汽轮发电机液压联轴螺栓安装注意问题
2019-04-10孙启利
孙启利
摘 要:随着我国电力事业的发展,汽轮发电机组向着大功率发展,汽轮机联轴器尺寸越来越大,联轴螺栓的拆装一直困扰着电厂安装及检修工作,转子联轴器螺栓装配与拆卸愈加困难,在拆卸中易发生螺栓咬伤、损坏严重等问题。当前,国外大型发电机组普遍采用了液压式螺栓,有效解决了联轴器螺栓拆装的难题,近几年国内发电机组也逐步推广使用液压螺栓。随着汽轮发电机向着功率发展,汽轮机联轴器液压式连接螺栓也日趋国产化,液压螺栓既满足了汽轮发电机组大扭矩传递的要求,安拆采用液压工具,也为安装和日常检修提供了便利。为更好地掌握该类型螺栓的装配技术,该文对螺栓装配过程中注意的问题进行介绍和总结。
关键词:液压联轴螺栓 汽轮发电机组 装配
中图分类号:TM31 文献标识码:A 文章编号:1672-3791(2019)12(b)-0061-02
与普通联轴螺栓相比,液压联螺栓通过锥套的膨胀使联轴螺栓与法兰孔间形成过盈配合,用在大型连接法兰之间产生稳定的刚性连接,从而可使螺栓通过传递剪切力来传递扭矩。液压联螺栓传递扭矩与功率更直接、可靠性更好。同时,安装和拆卸过程全部由液压力来控制,操作可靠准确,极大地简便了安装和拆卸过程。通过多个工程的安拆实践,对该螺栓的安装工艺进行了总结,提炼出了一些应注意的问题。
1 安装工艺及原理
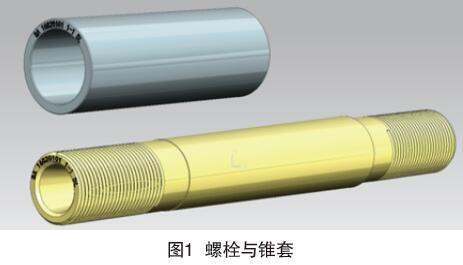
液压联轴螺栓的两端带有内外螺纹,中间是带有锥度的螺杆,螺杆上配有一个内径带相应锥度的膨胀衬套,与另外两个螺母组成了一套联轴螺栓,衬套外圆为圆柱型,并且根据与螺孔的间隙配合要求设定了其尺寸,满足在确定的液压拉力下,衬套膨胀到预期状态,以达到与螺栓孔形成预期的过盈配合量。螺栓与锥套如图1所示。
液压螺栓连同螺栓锥套穿进螺栓孔后,采用液压顶紧装置使锥套牢固地套在螺栓上,产生一个轴向力使得锥套在弹性范围内径向在胀大,消除与螺栓孔之间的径向间隙,实现过盈配合。当轴向力卸去后,锥套恢复为原加工尺寸,方便拆卸。在紧固或者松开螺栓过程中,也使用液压螺栓拉伸装置控制螺栓,然后手动拧紧或松开螺栓,使螺栓保持一定的预紧力。由于操作过程全部采用液压装置,便于控制,也节省了人力。
2 注意问题
2.1 保持零部件清洁
装配前,必须检查零件的清洁度,使用有机溶剂清洁螺栓及所有部件,去除防护零件出厂时带的保护涂层。用稀释的矿物油润滑所有部件,包括衬套内表面,然后揩干。仔细检查法兰的螺栓孔(以及其间隔件)确保没有尖锐的边缘和毛刺。装配前必须清洁所有的孔和法兰面,并揩干。
拆卸前,确保螺纹部位无锈蚀和油迹,并进行清洁和润滑。拆除时,注意保护螺栓和衬套的锥面防止任何损坏。任何刮伤或表面损伤都可能会影响注油法拆卸。螺栓拆卸后,必须对螺栓和衬套的锥形面进行清洁、防腐蚀处理并小心存放。必须保证螺栓孔及液压螺栓各接触面的清洁,特别是不能有硬质异物的存在,以免施压后引起接触面局部变形,从而影响液压螺栓的使用效果。锥形面区域的任何损伤都可对注油法拆卸造成影响。
