横摇对泡沫金属内液体疏泄特性影响的实验研究
2019-03-19周发贤赖展程胡海涛丁国良
周发贤,赖展程,胡海涛,丁国良
(上海交通大学制冷与低温工程研究所,上海 200240)
0 引言
海上浮式天然气液化装置(Floating Liquefied Natural Gas,FLNG)高效运行,依赖于天然气液化预冷流程中制冷剂向海水充分散热[1],但现有海水换热器的制冷剂侧传热系数较低,换热管易受冲击损坏[2]。泡沫金属是一种轻质多孔材料,比表面积大、比刚度高和相变换热能力强[3]。金属泡沫管相比光管具有更大的抗冲击强度和换热能力[4],符合海水管壳式换热器冷凝换热和结构强度的要求,具有很好的应用潜力。
在换热器运行过程中,气相在换热表面冷凝,冷凝液积聚生长,并粘附在金属纤维表面[5],减少了有效传热面积,增大了流动冷凝阻力,降低了泡沫金属对冷凝换热的强化效果[6]。在海洋复杂的环境下,换热器在运行时不可避免受到海浪、台风和季风的影响[7],累积在泡沫金属内的液体受到重力与海上晃荡的耦合作用下,存在迁移、合并和脱落等现象,使泡沫金属的疏泄特性发生变化。部分液体无法排出泡沫金属,阻碍流动冷凝并影响换热特性。因此要充分发挥泡沫金属换热器强化换热效果,必须明确晃荡工况下泡沫金属内液体的疏泄特性。
关于泡沫金属内液体疏泄特性,已有研究仅分析了非晃荡工况下结构与表面特性的影响[8-9],关于晃荡工况下疏泄特性的研究报道较少。关于非晃荡工况疏泄特性的研究结果表明,泡沫金属疏泄性能依赖于孔密度,随着孔密度的减小,泡沫金属疏泄性能得到改善[8]。泡沫金属表面的亲水改性在低孔密度下强化了疏泄性能,在高孔密度下恶化了疏泄性能;相比泡沫铝,泡沫铜表面接触角更小,疏泄性能更好[9]。上述针对非晃荡工况的研究成果,没有反映晃荡的影响。对于海上晃荡工况下,泡沫金属内的液体运动受到晃荡带来的惯性力影响,导致疏泄机理的变化,已有关于非晃荡工况的研究成果无法反映上述机理。
