基于EPLAN软件平台的控制柜设计和生产流程优化研究
2019-03-23覃政李元庆
覃政 李元庆


制造业彰显着一个国家的综合实力和技术水平,也推动着我国的经济发展。德国于2013年提出了“工业4.0”的概念,希望在工业信息化时代的制造业领域占领先机。在党的十六大报告中,我国第一次提出“以信息化带动工业化,以工业化促进信息化”。在此基础上,十七大报告提出“促进信息化与工业化融合,走新型工业化道路”。在国务院印发的《中国制造2025》中部署了全面推进实施制造强国战略。根据规划,通过“三步走”实现制造强国的战略目标,其中第一步,即到2025年迈入制造强国行列。“智能制造”被定位为中国制造的主攻方向。对于中国的制造业厂商,从传统的生产方式向信息化、智能化和服务化的生产方式转型势在必行。
拥有30多年历史的EPLAN公司,始终致力于为制造企业提供高效的軟件平台,在企业发展过程中,积累了诸多人才和行业经验。EPLAN软件平台自动化的应用可以覆盖从概念设计、基础设计、详细设计和生产制造直至产品维护的整个产品生命周期。它立足于数字化设计、采用机电一体化的协同设计和生产模式,帮助传统制造企业持续优化生产流程,推动企业向智能制造的方向发展。
一、传统控制柜设计和生产流程
1、传统的控制柜设计流程
控制柜的设计到生产流程如图1所示。在控制柜的生产初始阶段,工程师需要在了解技术协议以后确定项目的整体框架,并完成关键设备选型,此阶段可称作基础设计。在此基础上,通过反复和客户沟通确认,完成产品的详细设计。详细设计的内容包括原理图设计、柜体空间布局设计和用于后续采购的技术说明性文档以及生产所需的各类图表创建等。
因此工程师必须先完成原理图设计。在设计完成以后,再基于生产、采购和维护的需求,完成各种报表和生产加工文档的创建。
目前国内大部分企业依然采用CAD图形化的设计方式。这种设计方法需要同时设计原理图和相关的生产文档。工程项目中有很多重复的信息和数据,但是这种设计工具却难以重复利用,人工反复设计在所难免。采用这种设计方式的企业,往往面临着以下挑战:
(1)公司内部员工之间图纸拷贝绘制,没有以国际标准为依据,设计风格取决于工程师个人习惯;随着国内外客户对产品的需求提高,这种产品设计方式容易被质疑。
(2)各类采购、生产文档需要人工设计,人工统计和重新绘制的错误无法避免,导致产品设计的故障率高,质量受到影响;重复的工作带来巨大的时间浪费。
(3)项目设计过程中,如果客户需求变更,则需要人工对原理图和相关文档各个环节全部修改,消耗大量的项目维护工时。
2、传统的控制柜生产流程
传统的控制柜生产流程如图2所示。在机柜的整个生产过程中,安装工人需要根据工程师在电气和机械方面的生产文档,完成机柜的钻孔、导轨线槽安装、设备装配和导线接线等工作。由于安装工人的水平、公司生产历史传承及公司生产条件等不同,各个公司生产流程可能也存在差异,会导致产品的品质各不相同。图2中介绍了一种比较典型的控制柜生产流程,对流程中的各个步骤,标注此流程需要的相关生产文档。
根据图2的流程图,整个控制柜的生产流程大致如下:
(1)新到的机柜接受检验。对设备清单、加工质量以及机柜尺寸大小等内容检验,检查是否满足需求。
(2)安装板钻孔。为了安装线槽、导轨以及一些直接安装于安装板、柜体或柜门的设备,需要根据图纸钻孔。可以通过人工或者机械自动加工的方式为安装板钻孔,目前大部分企业采用人工的方式,因此需要设计人员提供钻孔图纸。
(3)准备安装材料。即根据安装需求领料,然后安装。正常情况下,应该为每一台机柜单独领取机柜需要的导轨线槽和设备。因此,工程师需要设计各个机柜的材料表。
(4)安装线槽和导轨。根据布局图,由人工安装线槽和导轨,完成柜体门、安装板等的整体框架布局。
