尾矿行车无人智能化改造
2019-03-28诸华清
诸华清
(江西铜业集团有限公司 贵溪冶炼厂,江西 贵溪 335424)
1 引言
江西铜业贵溪冶炼厂选矿车间年处理冶炼炉渣160万t,每天产出尾矿5500t左右,通过汽车和火车运输,销售至各水泥生产厂家作为水泥生产原料,车间原有3台10t有人驾驶尾矿行车,完成每天产出的尾矿倒运及火车装车任务,工人劳动强度大,装车数量已至极限,装车精度达不到要求,现场环境有噪音、粉尘伤害,库区内火车装运和汽车装运同时进行,作业场所环境复杂,安全风险高等问题。随着企业发展面临人力资源成本的上升、减员增效的压力,一些劳动强度大、环境对劳动者有职业伤害的特种作业岗位出现人员紧张态势,因此,尾矿行车实现无人化、智能化升级改造既实现减员增效,提升安全保障,又顺应国家提出的2025计划即智能化工厂发展的新趋势。
2 尾矿行车升级改造目标
通过智能控制软件和智能识别系统对尾矿行车进行整体升级改造,改造完成后可以提升现场作业安全,实现行车无人化智能化作业,提高行车装车效率和装车精度,同时,系统能自动生成并存储装车信息、库存管理的日报、月报功能。由于原有行车使用年限达15年,行车机电配置较低,且已近报废期限,改造时新购3台新行车淘汰原有就行车。该改造项目为边生产边改造,且改造过程调试时间较长,方案制定时必须考虑到生产连续性,故分两次更换淘汰原有行车,因此,新行车仍保留了本地操作室人工驾驶操作,考虑智能化后行车使用过程需要点检、维护及维修,改造后除实现全自动无人智能化作业,也可切换至本地操作室人工驾驶操作,或在远控操作中心操作台上的任务终端工控机选择指令,通过操作台手柄按钮等对尾矿行车进行操作,便于点检和维修人员安全上行车进行点检和维修作业[1]。
3 智能化行车系统概要
智能化行车系统是指通过将行车机上操作模式改造为智能化系统远程无人化智能化运行,同时具备远程人工控制功能[2]。通过在行车上安装先进的传感器,诸如激光扫描仪,激光测距仪,编码尺等设备,实时采集数据,经过计算机系统的运算,形成空间立体坐标系,实现行车定位精确控制,再由计算机模型系统,智能计算、智能决策生成行车作业指令,实现无人化智能化行车系统,即实现行车由人工驾驶转化成了计算机智能控制。
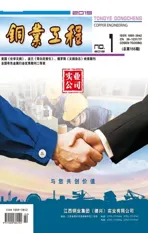
无人行车网路架构图见图1。每台行车大梁上安装有3台激光扫描仪,行车上电气室内配置有机上PLC及防摇工控机,机上与地面通讯采用5.8G无线网络,现场还安装有安全从站PLC,负责现场安全门的管理。服务器及控制终端放置在中央控制室内[3]。