关于泡沫金属换热特性的研究,已有研究包括泡沫金属内的单相换热、相变蓄热、池沸腾、流动沸腾和冷凝换热。研究结果表明,流体通过泡沫金属骨架时不断改变流速的大小和方向,加快了流体的扰动,强化了换热效果[10-11];随着孔密度的增大,流体的搀混和分离加剧,强化换热效果增强[11-13]。随着孔隙率的减小,泡沫金属的热导率增大,换热热阻减小[14]。当流体在泡沫金属表面相变换热时,相变生成物易在骨架结构内积聚阻塞,换热阻力增大,强化传热效果恶化[15-16]。为了保证泡沫金属强化冷凝效果,必须将冷凝液及时疏泄。但是截至目前,还没有关于晃荡工况下泡沫金属疏泄特性的研究报告。
本文实验测量了海上晃荡工况下泡沫金属液体疏泄后的残余质量,研究海上晃荡工况下不同结构的泡沫金属液体疏泄性能,为设计优化泡沫金属管用于提高海上管壳式换热器性能提供理论指导。
1 实验设计
1.1 实验目的与实验设计
对于泡沫金属管换热器,在持续冷凝过程中,冷凝液体不断凝结生长、合并和脱落。疏泄的液体又滴落到下方的泡沫金属管,进而影响其流动疏泄的过程。本实验通过喷头对泡沫金属进行持续的喷淋滴注,使液体在泡沫金属内流动疏泄,并搭配晃荡装置,测量泡沫金属在晃荡工况下的疏泄特性。实验过程需要测量不同结构、不同晃荡工况下,泡沫金属内存液量。
图1所示为喷淋滴注测试实验台,该实验台主要包括晃荡机构和疏泄装置两部分。晃荡机构中的控制模块首先将不同频率和角度的横摇运动形式转化成数字信号,然后通过单片机信号控制器输出脉冲信号到步进电机驱动器,驱动转动电机和转动杆携带样件进行晃荡运动;疏泄装置中将水作实验流体,通过喷头滴注到泡沫金属上形成流动疏泄,并调节滴注流路的阀门控制滴注的速度保持不变。喷头的结构如图2所示,其底部开孔带有硅胶滴水孔,保证液体稳定平均地滴注在样件中。最终通过天平(量程200 g,精度± 0.1 mg)称量在晃荡工况与稳定工况下的泡沫金属样件的质量。
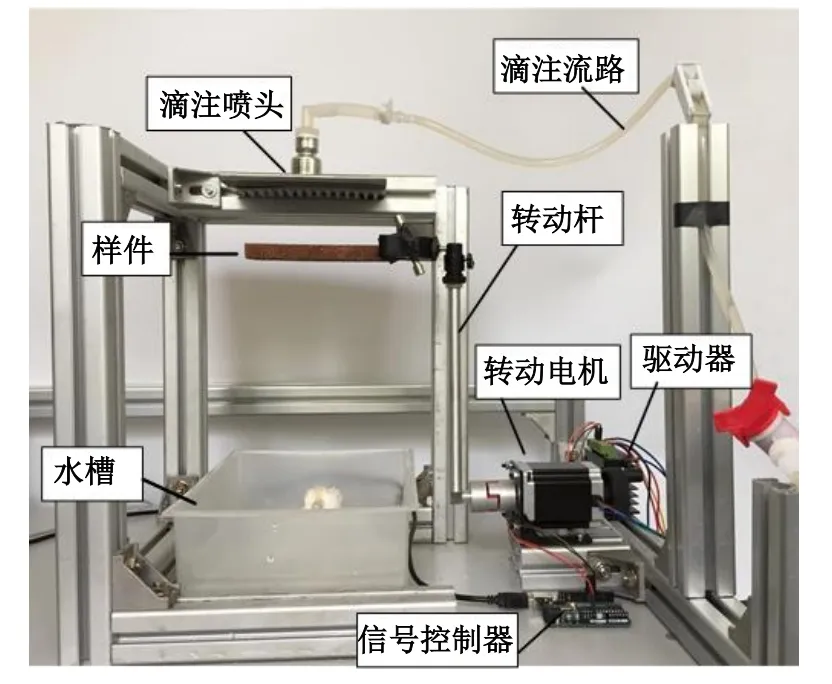
图1 喷淋滴注测试实验台
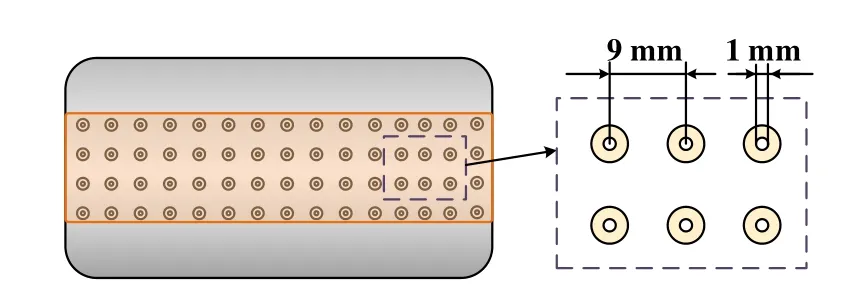
图2 滴注喷头
对于泡沫金属管应用于管壳式换热器,需要保证冷凝液体及时疏泄,应采用孔隙率较大的开孔泡沫金属,且孔密度不宜过大。结合相关泡沫金属的相关研究[17],实验样件孔密度选取5、10、20和40 PPI,孔隙率选取0.95,如图3所示。

