-3d-1,甲烷含量亦由61.9%升高至63.0%。增加OLR到120 kg·d-1约10 d内,容积产气率出现明显下降,但经约1周时间的调整期后,平均容积产气率逐步回升,其平均值升至2.3 m3·m-3d-1,甲烷含量达到63.8%,且仍有上升趋势。说明系统内产甲烷微生物能够适应OLR的增加,产甲烷活性逐渐增强。这可能是由于S2分解速率较S1慢且本身VFA较低,不易引起VFA的积累,与S1混合后降低了VFA快速积累的风险,因此当OLR达到120 kg·d-1时仍具有良好的产气性能。
试验结束时,向系统中单独投加S2,OLR为120 kg·d-1,连续运行7天。此时系统产气能力显著下降,容积产气率仅为0.75 m3·m-3d-1,甲烷含量仅有21.2%。主要原因可能是S2杂质含量高,有机物含量少,水解酸化速度慢,导致产气效率低。
S1,S2,S3这3种物料产气情况对比如表2所示。日进料量相同情况下,S3较S1具有更高的容积产气率和气体甲烷含量,S1的容积产气率及甲烷含量均高于S2,而S3各项指标又明显优于S1。当OLR为120 kg·d-1时,S3的容积产气率和气体甲烷含量等指标仍维持较高水平,其平均值分别为2.3 m3·m-3d-1,63.8%,OLR仍可继续提高;而单一物料S1单独厌氧消化时,在OLR超过80 kg·d-1后,气体甲烷含量即出现下降。从日处理量及气体甲烷含量考虑,混合物料S3比单一物料S1的厌氧消化性能明显具有较大优势。
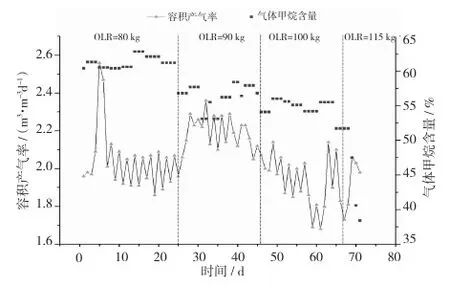
图2 单一餐厨垃圾固相物料S1容积产气率和气体甲烷含量的变化
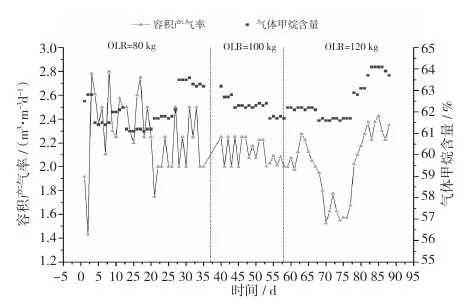
图3 混合物料S3容积产气率和气体甲烷含量的变化
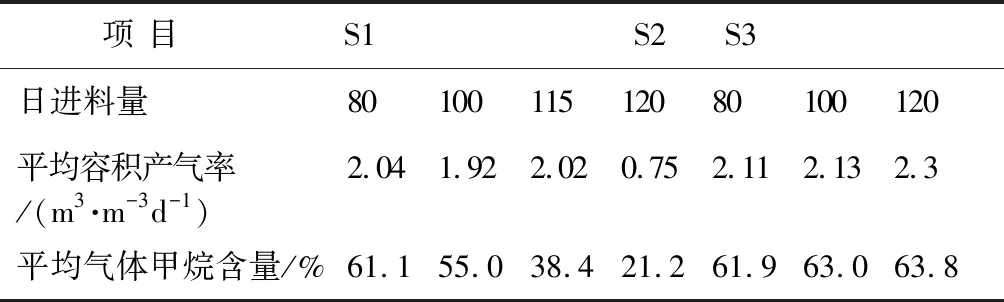
项 目 S1 S2 S3 日进料量8010011512080100120平均容积产气率/(m3·m-3d-1)2.041.922.020.752.112.132.3平均气体甲烷含量/%61.155.038.421.261.963.063.8
2.2 不同原料有机物去除及pH值比较分析
以S1为进料时,OLR由80 kg·d-1增加到115 kg·d-1的试验过程共持续71天,加入S1物料的TS总量为1736.1 kg,根据每日出料TS的实测浓度及出料量计算,出料中的TS总量为105.28 kg,由此计算出试验消化的TS总量为1593.3 kg,TS去除率达91.77%。