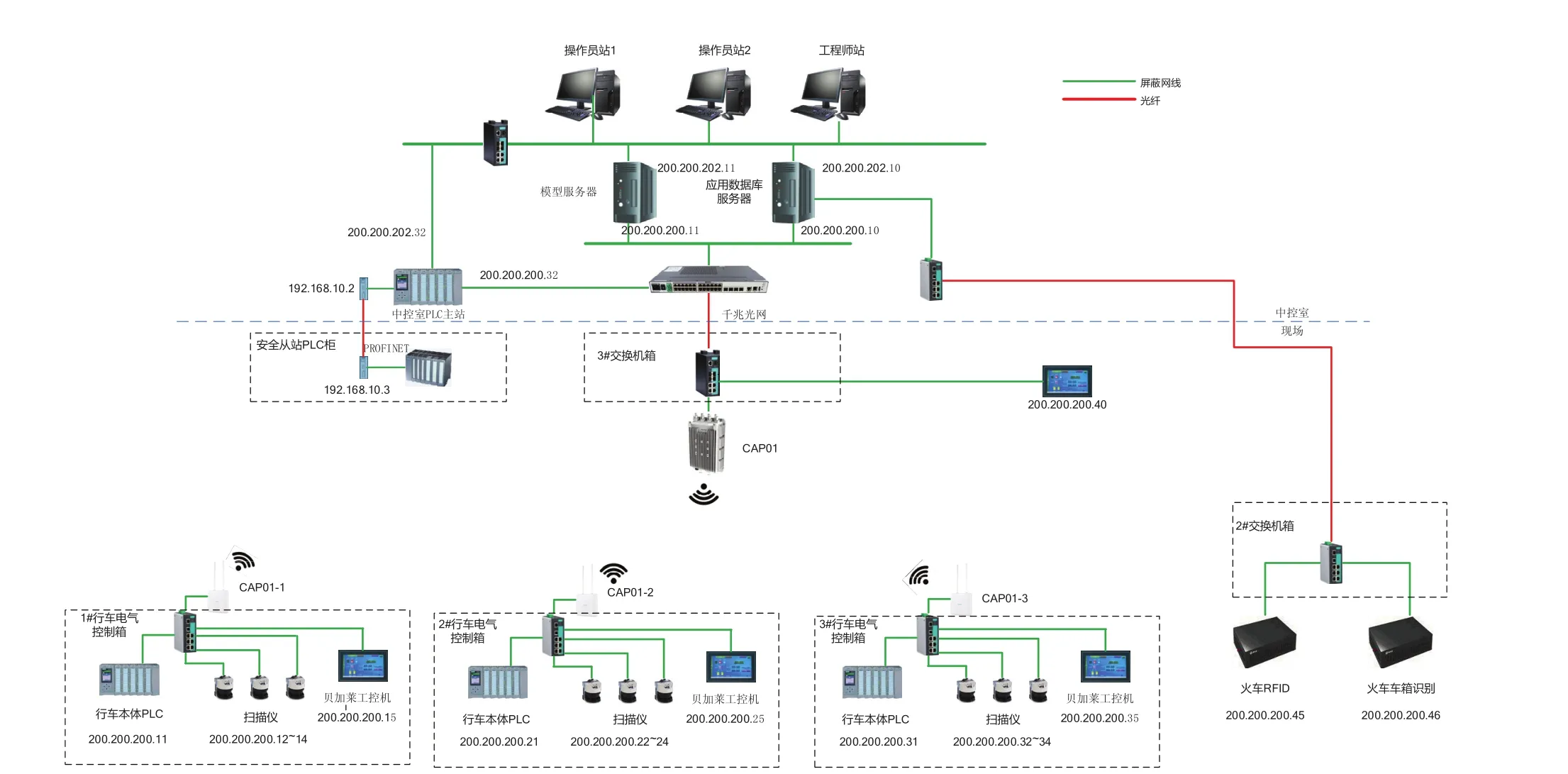
图1 网路结构图
4 无人行车硬件构成
无人行车硬件系统主要由四大系统组成,分别是“主机系统”、“终端系统”、“行车定位系统”及“智能识别系统”。主机系统是系统核心,起到了运算、建模、决策等功能;终端系统是人机交互界面,把无人化行车的运行情况展现出来;行车定位系统是实现行车精确控制;智能识别系统负责采集现场信息,将信息汇总给主机系统。
4.1 主机系统
主机系统是无人化行车系统的核心系统,包括图像处理服务器和应用、数据主控服务器,内部集成无人化行车过程控制系统软件、矿位仿真处理软件及与行车PLC系统、主控远程PLC系统的通讯软件,它负责数据通讯、信号接收发送和参数计算修正等重要工作,以此建立了1套完整的系统内部通讯网络[4]。
无人行车系统共配置2台服务器,1台应用及数据库服务器,1台图像处理服务器,全部放置在中控计算机房的服务器机柜内。所有服务器都选用64位Windows2008操作系统,图像处理服务器用于无人化系统中所安装的所有激光扫描仪的激光数据采集和换算;应用、数据库服务器用于运行行车无人化系统的应用程序,采用DB2数据库来存储、管理和控制数据。
应用与数据库服务器、图像处理服务器、中控PLC控制器进行数据通信,读取图像处理服务器数据,并用于料堆三维成像及显示、模型计算。服务器硬盘采用RAID磁盘阵列冗余配置,数据磁盘配置成RAID5,以兼顾服务器磁盘的数据安全和空间利用率。
4.2 终端系统
无人行车系统操作终端采用5台高性能的PC机,部署在中控室及火车装车平台上。火车装车平台部署1台触摸屏一体机终端,便于现场人员使用,各终端通过网络系统连接至中控电气室。两台便携式终端用于日常维护。系统的网络采用标准的快速以太网(10/100Mbps)体系结构。
4.3 行车定位系统
无人行车定位系统采用编码尺与激光测距装置并行的冗余设置,在大小车上安装有编码尺,通过编码尺精确定位行车位置,用于无人化系统控制。编码尺具有抗干扰强,定位精度高等优点。同时辅以激光测距仪,该设备主要用于行车间的防碰撞测距,起到软件防碰撞后的第二道保护作用,激光测距仪具有响应快速,定位精准等优点,尤其装车作业过程中,对于定位精度要求极高,避免了作业过程中抓斗和车厢碰撞引起的安全隐患。抓斗控制系统中采用了绝对值编码器,分别安装于起升卷筒与开闭卷筒上,通过编码器的换算,实时计算抓斗高度及开度,用于抓斗控制,如深挖、四绳平衡等。即编码尺、激光测距、绝对值编码器共同构成了行车定位系统,形成了空间坐标系,起到面向散料抓斗行车的精确控制[5]。
4.4 智能识别系统
