转炉炉底厚度维护对炉衬寿命的影响分析
2019-03-17韩东亚
韩东亚
(新疆八一钢铁股份有限公司炼钢厂)
八钢第二炼钢厂有三座120t顶底复吹转炉,炉衬采用目前国内主流的综合砌筑方式[1]。三座转炉所生产的钢种中成品碳含量小于0.08%的钢种比例超过60%,成品磷含量小于0.015%的钢种比例超过65%,转炉冶炼终点要求严格,炉衬耐火砖熔损最高时可达0.09mm/炉,炉衬侵蚀极为严重。与此同时,三座转炉熔池接缝砌筑采用“返平砌筑”方式,进入炉役中后期,炉衬熔池接缝处厚度维持在150~200mm,时刻威胁转炉的正常生产。为此,针对炉底厚度的维护,进行了实践探索。
1 八钢第二炼钢厂转炉砌筑情况
八钢第二炼钢厂根据炉身的不同部位采取不同材质的耐火砖。炉帽MT2A,炉底MT16A,炉身MT18A,熔池MT18A,出钢口MT14A。炉底工作层厚800mm,熔池工作层厚750mm,炉身在转炉加料侧120?的范围内用厚700mm的镁碳砖(MT-18A)砌筑,其余厚650mm,炉帽厚650mm,炉身各段耐火砖的参数见表1。
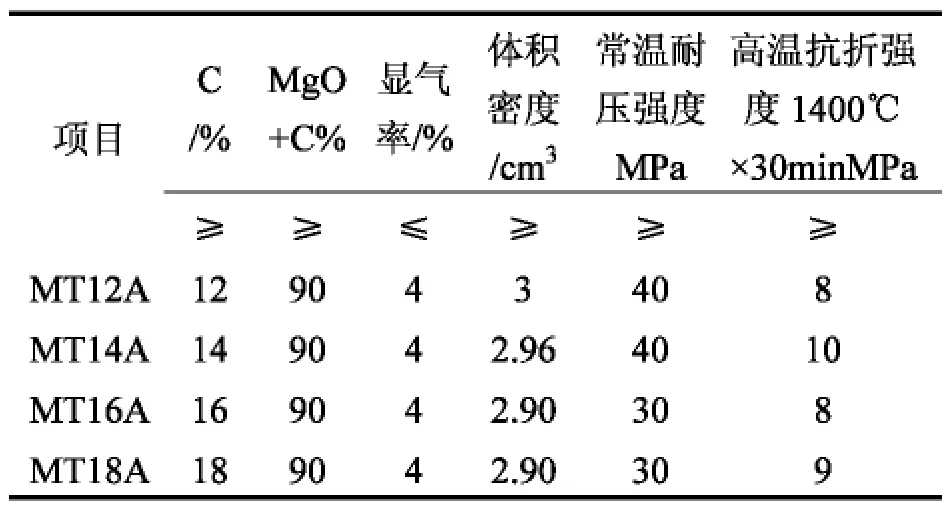
表1 八钢120t转炉镁碳砖理化指标
在炉底与熔池连接段的砌筑上采用“返平砌筑”方式,返平砖合计6层,每层厚度60mm,最底层长截面长度仅为320mm,返平层具体砌筑如图1所示。
2 炉底侵蚀对炉衬的影响
2.1 炉底侵蚀后加剧返平层的恶化
由于三座转炉均采取“返平砌筑”,一旦炉底镁碳砖厚度侵蚀≥60mm,第6层返平砖开始侵蚀。如炉底镁碳砖厚度侵蚀≥120mm,将带来第5层返平砖的侵蚀。由图1可看出,如此往复,返平部位的镁碳砖长度将接连受侵蚀缩短,导致炉衬整个返平区域受损严重,随着炉龄的持续增大,炉内钢水距离永久层的斜线距离(∠45°)将急剧缩短,导致熔池部位穿钢的可能性直线升高。
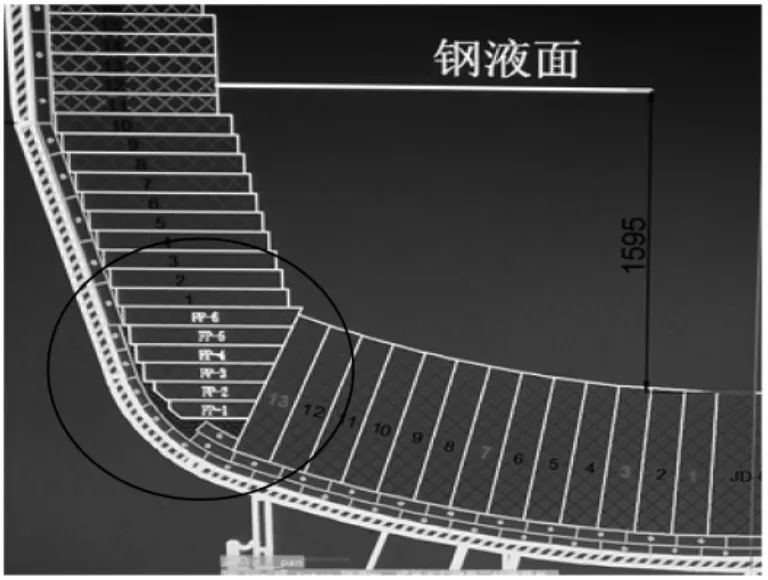
图1 返平层砌筑图
2.2 炉底侵蚀后炉型急剧变化
受炉底侵蚀的影响,整个炉衬内部的溅渣层会随之变化[2],整个炉型将呈现出“梨型”,如图2即下大上小。此种炉型会在冶炼过程中影响氧气股流的搅拌效果,尤其是终点需要提高供氧强度以保证钢水在终点来临前充分搅匀,不利于现场实际操作。
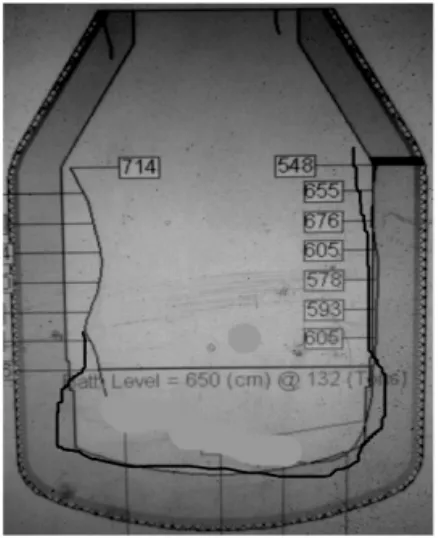
