基于STM32F4 嵌入式的剑杆织机控制系统设计
2019-04-03叶太强沈小其梁艺荧
叶太强,何 勇,沈小其,梁艺荧
(东华大学 机械工程学院,上海201620)
剑杆织机属于无梭织机[1],具有功能完善、产品适应范围广、织物质量优量、生产率高等优点,对纺织行业的发展有着举足轻重的作用[2]。目前,意大利、德国、日本产剑杆织机处于领先地位,我国则主要生产并出口中低端剑杆织机,国产少部分高端机型在控制精确性、可靠性与稳定性方面,与国外相比仍差距明显[3]。因此,研发高性能的剑杆织机是国产剑杆织机行业研发的重点[4]。
控制系统是高性能剑杆织机的核心。通常情况下,用于工业控制的控制器有PLC、工控机和单片机[5]。PLC 和工控机可靠性高,属于在单片机基础上针对工业环境的二次开发,成本较高;单片机控制系统,内核小,专用性强,具备系统实时性高、开发难度简单等优点,因此在工业中得到广泛使用[6-7]。此外,单片机嵌入式系统,可移植性好,可以根据具体工作需求修改,能高效解决生产中的问题。
在此,设计了一种基于STM32F4 控制器的剑杆织机控制系统。该系统具有成本低、实时性好、抗干扰能力强、可靠性高的优点,满足600 r/min 转速下稳定生产的能力。
1 剑杆织机设计方案
剑杆织机利用开口、引纬、打纬、送经和卷曲运动[8]等五大运动来形成织物。控制系统利用主轴角度协调五大运动,主轴旋转1 周为1 个织造周期[9]。根据各自的运动角度,剑杆织机依次完成开口、引纬、打纬运动,同时通过送经和卷曲运动来保证织造动作的连续性。
控制系统采用基于STM32F4 系列单片机的双核架构。CPU1 为系统控制核心,负责协调五大运动,布匹工艺参数传输,电子多臂控制,人机界面、经纱张力控制,各类异常错误的处理,伺服电机控制,等。CPU2 为系统辅佐控制器,负责主轴角度的检测、经纱张力检测、断纬断经检测、频闪仪以及辅佐织造信号的控制。CPU1 与CPU2 通过双口RAM进行数据交换。系统的设计方案如图1 所示。
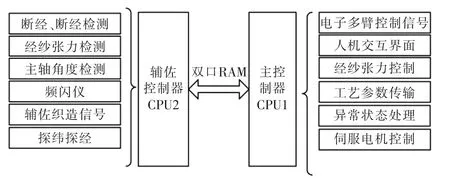
图1 剑杆织机控制系统设计方案Fig.1 Design scheme of rapier loom control system
2 控制系统硬件设计
依据织物织造原理和信号流向,结合模块化思想,把整个剑杆织机控制系统分为五大子系统:主控子系统、输入子系统、输出子系统、电源子系统和制动离合子系统。剑杆织机控制系统的硬件结构如图2 所示。各个子系统之间通过上下母板实现电气连接,采用光电隔离实现可靠传输。

图2 剑杆织机硬件结构框图Fig.2 Rapier loom hardware structure block diagram
1)主控子系统 控制系统核心,主要负责协调各个子系统之间的通讯,解析织造工艺数据,监控运行状态,并于人机交互屏通讯等。硬件电路设计主要包括数据存储模块、电源模块、显示屏控制模块、USB 接口、键盘接口电路、掉电复位模块和RS232,RS485,CAN,工业以太网等通讯接口模块、时钟电路、电子送经驱动信号、电子卷取驱动信号等。
2)输入子系统 作为辅助控制器主要对各个输入信号进行采集分析。包括主轴角度信号模块、断经检测、断纬检测、经纱张力检测、探纬探经检测、频闪仪以及一系列的辅助织造信号。得益于绝对式编码器,织造过程中主轴角度能保持异常停车后的连续性,可以有效避免“开车痕”。通过中断的方式传递主轴信号,以减少CPU2 芯片资源占用,提高系统实时性。同时利用此中断信号驱动频闪仪采集织机运转速度,提高织机运转的准确性。
3)输出子系统 根据主控子系统控制指令,在输出子系统中完成指令的解读,从而驱动相应的执行机构完成织造;包括状态指示灯输出、储纬器控制输出、电子多臂信号、选色信号、慢速电机驱动以及一系列辅佐信号;并利用LM331 电压频率转换模块检测输出的制动离合电压大小,其原理如图3所示。