图3 泡沫金属样件照片
1.2 实验工况
根据海上晃荡理论,船舶晃荡运动可视为六自由度的周期性简谐运动耦合而成[18],而横摇运动是海上典型的晃荡工况[19],如图4所示。因此本文选取了横摇工况展开实验研究。

图4 横摇运动
对于大型FLNG船舶,其横摇运动的转动半径可达10 m以上量级。因此在考虑实际实验条件时,应保持实验系统的晃荡加速度与实际海况船舶运动加速度相同,将海上船舶横摇运动的角度和频率转换成实验系统的角度和频率,设计实验工况范围。
实验中横摇的角度范围0°~25°,频率为0~1 Hz,如表1所示。

表1 实验测试工况
1.3 实验步骤
详细的实验操作分为 4个步骤:1)称取泡沫金属的质量M0;2)将泡沫金属样件浸入水中,使其完全浸润后取出,水平固定在夹具上;3)通过滴注喷头向泡沫金属滴注液体,待其实验现象稳定后停止滴注,称量得到稳定工况的泡沫金属样件和存液量 Mst;4)启动晃荡机构,使样件实现晃荡;待样件内液体停止疏泄后,关闭晃荡机构。称量得到疏泄后泡沫金属样件及存液量之和Msl。
1.4 实验数据处理及误差分析
测量横摇与稳定工况下泡沫金属样件的质量得到其表面残余水量。稳定工况与横摇工况泡沫金属样件的单位体积存液量的计算公式如下:

式中,Δmst和Δmsl分别为稳定和横摇工况下泡沫金属样件单位体积存液量,kg/m3;M0为泡沫金属样件的净质量,kg;Mst和Msl分别为稳定和横摇工况下样件和存液量之和,kg。
将横摇工况与稳定工况的存液量之比定义为横摇影响因子 β,用来衡量横摇对泡沫金属疏泄性能的影响程度,如公式(3)所示。β越小,说明横摇对疏泄性能提高幅度越大。

由MOFFAT[20]的研究方法可求得,单位体积存液量的最大误差为1%;β的最大误差为2%。
2 结果与讨论
2.1 静止工况下泡沫金属疏泄的疏泄特性
图5所示为稳定工况下,泡沫金属内单位体积存液量随孔密度的变化。由图5可知,随着孔密度的增加,泡沫金属单位体积存液量(Δmsl)增加;
当孔密度从5 PPI增加到10 PPI时,Δmsl增加了95%;当孔密度从10 PPI增加到20 PPI时,Δmsl迅速增加了280%;当孔密度从20 PPI增大到40 PPI时,Δmsl的增加幅度减小。

图5 泡沫金属内单位体积存液量随孔密度的变化
泡沫金属内单位体积存液量取决于液体存在于泡沫孔隙的形态。图6所示为不同孔密度时泡沫金属表面液体的形态。对于孔密度为5 PPI的泡沫金属,其胞元的孔径较大,金属纤维之间的间距较大,液体不易于在胞元内形成稳定的液桥;液体流动到泡沫金属底部时以液滴形状悬挂分布。对于孔密度为10 PPI的泡沫金属,底部分布的液体以液桥或液层的形式存在;随着孔密度从5 PPI增大到10 PPI,纤维的间距减小,毛细管力的增大使液体在胞元间形成液桥;当液桥相互联结合并,形成液层。对于孔密度为20 PPI和40 PPI的泡沫金属,液体在泡沫金属整个底部铺展,充满了底部泡沫金属的孔隙,形成液层,导致存液量迅速增多。孔密度为40 PPI相比20 PPI的存液量增多,原因是孔径减小使毛细作用增强,液层的厚度增加。