尾矿库区、陶瓷过滤机卸料口和铁路火车智能识别采用激光扫描与机器视觉识别相辅助的方式。每台行车上设置激光扫描仪、工业视频设备,扫描料场后生成料场图形,计算分析后为智能控制系统作业提供依据。通过安装在行车上的3台激光扫描仪实时扫描整个尾矿作业场地,一台用于陶瓷过滤机卸料口扫描,实时反馈卸料口高度;一台用于尾矿库区扫描,生成实时图像,用于模型系统生成三维库区图像,精确计算行车作业中的取料点及落料点;最后一台用于火车车皮的扫描,生成火车车皮三维模型,用于计算火车装车过程中精确的装车坐标,执行装车指令。
5 无人行车软件系统架构
5.1 系统架构及层次软件说明
无人行车软件系统架构采用基于PC和PC Server的client/Server体系结构。系统方案采用业界流行、符合技术发展趋势的三层架构技术,由后台的数据库应用服务器及其相对应的数据库软件和中间件软件组成高可靠、高性能和扩展性强的系统,以确保系统在大用户量访问下系统的稳定性和快速响应能力。系统应用要满足前后工序顺序、连续生产的需要,实时性要求非常强,后台采用企业级数据库软件,系统的前端采用 GUI 图形界面,界面友好,操作方便。应用数据库服务器的操作系统采用Windows 2008 Server,数据库系统采用广泛使用的DB2关系数据库。应用程序的开发使用Microsoft Visual Studio 2012,符合开放的业界标准,具有先进性、灵活性、高效性、稳定性、安全性、可维护性等特点。
客户机采用性能可靠的高中档PC机,以便保证性能可靠和画面显示的响应速度。客户机端操作系统采用Windows 7 Professional,使用Microsoft Visual Studio 2012 和IBM公司的DB2关系数据库进行人机交互界面应用的开发。
5.2 应用功能总体说明
无人行车应用系统包含了多模块,主要由“无人化控制系统”、“PLC控制系统”、“火车识别系统”、“安全防护系统”和“工业视屏系统”五部分组成。“无人化控制系统”又称“过程控制计算机系统”,主要负责计算、决策行车作业指令;“PLC控制系统”又称“基础自动化控制系统”,该系统负责分解并执行行车指令;“火车识别系统”,负责提供入场火车信息用于装车作业指导;“安全防护系统”和“工业视屏系统”共同构筑了安全及监控管理辅助。
5.2.1 无人化行车控制系统
无人行车控制系统主要包含“抓取作业规划模块”、“库区三维成像模块”、“料场布库模块”、“称重控制模块”、“防摇控制模块”、“车皮识别模块”、“装车作业模块”、“库区管理模块”、“行车调度管理模块”、“行车冲突管理模块”、“行车作业跟踪管理”、“行车作业实际管理”、“行车作业模式管理”等,功能如下:
(1)抓取作业规划模块。
通过安装在行车上靠卸料口端的激光扫描仪,实时扫描识别尾矿库区及过滤机卸料口尾矿堆存量,矿堆扫描系统自动识别,当过滤机尾矿堆存量达到设定位置时,行车自动启动进行倒运,系统根据扫描结果,通知三维成像模块,模块计算出最优抓取点,反馈给抓取作业模块,行车按最优抓取点及路径进行抓取作业。
(1)库区料堆三维成像模块。
通过安装在行车中间的激光扫描仪进行料堆三维数据采集[6],形成三维图形,计算料堆位置及料堆高度和堆宽,并规划抓取、存放点和大小车移动路径策略提供给料场布库模块。当需要装车作业时,计算抓斗抓取点和抓取路径规划,实现自动装车作业。
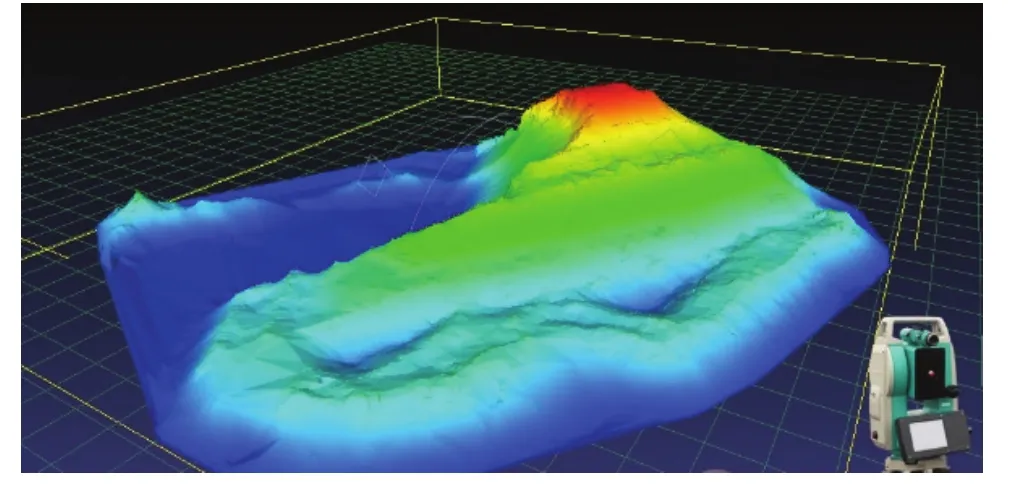
图2 库区料位三维扫描成像
(3)料场布库模块。
分析倒运布库作业计划内容并通知库区料堆三维成像系统,计算堆料的起始、终止地址,确定布库模式,计算完成后生成行车布库控制指令,选择最优分配行车执行。抓取作业完成后,根据扫描仪扫描的图形结果,由库区料场三维成像模块统计当前库存剩余空间及本次抓斗放料量,分析落料位置,避免单堆过高或过低,提升空间利用率,达到库区效率最大化。
(4)称重控制模块。
行车装车时每次抓完料进入火车皮上方,系统自动称重,卸矿后再次称重,系统自动计算两次差值,即净重值,并做一次累积计算,直至火车载重额定值负1吨以内,停止该节车皮装车,转入下节车皮装车。称重控制系统除在监控中心记录外,在每台行车驾驶室内设置显示记录,可人工本地驾驶装车作业。
(5)防摇视觉识别控制模块。
采用闭环防摇的方式,变频器驱动电机牵引大、小车在轨道上运动,在对行车大、小车运行速度控制的基础上,通过增加抓斗摆角的检测反馈,设定控制曲线进行补偿从而实现平稳高速行走。
图3 抓斗防摇原理图
(6)车皮识别模块。
读取火车车皮底部中梁上的电子标签(TAG),获取电子标签内部存储器中的车号信息和车皮编组信息,自动计算出整列火车车皮编组情况。通过读取列车位置定位信息指导行车大车自动运行到车皮上方并进行装卸作业[7]。通过安装在行车上的激光扫描仪,扫描装载车辆的轮廓外形,利用车皮特征值数据,计算车皮中心位置,实现车皮实时高精度定位,生成相应三维图像,用于计算装车策略及防碰撞识别,并将上述信息反馈系统服务器。装车时系统根据扫描结果统计当前装载车皮剩余空间及当前抓斗放料量,分析落料位置,避免单堆过高或过低,为装车作业模块提供生产作业指导。
(7)装车作业模块。