2.2 锥套的配车和称重
锥套加工必须精确,控制公差和粗糙度,例如:螺栓孔直径-(0.05~0.08)mm、圆度0.02mm、直线度0.02mm、表面粗糙度 Ra1.6;车削前,应检查车床、芯轴及量具等,是否满足加工精度要求;芯轴和锥套锥面配合必须清洁无异物,并施加一定轴向力使配合面贴紧,以免锥面配合不充分,车削过程中打滑,导致锥面拉毛;由于锥套是按螺栓孔照配,尺寸可能不一样,最终重量也会不一样,所以必须对整套螺栓称重并形成记录。
2.3 注意螺栓的安装方向
螺栓及锥套安装端都有厂商代号、批号、材料代号及序号等出厂标识。安装端为螺栓锥段小端、锥套的厚壁端。同时,胀紧动作必须在安装端操作,不能把方向搞混,以免损坏胀紧环;拆卸环拆卸动作必须在非安装端操作。但是预紧动作两端都可以操作。
2.4 工具的使用
安装前检查各工具,确保能够正常工作。例如,装拆过程中,务必保证拉杆锥螺纹与螺栓锥螺纹正确旋合,否则将导致拉杆锥螺纹损坏,注意拉杆与螺栓锥螺纹连接无需用扳手加力拧紧。同时必须保证其余各工具之间的位置正确。
2.5 胀紧环的使用和胀紧
胀紧环有基本型和可调型。可调型在使用前应调节好定位长度,确保螺栓在螺栓孔中居中安装;胀紧环定位面与联轴器端面贴合,安装过程中若因震动引起的偏离,应消除后继续加压。胀紧时,不安装螺母。如果安装端螺母也安装了,则必须保证螺母与联轴器端面至少保留10mm 的间隙,以确保螺母不会影响螺栓的轴向移动。
2.5.1 螺栓的预紧
预紧前必须检查螺栓孔端面是否平整,保证螺栓孔端面平整。如果端面不平整,预紧后会引起螺母端面局部变形,从而影响拆卸。同时,每套螺栓预紧螺母时,螺母的旋转量应基本一致的,如发现螺母旋转量异常,应检查处理后再操作。
2.5.2 注油法拆卸
注油杆安装时,仅需用扳手稍微加力,可避免密封面漏油及注油杆难拆卸等问题。但必须强调的是注油法拆卸时,两端的螺母严禁完全移除。拆卸时,螺栓和锥套分开的瞬间,会释放很大的液压能,产生冲击,若没有两端螺母阻挡,螺栓或锥套会飞出螺栓孔,引发安全事故;拆卸时,有巨大噪音,人员需离开液压螺栓2m以上,同时螺栓轴向禁止驻留。
3 结语
汽轮发电机组联轴器安拆是电厂安装和检修的常规项目,液压螺栓的使用既提高了工作效能,也提高了安装精度。在实际应用中,要充分了解作业工序和工艺流程,关注在工具使用中的细节,熟悉操作方法,以达到事半功倍的效果。
参考文献
[1] 周礼泉.大功率汽轮机检修[M].北京:中国电力出版社,1997.
[2] 西安电力学校.大功率汽轮机设备及运行[M].北京:电力工业出版社,1980.
[3] 史进渊,邓志成,杨宇,等.大功率汽轮机叶轮輪缘传热系数的研究[J].动力工程学报,2007,27(2):153-156.
[4] 颜尚君,李录平,周曙明,等.大功率汽轮机末级轮盘-叶片结构接触状态有限元分析[J].汽轮机技术,2018(3):185-188.