图6 不同孔密度泡沫金属内液体形态
2.2 横摇角度对泡沫金属疏泄性能的影响
图7所示为横摇角度对不同孔密度的泡沫金属内疏泄特性的影响。由图7可知,随着横摇角度的增加,泡沫金属的单位体积存液量(Δmsl)减小。当横摇角度(θ)从0°增加到25°时,孔密度为10 PPI泡沫金属受横摇影响程度均为最大,在θ=25°时,横摇影响因子(β)仅有0.55,说明在横摇工况下,孔密度为10 PPI内液体更容易疏泄。对于孔密度为5 PPI的泡沫金属,随着θ的增加,β近似线性减小,θ的影响程度几乎不变。对于孔密度为20 PPI的泡沫金属,随着θ从5°增加到15°时,泡沫金属内单位体积的存液量平稳减小;当θ大于15°时,β迅速减少;当θ达到25°时,将近43%的液体疏泄排走;虽然孔密度为40 PPI的泡沫金属与孔密度为20 PPI的相比,底部均有液层,但由于毛细作用的增强,其疏泄的液体质量缓慢地随着θ的增加而减小,在θ=25°时,β只有0.92。

图7 横摇角度对不同孔密度的泡沫金属疏泄特性的影响
由图7还可知,对于孔密度为10 PPI和20 PPI的泡沫金属,随着横摇角度的增大,β曲线分别在横摇角度15°附近的时候减小的幅度突然增大。当θ大于 15°临界横摇角度时,单位体积存液量大幅减小,说明当超过临界横摇角度时,残留在泡沫金属内部的大量液体疏泄排走。原因可能是,随着θ的增大,液体受到的毛细管力和表面张力在竖直方向向上的分力不断减小,重力和额外惯性力在竖直方向向下的分力不断增大;当θ超过临界值时,液体受到竖直向下的合力作用更为突出,迅速疏泄排走。随着孔密度增大,θ增大,原因是孔径减小,液体的毛细管作用增强。对于孔密度为5 PPI和40 PPI的泡沫金属的曲线,并没出现临界横摇角度,原因是5 PPI的泡沫金属纤维间距较大,悬挂液滴并没有相互联结形成液层;而40 PPI毛细管力较大,对液体吸附作用更强,液体难以疏泄。
2.3 横摇频率对泡沫金属疏泄性能的影响
图8所示为横摇频率对不同孔密度泡沫金属疏泄特性的影响。由图8可知,随着横摇频率(f)的增加,液体受到的额外惯性力增大,不同孔密度的泡沫金属内单位体积存液量(Δmsl)减小,横摇影响因子(β)近似线性减小。孔密度分别为 10、5、20和40 PPI的泡沫金属受f的影响依次减小,孔密度为10 PPI的泡沫金属在0.25~1.00 Hz的频率范围内,β的下降幅度最大,最低可达76%;原因可能是,孔密度为10 PPI的泡沫金属毛细管作用较小,额外惯性力和重力共同作用更加突出,在横摇工况下液体相互联结后从边缘流走。对于孔密度为 40 PPI的泡沫金属,f较低时,额外惯性力较小,没有液体疏泄排走;随着f的增加,Δmsl减小,但由于毛细管作用突出,Δmsl量及β下降幅度缓慢,当频率为1.0 Hz时,仅有4.2%的液体疏泄排走。

图8 横摇频率对泡沫金属疏泄特性的影响
3 结论
本文搭建了滴注疏泄测试实验台,在稳定和横摇工况下,分别测量了孔密度分别为5、10、20和40 PPI的泡沫金属内液体疏泄后的残余质量,得到如下结论:
1)泡沫金属内液体形态的差异影响着横摇和稳定工况下的疏泄特性。随着孔密度从5 PPI增加到40 PPI,泡沫金属底部的液体形态从部分悬挂液滴逐渐变成完整液层,存液量增加了近300%;
2)随着横摇角度和频率的增大,泡沫金属疏泄性能变好,存液量减小。对于表面液体以液桥或液层形式存在的泡沫金属,横摇角度超过临界角度时,存液量迅速减小;
3)在横摇工况下,10PPI、95%孔隙率泡沫金属的疏泄性能最优,40 PPI的疏泄性能最差,存液量在实验工况范围内最多变化了45%和8%;结合本文关于泡沫金属疏泄特性的研究成果,继续开展泡沫金属在晃荡工况下的冷凝传热特性研究,可为设计优化泡沫金属管提高海上管壳式换热器性能提供理论指导。