①装车信息流向。火车装车作业由火车识别系统发起,通过RFID及视觉识别,系统将自动识别驶入尾矿库区的火车车皮,将火车车皮信息通过网络数据接口发送至数据库,由HMI界面进行读取访问,展现在操作终端上。HMI界面通过网络通讯及数据接口,将人工确认后的火车信息,新产业作业状态等信息发送给后台无人化控制系统,用于装车指令及倒运区域判定。三维模型通过数据接口,将扫描成像后的计算抓取策略的数据发送给无人化控制系统。再由无人化控制系统进行指令下达,由PLC控制系统进行指令执行[8]。
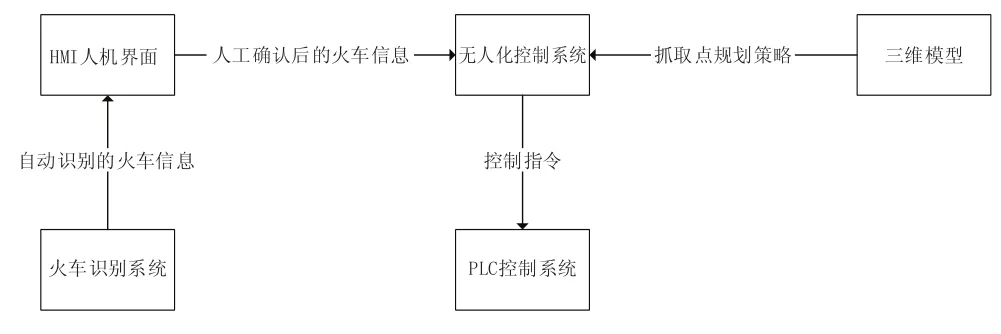
图4 信息流向示意
②装车作业控制流程。
(a)负责接收/生成装车作业计划指令,判定执行最优任务的行车;
(b)指令生成后,待车皮识别模块确认火车停到位完毕;
(c)自动对火车皮进行激光扫描,将扫描数据发送给火车形状识别模块;
(d)采用库区料堆三维成像模块计算的最优抓取策略进行抓取作业;
(e)执行抓取作业同时激光扫描仪会实时储存扫描结果,用于提供下一次抓料作业计算使用;
(f)抓取完成后,通过采集抓斗称重仪的数据,送予火车形状识别模块进行分析计算,装车形状识别模块会根据已经扫描成像的三维图形,判断是否为空车或已经装有物料的车进行图像识别及计算,自动执行生成的最优装车指令;
(g)在装车过程中扫描仪实时记录扫描结果,提供给装车形状识别模块进行下一次装车计算;循环执行4至7步骤直至接近车皮额定值;
(h)装车作业量接近车皮额定值要求,系统计算剩余装在量,根据剩余装载量,决定最后抓取一斗量,动态调整最后一抓重量,确定抓斗抓取量和剩余装载量之间的误差在整个车载允许误差范围之内。
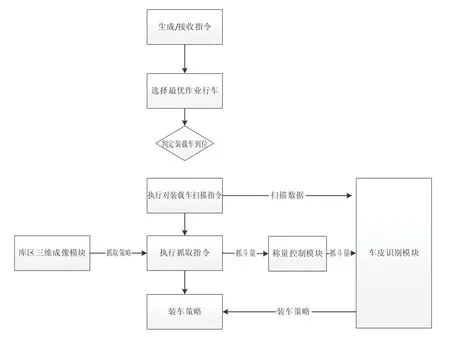
图5 装车作业控制流程
(8)库区管理模块
①负责将作业区域划将划分为三个作业区域,汽车只在白天装车,白天不包含汽车装车区域,行车在抓料过程中,禁止驶入汽车装料区;
②晚间汽车不装车,系统将整个库区划分为三个作业区域,即包含汽车装车区域,行车可以驶入汽车装料区进行数据采集、抓料和倒运作业;
③提供料堆信息管理,第一次启动的时候,行车扫描采集划分区域内的物料堆料数据,将数据传输给服务器,通过服务器内定制的数据算法,将整个堆场的物料数据进行处理和拼接,拟合出整个料场的物料信息,并计算出最佳抓料点,汽车装料区在白天不进行数据采集、抓料和倒运作业;
④提供故障报警页面,当行车出现故障时能及时诊断故障类型,存储故障记录,并报警提示,故障记录能长期保存;
⑤当某台行车出现故障报警或其他特殊情况时,能立即停止该行车所有动作,进入锁定状态等待人工排除故障,此时其他行车仍可自动作业并避让;
