在不规则曲面上孔系的加工方法分析
2019-04-04邱新华
邱新华
(深圳技师学院,广东 深圳 518040)
在传统的数控加工中,一般用立式加工中心来完成工件的铣削加工,利用传统的立式加工中心对不规则曲面上的孔系进行加工时还需要单独设计制作工装夹具,在完成同一个平面的孔加工后需要人为的进行角度的变化才能进行其他孔的加工,但是利用多轴联动数控机床能够实现一次装夹完成全部不规则布局的孔的加工,大大提高了效率和质量。
1 在不规则曲面上的孔在加工中存在的问题
如图1所示,要在零件的椭圆形侧壁上进行?6孔系的钻削(铣削)加工,在机械加工中有很多种方法,可以使用普通的台式钻床,数控铣床等设备。由于是在曲面上进行孔加工,会出现几个主要的问题,比如:孔径变大,孔的垂直度误差过大,孔的重复定位误差大等问题。另外,在加工中以加工成本为出发点,此规格孔系是盲孔切底部为平底,孔直径较小,因此在实际加工中对孔的尺寸精度控制,形位公差控制都要在安排工艺时有
所考量,按照要求来完成孔系的加工,因此需要考虑在实际加工中的工艺,包含工量刀具的配套以及单件加工时间,以控制加工总本。
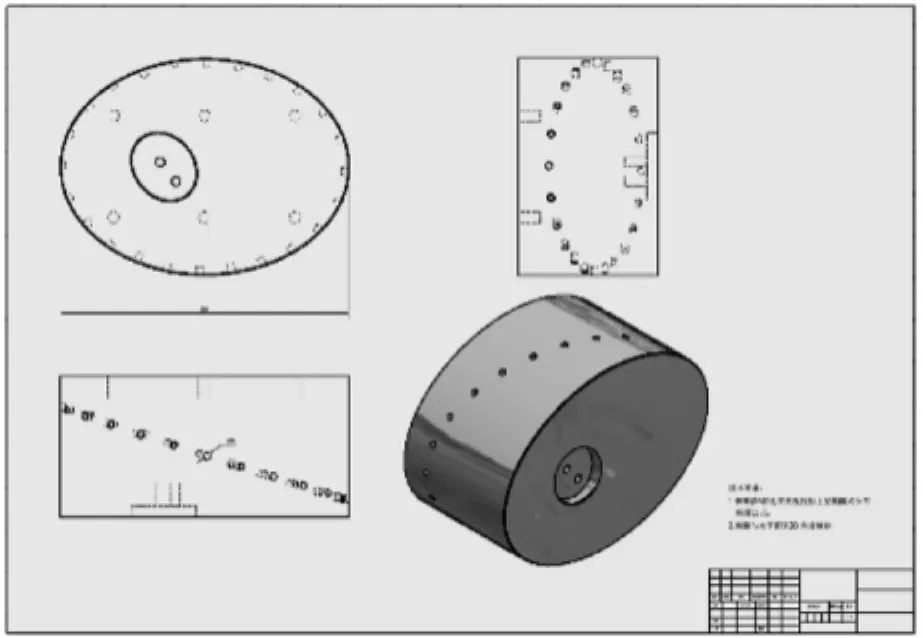
图1
2 采用传统方法在钻床上进行钻削加工
第一个方案是采用普通台式钻床进行钻削加工。根据以上问题分析,如采用钻床进行钻孔加工,工序的安排基本为:划线—打点(定位)—钻孔—扩孔。如果在加工中出现打定位点时出现滑位,还需要进行小平面加工,在进行打点加工。传统的在台式钻床上进行在不规则曲面上孔系的加工,在进行操作时会碰到很多问题。比如:在钻削时如何限制工件的自由度来保证加工时工件不位移,在解决这个问题的方法上主要是采用额外制作的辅助定位工具或夹具的方法。所以导致工艺繁琐,工序过于复杂,准备时间较长,加工时操作又不灵活。根据以上分析,使用普通的钻床进行钻削加工的时间过长,加工质量较低,成本较高。
3 使用三轴联动数控铣床进行铣削加工
在此类案例中,最大的问题就是在不规则的曲面上进行孔的加工所引发的一系列问题,如采用普通的铣床进行加工,碰到的问题和在普通的钻床上进行钻孔加工所碰到的问题是一样的,根据分析,我们尝试使用三轴联动数控铣床对其进行加工。由于数控铣床同样不具备自动转动角度的功能,因此需要制作一个辅助的工具来实现一次安装实现多孔加工的功能。和在普通铣床上进行加工一样,在数控铣床上一样要对工件进行摆动角度来完成孔系的加工,因此在我们设计并制作一个辅助支架,如图2所示。由于是在不规则曲面上进行加工,因此支架上装配定位轴的孔面上需要标示隔空的角度位置,以便能够在完成前一个孔的加工后快速转动相应的角度进行下一个孔的加工。而角度的计算可以在制作支架时利用数学知识进行计算,如有必要可以直接使用建模软件进行标注直接得出角度值。由于是在三轴数控铣床上进行加工,因此在确定好工件坐标系后,还需要计算出不同孔在XOY平面上的Y轴上的位移量,利用手工编程编写程序进行加工,如果采用软件自动编程方式,只需要确定好工件的加工坐标系即可由软件自动生成Y轴的坐标点来进行加工。综上所述,采用数控铣床进行加工相对于普通的钻床和普通的铣床,虽然也需要制作辅助夹具,但是已经大大缩短了加工时间,而且是采用平底圆柱立铣刀进行直接的铣削加工,不需要进行打点(定位点)处理,加工工序简化,加工精度明显提高。