图2 炉底侵蚀加剧后的炉型状况
2.3 溅渣效果恶化
如转炉炉底侵蚀加剧后,在同等渣量的情况下,溅渣过程中炉内炉渣会在冷却的作用下沉积在炉底[3],致使溅到熔池和炉身部位的渣量减少,溅渣层厚度随之变薄,一旦炉底的炉渣熔化后会加剧炉衬的进一步恶化。
3 炉底侵蚀的原因
第二炼钢厂对2010年至2015年间三座转炉15个炉役进行了数据分析,剔除低碳钢种冶炼的不可抗拒因素外,认为炉底侵蚀的主要有三方面的影响。
3.1 出钢过程中炉内留钢的影响
八钢三座120t转炉在出钢过程中均采取挡渣棒挡渣,遇到低磷、低碳品种钢或挡渣棒挡渣失败时,炼钢工会采取“留钢水”操作。钢水密度约为钢渣密度的2倍[4],溅渣过程中钢水沉积在钢渣下部,即便采取“调渣”或延长溅渣时间的方式将炉渣溅干,氮气搅拌过程中炉内残余的钢水仍会对炉底造成侵蚀。同时,溅渣后钢渣较稀,不利于炉底上涨。
3.2 终点拉碳枪位的影响
转炉终点为了均匀炉内钢水温度、成分及留碳,会采取适当的降低操作枪位。如拉碳枪位控制较高,炉内钢水不但得不到充分搅拌,同时会造成炉渣中TFeO无法有效还原进入钢水,致使炉渣较稀,不利于溅渣护炉。如终点枪位控制较低,氧气股流会对炉底直接造成侵蚀。
3.3 终渣成分的影响
转炉炉渣的碱度和渣中MgO、TFeO含量直接影响到溅渣护炉的效果。通过大量的数据分析,三座转炉在冶炼不同钢种时转炉炉渣的性质和炉底耐火砖的熔损截然不同,如表2所示。冶炼低碳、低磷钢时,炉底侵蚀加剧明显。冶炼高碳、高磷系列钢种时,炉底不降反长。究其原因,炉渣性质尤为关键。

表2 冶炼不同钢种终渣对炉衬侵蚀的影响
4 炉底维护措施
4.1 精确控制终点拉碳枪位
为了兼顾转炉终点炉内钢水搅拌的均匀性和终渣状态,第二炼钢厂采用贺利氏激光测厚仪对炉衬厚度在每班进行次测量,通过测厚仪模型准确计算出炉内“液位”,同时制定了冶炼过程中和终点控制的枪位参照表供炼钢工执行,如表3所示。
4.2 采取炉渣“生铁改质”工艺
转炉碱性炉渣的粘附性会随着温度的降低急剧增加。如果能够在溅渣前对炉渣进行合理降温,可大大提高转炉的溅渣效果。在实际冶炼低碳、低磷钢种时,“生铁改质”工艺可达到极佳的效果。