(5)完成设备装配。根据设计人员提供的图纸完成机柜的整体布局。有的时候为了更清晰地展示机柜的布局情况,还需要提供端子排列图和PLC机架布局图,方便安装工人了解细节,防止出错。
(6)完成导线制备。为了制备导线,安装工人需要了解从一个设备到另外一个设备导线的长度、走线路径、导线接头信息以及导线的标签信息等。如果有特殊需求,如高低压导线隔离走线,则需要额外花费较多的时间来考虑导线的走向。
(7)安装检验。当所有设备安装完成以后,检验设备装配、安装走线是否合理,设计是否满足需求等。
由于工期的需要,传统的图形化设计模式无法完成所有的生产文档,许多公司仅仅提供部分的生产文档,甚至部分公司仅提供原理图用于车间安装。因此,安装工人需要丰富的经验来保证机柜安装的准礆性。
目前控制柜的设计和生产方式存在如下的问题:
(1)由于文档设计耗时严重,为了推进设计进程,将设计的部分工作转移到安装工人手中。因此安装工人的经验要求较高,对于新员工,则需要经过较长时间的培训才能上岗。
(2)目前企业的设计和生产仍然以手工加工为主,因此无法避免耗时多、进度慢及故障频发等问题。随着我国制造水平提高和人力成本不断增加,高人工工时以及低质量生产将受到挑战。
(3)手工钻孔与导线制备耗时尤为严重,且精度无法保证,常常造成材料的浪费。
(4)由于文档欠缺,客户对产品的维护困难,客户满意度不高及维护成本提高。
因此,在时间、成本和质量等各个方面,采用传统的设计生产方式对企业的长期发展都存在诸多的挑战。企业应当寻求更加有效的控制柜设计和生产的途径。
二、EPLAN的控制柜设计生产思路
1、基于ESIA方法优化流程
企业的最终目的是为了提升顾客在价值链上的价值分配。重新设计新的流程以替代原有流程的根本目的,就是以一种新的结构方式为顾客提供这种价值的增加。其价值增加的程度反映到具体的流程设计上,就是尽一切可能减少流程中非增值活动调整流程中的核心增值活动。
ESIA法是减少流程中非增值活动以及调整流程的核心增值活动的实用原则。消除(Eliminate)、简化(Simplify)、整合(Integrate)和自动化(Automate)四个步骤,简称ESIA法。
E(Eliminate):主要指对企业现有流程内的非增值活动予以清除。
S(Simplify):在尽可能清除了非必要的非增值环节后,对剩下的活动仍需进一步简化。一般来说可从表格、程序、沟通和物流等方面进行考虑。
I(Integrate):对分解的流程进行整合,以使流阂顷畅、连贯,更好地满足顾客需求。
A(Automate):对于流程的自动化,从而提高整个流程的效率。
2、EPLAN软件平台的流程优化思路
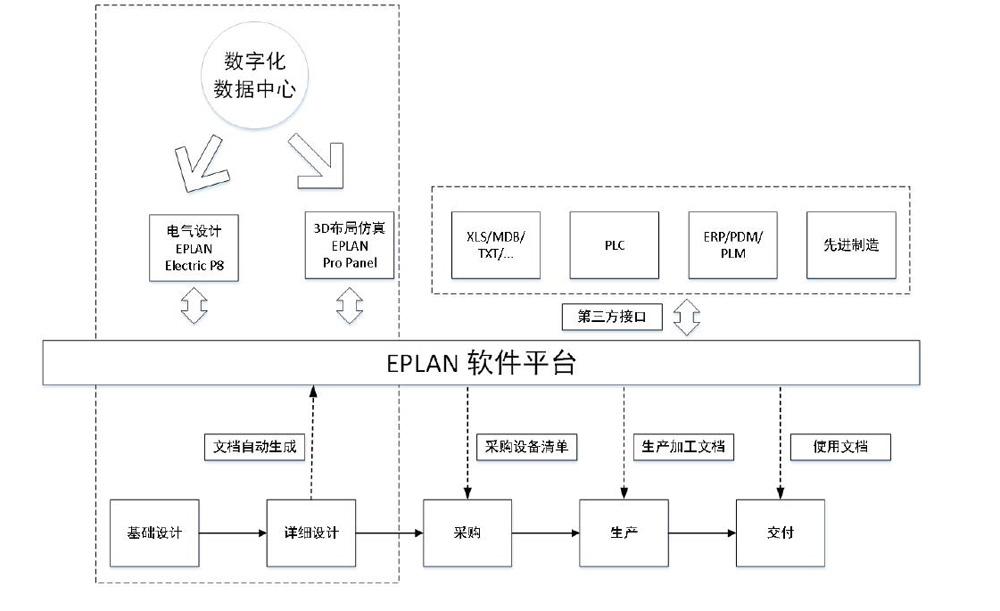
智能制造建立于数字化设计的信息基础之上。EPLAN软件平台是一个数字化的设计平台,它能支持制造企业建立数字化设计、自动化生产的新流程,如图3所示。EPLAN+RITTAL以“硬件+软件+服务”的先进价值链,为客户带来更多收益。通过与成图自动化系统的无缝对接,全面覆盖客户从需求、订单、生产、物流和服务的整体环节,保障智能制造的高效性和可实现性。
为了完成控制柜的设计和生产,EPLAN软件平台建立了数字化数据中心。控制柜生产所需所有商业、电气设计、机械设计和文档等信息都存储于此数据中心。由于设计信息的数字化,因此软件平台可以识别所有的设计相关信息。数字化的设计和生产方式为流程优化提供了更大的可能性。
针对当前的控制柜设计和生产流程,EPLAN经过多年的分析和验证,提出了其高效率、高质量和低成本的解决方案。依据ESIA的流程优化分析方法,EPLAN的解决方案可以从下面几个方面阐述:
E(Eliminate):消除不必要的步驟,通过软件平台从自动提取原理图和3D布局中的设计信息,所有的采购文档、生产文档的设计将不再需要人为重复设计,直接自动生成即可;如果推进至自动化图纸生成,将极大化消除设计的繁复工作,提高设计效率和质量。
S(Simplify):消除整个流程环节的沟通成本,简化产品设计。EPLAN公司建立了标准化咨询内容,标准化可以涵盖从预规划到生产制造全流程的相关设计文档;并且,通过电气设计和机械3D仿真设计无缝的数据集成,有效的简化了机电一体化协同设计方式。
I(Integrate):EPLAN的软件平台通过与EPR、PDM集成来推进企业的信息系统建设并向智能制造方向发展、通过与PLC的各软件平台集成,简化原理图设计与逻辑设计中的重复环节;通过与各个自动加工机械平台的集成,帮助企业实现万物互联,推动企业建立自动化生产流水线。
A(Automate):EPLAN为了减少人力成本,提高自动生产,在控制柜生产各个方面推进自动化。通过标准化咨询、建立企业图纸的模块化与结构化模型,推动企业原理图自动化生成;通过建立配置式的自动化报表系统,可以保证生产文档的一键自动化生成;通过与自动加工机械的无缝集成,保证整个生产流程的自动化机械加工。
EPLAN的流程优化方案如表1所列。
3、控制柜设计流程优化
EPLAN的控制柜的设计依据EPLAN Electric P8完成原理图设计,通过EPLAN Pro Panel完成3D仿真模型设计。EPLAN Electric P8软件设计基于EPLAN数字化平台,支持各个国际绘图标准,如IEC、NFPA、GOST和GB等标准。软件内置高效的原理图绘制工具,如自动接线、端子自动并线、元器件自动编号、设备间自动关联参考和自动连接编号等,帮助工程师快速完成图纸设计。通过项目翻译、版本管理、项目检查及协议转换等各类实用功能,满足在国内外各个企业在电气原理图设计方面的应用。通过项目设计的标准化、结构化和模块化设计,推动企业实现标准化、自动化原理图生成。
EPLAN绘制的原理图示例如图4所示。
仅有图纸并无法描述控制柜制造的所有信息。因此,基于机电一体化的设计理念,通过平台化无缝的数据协同设计,EPLAN软件平台通过EPLAN Pro Panel完成3D模型仿真设计。EPLAN Pro Panel以3D数字化设计为核心,为企业建立控制柜数字化样机做好了准备。另外,EPLAN Pro Panel符合工业4.0之中“智能物联”的概念,可以与智能裁线设备、自动开孔设备和自动端子排装配设备等进行数据无缝传输,帮助客户打造设计、制造一体化。EPLANPro Panel设计的数字化样机示例如图5所示。通过EPLAN Electric P8和EPLAN Pro Panel的结合,保证了在设计阶段即可将控制柜采购和生产的所有信息通过数字化的方式设计并输出。因此,仅仅通过图纸设计和3D仿真布局布线设计,即可自动生成所有设计、采购和生产所有的文档。
因此,通过快速设计及文档自动生成的方式,即可最大化的提高控制柜的设计效率,并最大化的的降低文档的设计的出错率,节省设计时间。
EPLAN软件平台2.8版本支持48种报表,可以提供给采购、生产和最终用户。所有的报表支持个性化定制,根据企业的特殊需要调整。针对机械布局提供模型视图和钻孔视图来支持自动化生产文档输出。EPLAN软件平台支持与Microsoft Excel软件之间数据交互,可以根据企业需求输出复杂格式的表格。报表的文档输出和Excel文档输出支持配置式输出方式,当完成配置以后,所有的生产文档可以一键导出。通过与Microsoft Excel的集成,将所有的标签数据直接发送到各类标签打印机,无需人工反复输入。下面仅根据控制柜生产需要展示实际应用中常见的报表品类,如表2所列。因此,基于的设计模式将由于流程优化以后变得大大简化,如图6所示。