而以S3为进料时,OLR从80 kg·d-1增加到120 kg·d-1的试验过程共持续84天,加入固相物料的TS总量为2241 kg,出料中的TS总量为216.71 kg,由此计算出试验消化的TS总量为2024.3 kg,TS去除率达90.33%。如图4和图5所示,试验过程中TS增长缓慢,进料为S1时TS仅由3.47%上升至结束时的5.43%,而进料为S3时TS由5.12%提升至7.97%。两者增长速率大致相同。说明系统对此类物料的TS有较好的去除效果。
出料COD如图4和图5所示。S1出料COD从35.285 g·L-1增加到了46.78 g·L-1,而S3试验过程中出料COD由试验开始时的41.96 g·L-1增加至最高的114.38 g·L-1。单一物料S1与混合物料S3的出料COD整体上均呈增加趋势,但混合物料S3增加幅度明显高于单一物料S1,且很不稳定,其主要原因是厨余垃圾均质性差且包含大量不易分解的杂质。
试验过程的pH值变化如图4和图5所示。pH值是厌氧消化反应的一个重要因素[12],通常认为产甲烷阶段pH值应稳定在7.2~8.2之间[13]。图4和图5显示,试验过程中pH值基本维持在7.5以上,未出现明显波动。说明系统的抗酸化缓冲能力较好。
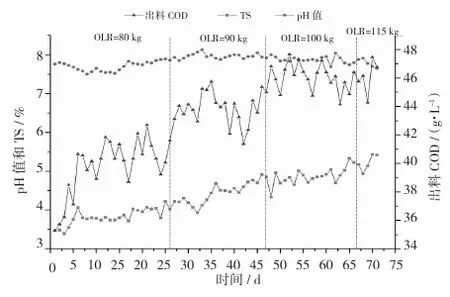
图4 单一物料出料COD,TS及pH值的变化
3 结论
(1)餐厨垃圾固相物料S1厌氧消化最佳运行工况为OLR=80 kg·d-1,停留时间HRT=50 d;平均容积产气率约为2.02 m3·m-3d-1,气体甲烷含量约为61.1%。若继续增大OLR,沼气产率和甲烷含量持续下降;特别是当OLR增至115 kg·d-1时,甲烷含量降至38.4%,面临崩溃风险。
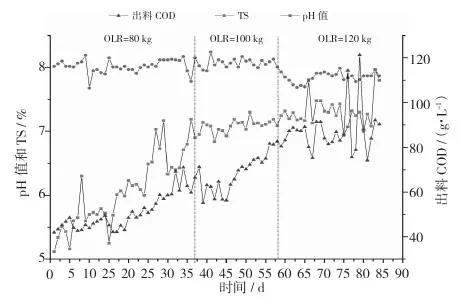
图5 混合物料出料COD,TS及pH值的变化
(2)由餐厨垃圾固相物料S1与厨余垃圾S2以质量比为2∶1组成混合物料S3进行共消化时,容积产气率和气体甲烷含量均高于同等OLR条件下S1的相应结果。当OLR=120 kg·d-1,稳定时的平均容积产气率为2.30 m3·m-3d-1,平均气体甲烷含量为63.8%。
(3)当OLR=120 kg·d-1左右时,S1,S2,S3的平均容积产气率分别为2.02,0.75,2.3 m3·m-3d-1,平均气体甲烷含量分别为38.4%,21.2%,63.8%。说明进料量相同或相近时等,S3效果最好,S2效果最差。
(4)餐厨垃圾固相物料与厨余垃圾混合厌氧消化处理能够提高对餐厨垃圾固相物料的处理能力,改善其厌氧消化性能,但两种物料最佳混合比例有待进一步研究。
