LED灯饰大型钢结构项目施工方案
2019-03-07刘洪娟
刘洪娟
一、工程概况
LED灯饰大型钢结构项目“太原欢迎您”,位于城市中心地段—汾河东岸滨河东路,长风商务区对面。安装位置位于滨东花园小区五栋高层住宅的楼顶。五个发光大字设计基础为钢结构,单个钢结构长11 m宽6 m,由槽钢、工字钢、角钢等材料构成。字体底色为醒目温暖的中国红,字体后置LED高亮灯珠,尺寸为8m*6m。
二、施工方案
本工程的特点主要集中在施工难度大、构件品种多、现场焊接量大这三个方面。根据施工设计,结合现场作业面实际,确定项目实施方案如下表:

LED灯饰大型钢结构项目实施方案表
三、项目实施要点分析
1.预埋件施工
首先预埋件施工前,必须对原有建筑物的轴线及标高依据施工图纸进行复测;其次根据施工图纸,在建筑物上弹出轴线,开始进行焊接工作;最后完成预埋钢板焊接。
2. 钢结构制作加工
钢结构所用钢材及配件质量必须符合设计要求和现行国家技术标准的规定。
(1)材料矫正
钢结构制作工艺中矫正是关键的工序,是确保钢结构制作质量重要环节。对于各种型材,如变形超标,下料前应以矫正。制作钢结构的钢材矫正应用平板机、型钢矫直机矫正和人工矫正,矫正后钢材表面,不应有明显的凹面或损伤,划痕深度不大于0.5mm。人工矫正钢板时,应根据变形情况,确定锤击顺序。
(2)放样
首先,放样前应该核对施工图、熟悉工艺标准、掌握各部件的精确尺寸严格控制尺寸精度。度量工具必须经法定计量单位校验。其次,放样应以施工图的实际尺寸1:1的大样放出有关的节点,连接尺寸,作为控制号料、弯制、剪切、铣刨、钻孔和组装等的依据。最后,放样样板制作应考虑切割、焊接、铣、刨及火煨等加工余量。样板上应标记切线、孔径、上下、左右、反正的工作线和加工符号(如弯曲、铲、刨等),注明规格、数量及编号,标记应细小清晰。此外应特别注意:放样应在放样平台上进行,平台必须平整稳固。
(3)号料及切割
号料前应详细熟悉样板上的符号和号料的数量。板材号料应号出基准检查线;号孔应号规孔线。号料后应在零件上注明零件的编号、数量、加工方法等,并应根据零件不同的材料统一采用不同颜色标注。号料应依据施工工艺要求预留切割和边缘加工的余量,以及焊接收缩余量。本工程钢板切割均采用砂轮割的方法。在砂轮割钢板和型材时,厚度在14mm以下时缝宽为2mm;厚度在16~20mm以下时缝宽为2.5mm,砂轮割后的钢板和型钢气割面的平面度和割纹深度以及局部缺口深度都必须符合《钢结构工程施工质量验收规范》(GB50205-2001)的规定。
(4)加工、制孔
为了保证构件连接接触严密、平整和其焊接坡口的加工质量。必须对切割后钢材的边缘进行加工,以确保加工的精度。钻孔是在钻床上进行,预先在零件上冲成或钻成小孔,待结构装配时,将孔扩钻至设计孔径,确保孔壁不受损伤达到孔壁光滑。为了确保群控制作的质量,应预先制成钻模,严格控制孔群的位置,制孔时将钻模覆在零件上钻孔。
(5)焊接、组装及矫正