通过流程优化,需要人工参与的工作将大大减少。通过有效的配置以后可以实现原理图的自动生成,从而降低原理图设计的大部分手工工作。完成原理图生成以后,由于EPLANElectric P8与EPLAN Pro Panel无缝的集成,通过简单的拖放即可完成3D安装布局。通过自动化报表生成工具即可生成所有的文档用于其他的流程节点,如采购、生产加工等。
4、控制柜生产自动化
如果采用传统的手工方式生产控制柜,则可以通过EPLAN的报表系统自动生成加工文档指导生产。但是,随着我国制造水平的提高、客户对生产加工水平的需求提升以及对缩短制造周期的需求,采用机械化自动生产的方式将愈发受到重视。
传统的控制柜生产装配流程几乎都是由人工操作下完成,生产流程图如图7所示。
传统机柜生产面临的挑战如下:
(1)人工及成本高、出错率高,产品质量差,用户后期满意度下降。
(2)手工钻孔一次成型困难,常常导致返工,甚至浪费安装原材料,拖延工期。
(3)导线制备无法准确估算导线长度,精度低,消耗大量人力成本,制备的导线质量无法保证。
(4)人工读图需要经验积累,新员工无法立刻上手,培训消耗工时和成本。
因此,EPLAN软件平台通过IT系统、先进制造机械和EPR/PDM系统的集成,提高整个流程的自动化生产水平,将人工参与降至最低。優化以后的加工流程,如图8所示。
本次自动化生产流程需要在信息化系统的支持下完成。在自动化生产部分,生产文档的打印和物料的出库将直接在企业的管理平台中自动完成。这些数据可以直接输入到自动化生产机械之中完成自动钻孔和导线制备。最终,所有自动化完成的生产资料将交由安装工人安装,但是,这种安装可以在图形化的指导下完成,大大降低了安装难度。
优化以后的控制柜生产流程主要包括两个部分:
(1)对于自动化机械或者IT系统可以完成的部分,则实施自动化数据传输和机械加工。EPLAN Pro Panel设计的所有制造数据可以无缝传输到成图的自动化加工设备之中。当然,EPLAN也可以输出其它文件格式,以便用于其它各类其他品牌的自动加工机械。
(2)对于比较复杂人的工接线部分,自动化机械完成成本较高或者目前条件还不具备,则可以通过现代化设备图形化辅助完成。先建立生产模型,再将需要安装的信息导入到智能设备(如笔记本电脑、平板电脑以及智能手机)中,图形交互式的指导工人安装设备,这也是企业无纸化生产的有效途径之一。
EPLAN的图形交互式设备通过图形化的方式,操作简单形象、指导安装工人接线。帮助即使零基础的新入职工人也可以快速的接线。软件配备有交互式指导、数据统计与同步及筛选器等多种功能,满足实际工程实施的需要。Smart Wiring中的数据和EPLAN Pro Panel中的设计数据——对应,如图9所示。
通过生产流程的优化,可以尽可能减少人工的手工工作,从而降低人工安装无法避免的各种差错,降低人力成本和缩短产品周期。并且,由于数字化模型的建立,整个生产流程中的钻孔、导线制备的精度迅速提高,节省加工工时以及加工的原材料。即便采用手工接线,由于图形化交互式的协助,一个新招的技术工人也可以快速上手,因为难度降低了,生产的质量和效率能够得到很好保障。
三、总结
通过对传统的生产流程中存在的痛点和可优化点的分析,本文介绍了采用EPLAN公司的软件平台推进流程优化,从而提高控制柜的设计、生产效率和产品质量,减少设计和生产时间的方案。
基于EPLAN软件平台,通过删除、简化的方式来优化产品流程;通过集成、自动化的方式来增强流程,可以优化控制柜设计和生产流程;通过数字化的设计和生产方式,来推进企业建立信息化生产、推动企业向智能制造的方式转变,实现从传统生产制造方式到智能化、信息化生产制造方式的发展。