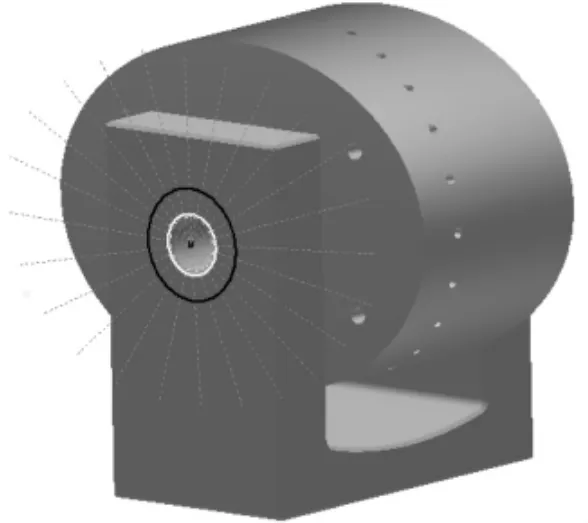
图2
4 优化方案——采用多轴联动机床加工
采用三轴联动数控铣床对不规则曲面上的孔系进行加工能够完全满足加工的要求,完成质量高,对操作人员所必须掌握的加工技能和知识的要求也有所提高,但是加工操作相对于普通的机床设备是更易于操作的。尽管如此,使用三轴数控铣床加工同样需要在加工前期设计并制作一个辅助支架进行工装来完成孔系的加工,前期的加工准备期过长,在现今的加工技术条件下中市场中的竞争力是不强的。所以我们在制订工艺时同时要考虑缩短加工准备期,缩短单价的整个加工周期,在保证质量的同时要提高产量。
如图3所示是五轴五联动数控加工中心,绕X轴和Z轴旋转的两旋转轴+和C+能在实际加工中根据需要实现联动旋转从而完成复杂曲面的加工,也能够根据需要完成定点定角度的铣削加工动作,使得许多需要多次拆装,多件配合的零部件实现一次工装完成大部分加工、产品设计也能够按最优化的方案减少零件装配从而减少系统的装配误差等良好的效果。在本文案例中,运用多轴联动加
工机床可以更加优化加工工艺,其在机床上的定位简图如图4所示,对比采用三轴联动数控铣床,明显不需要辅助支架,大大减少了前期设计和制作辅助支架的时间。
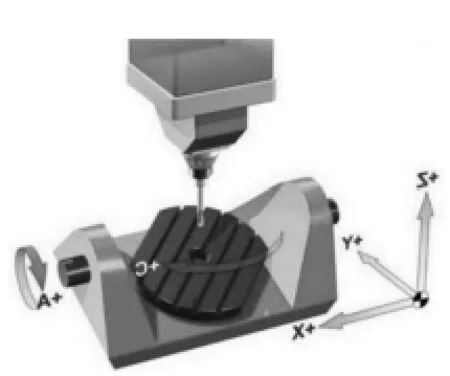
图3

图4
采用多轴联动加工机床可以很好的解决传统加工工艺所存在的问题,但是对人员 的要求更高了,要求操作生产的人员的专业 技能水平更高和理论知识的深度广度更高。
在此案例中,不规则曲面上的孔系如采用多轴联动加工机床加工,如果采用手工编程,编程工作量较大,容易出错,这就需要操作人员熟练掌握使用软件来进行自动编程和完善。在此次案例中,我们采用现在企业使用率较高的一款自动编程软件来生成多轴机床的加工刀路,并通过后处理程序生成程序,并按照实际机床的要求对程序进行修改,在进行仿真模拟确认无误后进行了试切削加工。刀路及试切件如图5及图6所示。
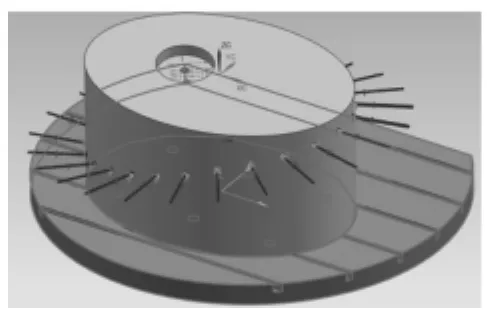
图5
图6
5 结语
在不规则曲面,特别是复杂的不规则曲面上进行规格不同孔系的加工,传统加工技术在当今的高效率市场环境已经远远无法满足要求,采用高新技术,能够在保证加工质量的同时提高生产率,而且还能减少资源的浪费。针对此类案例,我们的先进多轴机床还能够进行二次开发,加装在线监测硬件和软件,能够在不进行拆装的情况下完成在线检测,并执行二次返修工作,进一步提升了产品的质量和效率。机械加工的方式方法是多样的,我们需要结合先进的加工工艺,整合有利的资源,利用最小的资源做出最大的效益,就需要我们发挥人的优势,提高理论和技能水平才促进机械加工的向前发展。