⑥生成当日库存状况,记录并保存;
⑦系统保存车皮装载的历史信息,自动生成装车日报、月报;
⑧预留与工厂智能网络的对接的接口,实现数据交互传送。
(9)行车调度管理。行车调度管理主要包括作业区域划分、作业任务分配功能和作业任务分配优先级。
①作业区域划分。根据行车的主要作业区域事先确定规则,进行库区的划分,作为任务分配的基础。
②作业任务分配优先级。作业任务或经过分割后的作业任务均可被任意一部行车执行完成,作业任务需要进行类别划分,并为可以执行作业任务的行车划分分配优先级,分配优先级可按照实际作业情况划分。当作业区域行车空闲时,优先为其分配任务队列中该行车优先级最高的任务。
(10)作业任务分配。作业任务指令队列分为三种:待执行指令队列、执行中指令队列及已完成指令队列。作业任务分配过程中考虑到有些作业任务有优先级,需要将待执行的作业任务指令进行排序。
(11)行车冲突管理。在多部行车同时作业时,根据行车当前的状态,任务优先级低的行车避让任务优先级高的行车。
(12)行车作业跟踪管理。
实时跟踪所有行车作业的情况。实时获取行车的大车、小车位置、抓斗高度、行车的设备状态、行车操作模式等信息,作为行车跟踪监控的数据基础,在行车运行过程中,系统将详细记录相关信息。
(13)作业实绩管理。接收并保存行车指令的执行实绩。
(14)作业模式管理。行车作业模式分为自动模式、半自动模式、人工驾驶模式和监控室远程驾驶模式,初始模式为人工模式。

表1 行车作业模式
5.3 无人化PLC控制系统设计
设计行车控制程序,适应无人化控制需求。在机上手动操作基础上增加无人化控制程序。
(1)大车无人化控制模块,根据目标值控制大车行驶,涉及的连锁与机上控制相同,并针对无人化特点增加相应连锁保护。
(2)小车无人化控制模块,根据目标值控制小车行驶,涉及的连锁与机上控制相同,并针对无人化特点增加相应连锁保护。
(3)抓斗无人化控制模块,根据要求控制抓斗升降、抓斗开合,辅助抓斗防倾控制。
(4)抓斗防摇辅助控制模块,根据防摇控制器计算结果,控制行车运行状况。
(5)新增仪表采集模块
(6)中控PLC通讯及数据处理传输模块
(7)行车防撞,根据激光防撞信号,对行车进行减速、停机等控制,并通过大车位置数据,优化防撞。
5.4 火车识别系统设计
火车识别系统通过RFID,针对移动车辆自动识别的专业设备,主要用于自动采集车辆信息,是实现对车辆实时跟踪管理的关键设备。
系统可实时准确地识别铁路机车车号,车辆车号、编码等相关信息,以及列车进入或驶出编组站的车辆编组信息。它对提高铁路机车、车辆的利用率以及运输管理现代化水平有着极其重要的作用。