图3 电压频率转换模块检测Fig.3 Voltage frequency conversion module detection
CEL为制动离合反馈回来的电压值,其范围为0~15 V,途径电压频率转换模块,根据

即可获得与之对应频率的波形,将该波形输入单片机捕获比较器进行计数,可以得到刹车力度值。
4)电源子系统 总输入为380 V,50 Hz 交流电,根据每个子系统电源要求,电源子系统分配电源。在供电接口处,并联与电压匹配的瞬态抑制二极管与压敏电阻,以降低浪涌冲击的影响[10]。为提高电源子系统抗干扰能力,在各自子系统电路板上,于2个不同电源地平面边界之间,每隔(30/Fmax)m 的距离(其中Fmax为电源地之间的最高频率,MHz),利用0 Ω 电阻和0.01 μF 滤波电容相间排列,桥接2 个不同电源地[11-13]。
5)制动离合子系统 主要为大电流、高电压的电磁离合信号,包括倒车齿式离合驱动、慢速离合驱动、主电机离合驱动等。
6)人机交互 采用威纶通公司的TK6071IQ 触摸屏。其界面可以实时显示织机织造角度与织造状态、生产参数等信息。同时,支持手动更改织造参数菜单,支持按键点动开车、异常故障报警和双键急停等功能。人机交互主界面如图4 所示。

图4 人机交互主界面Fig.4 Human-computer interaction main interface
3 控制系统的软件设计
剑杆织机控制系统的主要任务是实现子系统的管理和织造运动的时序,在此采用FreeRTOS 实时操作系统,并设计了系统任务模块、通讯任务模块和定时器服务中断任务模块等3 个主要任务模块。其中,定时服务中断任务模块是织机生产的基础,用于实现快速织造、慢速定位停车、断纬处理、断经处理和异常报警处理这五大织造状态的切换。系统利用定时器中断,每隔5 ms 产生1 次中断,并根据织造情况更新状态标志变量RUN 的值,通过检测到的RUN 值实现任务散转。在各自的运动状态下,操作系统调度相应的织造任务入口函数,同时向人机交互屏显示织造参数。系统织造状态切换示意如图5 所示。
其中,快速织造为剑杆织机核心生产状态,控制系统根据不同的织造材料,调用不同的主轴角度中断链表,协调各个运动机构的动作。快速织造状态下的织机系统织造流程如图6 所示。
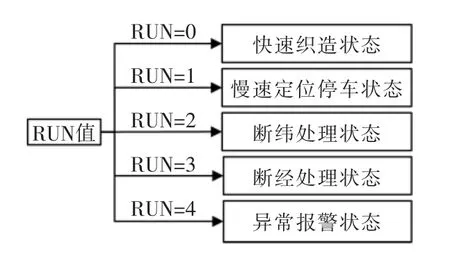
图5 系统织造状态切换Fig.5 System weaving state switching

图6 剑杆织机系统初始化流程Fig.6 Rapier loom system initialization flow chart
在快速织造状态下系统首先进行变量的初始化,接着根据布料的织造要求设置相关参数,再读入输入子系统相关信号,经解析之后,判断各类参数是否异常。若异常,置相关标志位,并调用相应的异常处理模块。在配置好各类织造参数的基础上,调用快速织造主轴角度表,并驱动相应电机,同时向屏幕显示织机状态,控制相应指示灯,如此循环反复保证连续织造。
4 测试与分析
主控系统开发环境为KEIL5 MDK,基于C 语言开发的系统。控制系统硬件测试平台如图7 所示。