在生产过程中,通过不断的试验,八钢炼钢摸索出一种新型的补炉工艺,即“生铁改制”工艺。就是在出钢结束后,通过废钢斗加入1.5~2.t的生铁块(生铁块规格及元素含量见表4),通过摇动转炉迅速将生铁折到前大面的薄弱处,在炉内静置2~4min,生铁熔化过程中一方面吸收了钢渣的热量,增加炉渣的粘度。改善溅渣渣系,配合生铁的降温效果可大幅度提升溅渣效果。在实际生产过程中,“铺生铁”工艺具有耗时短、节奏灵活、效果显著的特点。与此同时,炉前熔融后的生铁在溅渣过程中会再次温降凝固成为生铁块夹杂在溅渣层下,加入废钢及兑加铁水过程中能够有效的抵御废钢与铁水的物理冲击,是的炉底厚度得到急速的稳定。

表3 八钢120t转炉冶炼过程枪位参照表

表4 生铁块规格及元素含量
4.3 采取“渣补”工艺
“渣补”工艺是指在转炉生产间隙或检修的情况下,将溅渣后的炉渣均匀的铺在炉衬的薄弱点,后静置2h~4h,使炉渣牢固的粘附在炉衬薄弱处。采取“渣补”工艺时,转炉炉渣FeO含量控制在15%~20%,终渣MgO控制在9%~12%,溅渣时间控制在2~3min,溅渣后视炉内渣量的多少将炉渣均匀的铺在炉内,将炉体垂直后静置一段时间可正常冶炼。实施过程中需要注意铺渣时间,时间过长会导致渣层出现断裂,时间过短炉渣难以有效附着,影响铺渣效果。2017年,八钢第二炼钢厂通过“渣补”工艺将补炉料消耗降低至0.79kg/t,创造了炉役后期单炉座20天未补炉的记录,转炉作业率提高至85%以上。
4.4 加强挡渣操作
挡渣效果的优劣对炉底控制有着显著的影响[5]。为了提高挡渣效果,首先第二炼钢厂重新对挡渣棒的尺寸及球体的密度进行了调整(如图3所示)。第二,每次更换出钢口后对挡渣角度进行校验,提高挡渣成功率。再者,改变挡渣棒的制作方式,将原有的整体组装好的挡渣棒拉运至现场使用改变为在现场进行组装,以此来降低整体挡渣棒在运输装卸过程中的松动或耐材脱落风险。
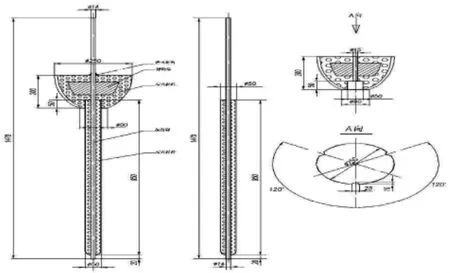
图3 重新设计后的挡渣棒
采取一系列措施后,结合现场生产经验,炉底厚度稳定控制在800~1000mm时,转炉溅渣效果明显改观,炉衬寿命显著提高。2017~2018年,八钢三座120t转炉实现全炉役底吹的同时保证了炉衬安全退役,3#转炉炉衬寿命达到10000炉以上,拆炉过程中炉衬残砖的最薄厚度仍达到245mm。
5 结束语
(1)八钢120t转炉生产实践表明,炉底厚度指标对整个炉役的炉衬安全有着至关重要的影响。
(2)在炉衬厚度维持在800~1000mm时,转炉的溅渣效果得到明显改善。
(3)炉底厚度维持在一定区间,炉衬安全可得到保障,转炉作业率大幅提高,耐材消耗有效降低。