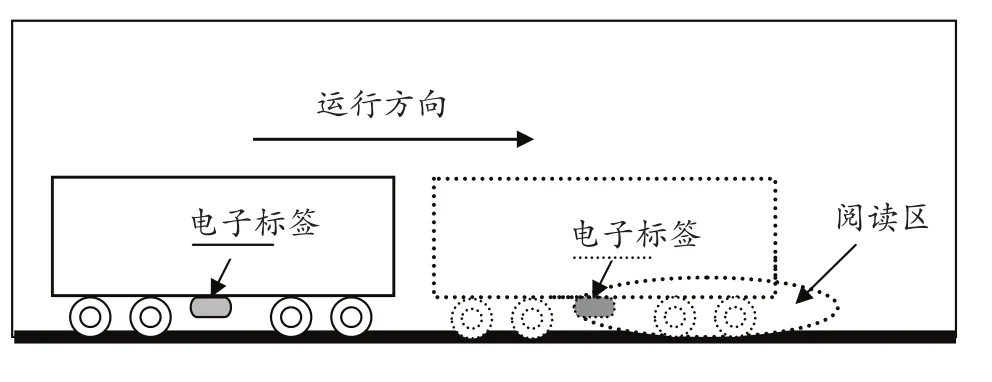
图6 系统原理
5.5 工业监控视频系统设计
5.5.1 系统构成及工作原理
工业监控视频系统主要由前端系统、传输系统、控制中心三个主要部分组成,实现对图像信号的采集、显示、分配、切换、触发控制、记录和重放等基本功能。

图7 视频监控系统组成图
前端由带变焦镜头彩色摄像机、全方位云台、摄像机安装立杆等组成,是整个系统的眼睛。视频信号传输系统由视频同轴电缆、光纤、光端机等组成。近距离、机房内使用视频电缆,远距离使用光纤和光端机。监控中心是整个系统的核心,是实现整个系统功能的指挥中心。其主要功能为:视频信号分配、图像信号的切换、图像信号的记录、摄像机及其辅助部件(如镜头、云台)的遥控。对于系统功能的控制操作可通过控制键盘来实现[9]。
5.5.2 系统设计
整个库区设计一套视频监控系统,实现对全库区的监控[10]。
操作人员通过监控屏画面可以察看库区情况以及行车的运行情况。视频监控系统具备多画面显示,可对所有画面进行固定分配显示,确保对各个区域进行跟踪监控。
每台监视器显示四幅或九幅画面,采集的图像,通过硬盘录像机做统一存储,满足一个月的存储需求。
5.6 安全管理与警示系统
根据无人全自动行车的要求,为了保证作业区的安全生产,在作业区设置安全管理与警示措施。主要用于封闭区域的安全管理、车辆通道安全管理。
5.6.1 封闭区域管理
人员进入封闭区域时,需按下开门按钮,发送开门请求给主机系统。待行车作业完成后,接收到主机系统发送的允许开门指令,设置开门信号。人员离开封闭区域时,安全门关闭,发送门关闭信号通知给主机系统。
5.6.2 设备连锁管理
发送设备连锁/解锁请求给行车控制系统;连锁反馈并发送主控制系统[12]。
6 HMI人机交互界面部分说明
根据实际需要,默认设置了四类登入用户,分别是管理员、中控(操作工)、卡车(新产业)和火车(京九物流)。不同用户登入,所看到的界面以及所获取的权限不同。其中,管理员拥有该操作系统的最高权限,可对主界面和操作界面进行查看和操作,还能对其他用户信息进行管理。京九物流用户只有确认火车装卸的权限,新产业用户只有查看卡车作业的权限,操作工可查看当前装车模式以及火车装卸的权限。
7 结束语
江西铜业贵溪冶炼厂选矿车间无人化行车成功改造实现了尾矿库区无人化作业,既将行车单机机上驾驶作业改变成中控值守监视,降低了劳动强度,改善了工作环境,实现减员增效目标,提高了生产效率,提升了选矿车间的自动化程度。同时,又解决了尾矿库区多部门复杂作业环境下安全问题。该项目的成功实施在同类行业具有领先性及示范性意义。