图7 主控系统硬件测试平台Fig.7 Main control system hardware test platform
4.1 系统通讯测试
利用人机交互屏和串口打印测试结果。经测试,RS232 通讯正常;RS485 与人机交互屏幕正常通讯;U 盘能良好读写FAT32 文件; 利用控制器的CAN1 通道,在环回模式下也能实现自收自发,说明CAN 设计良好。在以太网调试中,用网线将主控系统的RJ45 接口与PC 网口相连,设置好本地协议属性后,用Windows 操作系统的ping 命令监控以太网通讯,结果如图8 所示。
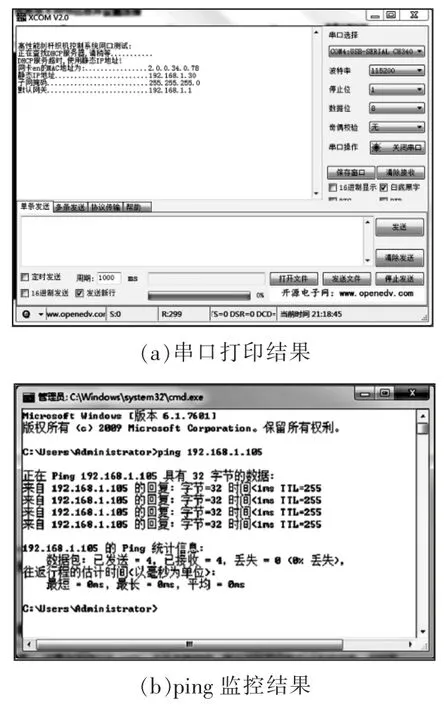
图8 工业以太网验证输出Fig.8 Industrial Ethernet verification output
通过图8(a)串口窗口中可以获得网口相关信息,包括网口IP,MAC,子关掩码及网关等;在图8(b)ping 命令窗口中,网口通讯数据包发送量等于接收量,以及零丢失的情况。由此证明系统通讯功能良好。
4.2 系统测量精度测试
往输出子系统电压频率转换模块输入端分别输入1 V 和2 V 电压,通过示波器来检测转换精度。示波器采集模块输出端波形如图9 所示。
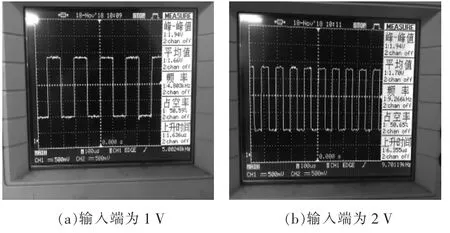
图9 刹车力度采集模块输出波形Fig.9 Brake force acquisition module output waveform
由图9(a)可得,电压输入端为1 V 时,频率为4.803 kHz,而理论频率为4.78 kHz,误差约为0.5%;由图9(b)可得,输入端电压为2 V 时,信号频率为9.366 kHz,理论频率为9.56 kHz,误差约为2.0%。由此证明系统能准确采集刹车力度值。
4.3 抗干扰测试
通过往主控子系统板外接杂波较大的电源模块以测试其抗干扰能力。具体测试结果如图10所示。

图10 外置电源与主控子系统电源波形Fig.10 External power supply and power waveform of main control subsystem
由图10(a)得到的外部电源波形杂乱、频率无章;经过处理之后的结果如图10(b)所示,即外部干扰信号得到了很明显的过滤与净化。同时,电磁干扰频率约为6.406 MHz,符合德国规定的IEC BS 800 标准——电源频率范围为10 kHz~30 MHz[14],证明抗干扰设计良好。
5 结语
剑杆织机作为关键纺织设备之一,拥有自主研发而高端剑杆织机,对我国成为纺织业强国有着重要意义。设计了一种基于双核STM32F4 系列单片机嵌入式剑杆织机控制系统。该系统具有成本低、实时性好、移植性好,可靠性强等特点。通过利用模块化设计思想,划分硬件控制系统,更易于系统功能的扩展和配置。软件上采用FreeRTOS 嵌入式实时操作系统,在确定系统实时性的同时,增强了系统工作效率。经测试,该系统在织机为600 r/min 转速下运行稳定,对国产剑杆织机的高性能与可靠性的提升具有指导意义。