首先焊接采用门式自动电弧焊进行焊接。焊接型钢的结构件环节,当翼缘板和腹板要拼接时,按长度方向拼接。需要弯曲的钢管用滚弯机滚制,滚制的构件弧度应符合图纸要求,如果弧度有偏差,应进行矫正。其次,钢结构组装前,应按施工图、施工方案及其下料单,清点和检查加工件的材质、规格、数量和加工质量,并将组件连接接触部位和沿焊缝边缘每边30~50mm范围内的铁锈、毛刺、污垢等清除干净。最后是矫正:L型钢因焊接产生的变形,本工程采用机械和高温加热矫正调直,进行热矫正时,加热温度不应超过900℃,加热矫正后应自然冷却,在矫正过程中,不得损坏钢材材料组织。
(6)成品保护、检验、编号
钢构件涂装后加以保护,防止踏踩,损伤涂层。钢构件涂装后,在4小时之内遇有大风或下雨时,则加以覆盖,防止粘染尘土和水气,影响涂层的附着力。
涂装后的钢构件勿接触酸类液体,防止咬伤涂层。在钢结构制作加工完后,应立即组织有关单位进行检验,验收合格后方可进行编号装车发送。在吊装和运输过程中,应采取措施防止预制件变形和预制件表面油漆损坏,本工程构件运输采用汽车运输。
3.钢结构安装
由于本工程建筑物为已经投入使用,无塔吊等可利用的垂直运输工具,因此钢结构垂直运输采用120t吊车运至屋面。吊装时,应在吊装区域设置警戒线与警示牌,提前通知相关管理部门,防止违法占路。
根据本工程的结构形式,钢结构安装的工艺流程为:
构件运输到位→设备调试就位→构件屋面上拼装→骨架整体吊装→骨架临时支撑→骨架柱脚焊接→相应骨架支撑安装→主体结构验收→发光字安装。
(1)安装前的准备
钢结构安装前应按构件明细表核对构件的材质、规格及外观质量, 所有构件必须经过质量和数量检查,全部符合设计要求,并经办理验收、签字手续后,方可进行安装。钢结构构件堆放按种类、型号、安装顺序编号分区放置,应有序堆放。
(2)钢结构预埋件检查
钢结构安装前,经抄平放线,严格控制基础部位与支承面的纵横轴线和标高,并进行验收,提出验收合格报告资料。及时清理作业面,确保基础顶面及支承面洁净。
(3)钢骨架拼装及钢结构吊装
按照加工布置图对构件进行拼装,保证胎架平整牢固,当骨架构件拼装就位后开始焊接,一面焊接完成后,用把杆将骨架抬起,进行另一面的焊接。本工程吊装时采用多吊点,现场吊装采取单片吊装校正后逐片安装。钢骨吊装时采用四点对称绑扎起吊就位安装,揽风绳应固定在可靠位置上,并采用手拉葫芦拉紧,校正后固定连接。
(4)安装校正
骨架校正:垂直度校正用经纬仪或吊线锤检验,当有偏差时采用千斤顶进行校正,柱脚校正无误后立即进行焊接。
四、字体效果样图
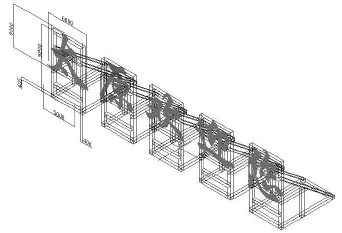
备注:字体主梁尺寸为0.4m*0.4m*8.5m,底梁尺寸为0.4m*0.4m*6.6m。主梁和底梁边框采用5cm*5cm*4mm等边镀锌角钢连接,连接件采用5cm*5cm*4mm等边镀锌角钢做支撑;横梁及斜拉梁采用5cm*5cm*4mm等边镀锌角钢连接
五、结语
综上所述,该项目工程在无塔吊可利用的前提下,钢结构施工采用“工厂加工、现场焊接、现场平台拼装,一次吊装”的方式,严格把控每一道工序施工质量,顺利完成施工。整体钢结构工程质量保障、建设周期短、安装迅速;采用LED灯饰,只见光不见灯,不产生或少产生光污染,提高了城市吸引力、提升了城市品位,被视为省会太原标志性公益宣传的点睛之作。
