出口接管零件的数控加工及编程
2019-03-06丁立芳刘正飞邱兆义
丁立芳,刘正飞,邱兆义
出口接管零件的数控加工及编程
丁立芳,刘正飞,邱兆义
(武汉船用电力推进装置研究所,武汉 430064)
本文通过对某型产品出口接管零件的结构工艺分析,从零件的毛坯选择,装夹夹具的选用、装夹方法、数控程序的编程等方面介绍了出口接管的数控加工方法及加工过程。为以后该类零件的数控加工积累了一定的实践经验。
出口接管 装夹夹具 数控加工
0 引言
随着三维CAD、CAM软件以及多轴联动数控机床的广泛应用,数控加工已成为现代化生产的主要生产手段。对于单件小批量的三维曲面零件加工难题,应用数控机床多轴联动加工技术可以很好地解决。
本文以某型产品的出口接管零件作为加工实例,从零件的毛坯选择、加工工艺分析、装夹方式、数控程序的编程等方面详细介绍了出口接管的数控加工方法及加工过程,较好地实现该零件的批量生产。
1 出口接管零件的结构及加工工艺分析
出口接管零件结构简图如下图1。
从该零件的结构图中可以看出,该零件的加工难点在于99°的弯角和R35的外弯圆角(内弯角R为0)。在样机试制阶段通过车工保证99°的弯角,而R35的弯角通过人工砂轮打磨的方式来实现,费工费时,打磨的尺寸和外观都无法保证图纸要求。为了更好地提高该零件的加工尺寸一致性和外观质量,本文提出利用数控铣加工技术手段来进行该零件的加工。
1.1 毛坯的选择
根据零件尺寸和结构形式,选用75的不锈钢1Cr18Ni9Ti作为原始毛坯,通过偏心车加工成如下图形状的半成品坯料,如图2。
1.2 装夹夹具及装夹方法
由于我部现有的数控铣床只能实现XYZ轴的三轴联动,为了能实现99°的弯角加工,必须利用合适的装夹夹具来解决加工角度问题,因此,在装夹上选用了可调角度式万能分度头,将万能分度头通过压板固定在机床的工作台上,利用百分表和校验棒校准XZ平面上卡盘中心轴线与X轴负向夹角为9°,即实现XZ轴的夹角为99°,如图3。
万能分度头装夹固定并将角度基准调整好后,将偏心车的半成品毛坯的车后外圆作为装夹基准,装夹在卡盘三爪上并固定夹紧,从而实现零件的99°角的装夹加工目标,如图4。

图1 出口接管结构图

图2 半成品坯料图
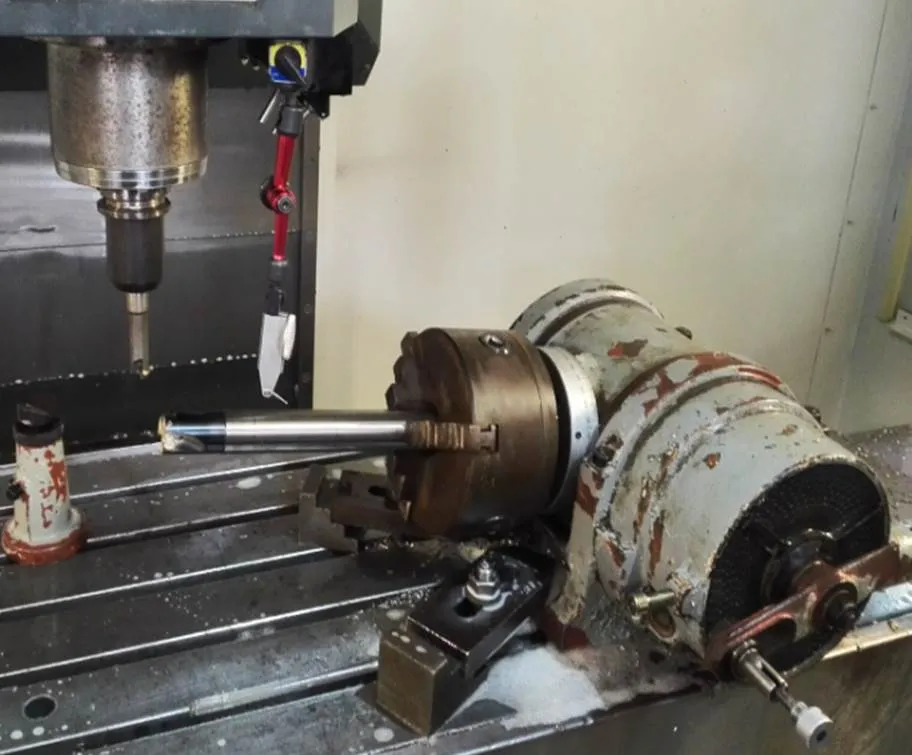
图3 装夹夹具及装夹基准校准图
同时,通过万能分度头的旋转分度功能,也解决了在YZ平面上的360°的旋转加工,从而实现了一次装夹即可完成该零件的全部加工要求。
2 数控加工程序的编制
对于三维曲面的数控加工程序的编制,采用手工编程就比较困难,本文采用Pro/E进行三维造型和Mastercam进行程序编制[1]。

图4 毛坯的装夹图
2.1 三维建模
利用Pro/E软件的三维造型命令制作该零件的三维模型,如图5。

图5 零件的三维模型图
2.2 数控程序编制
为了实现该零件的加工,分三个步骤来进行[3]:
1)端平面、内孔、内密封槽及外弯圆角的内部加工
为了实现该部分的程序生成,编程时分为6个操作指令[2]:①外形铣削 M63.00平刀,②外形铣削(螺纹式渐降斜插)M20.00圆鼻刀,③曲面粗加工-等高外形M20.00圆鼻刀,④外形铣削 M12.00平刀,⑤外形铣削 M12.00槽刀,⑥外形铣削 M20.00圆鼻刀,如下图6。
通过编程指令操作,刀具的选择和切削参数的设置,形成加工刀具轨迹,图7为内孔粗加工。
2)外圆柱面的加工
通过刀具选择和切削参数设置,生成刀具加工轨迹,图8为外圆柱面加工的刀具轨迹俯视图。

图6 程序编制操作图

图7 内孔粗加工刀具轨迹图

图8 外圆柱面加工的刀具轨迹图(俯视图)
3)外弯圆角的加工
通过上述的加工后,旋转万能分度头180°,即可实现外弯圆角的曲面加工,刀具参数和切削参数的选择与设置为,刀具直径20 mm,刀角半径5 mm,主轴转速2000 m/s,进给率900 mm/min,下刀速度80 mm/min,提刀速度900 mm/min,安全高度(绝对坐标)100 mm,进给下刀位置(增量座标)5 mm,生成的刀具轨迹如下图9。

图9 外弯圆角的曲面加工参数图
2.3 数控程序的生成
利用Mastercam的后处理功能,自动生成CNC加工程序,限于篇幅,详细加工程序清单在此不再列出。
3 结论
通过对某型产品出口接管零件加工的实际应用,较好地完成了该零件的加工,加工质量和加工效率均得到很大的提高,同时为以后该类零件的数控加工积累了一定的实践经验。
[1] 孙中柏. MasterCAM实用教程[M]. 北京: 化学工业出版社, 2010.
[2] 沈建峰. 加工中心编程与操作[M]. 辽宁: 辽宁科学技术出版社, 2009.
[3] 华茂发主编. 数控机床加工工艺[M]. 北京: 机械工业出版社, 2000.
NC Machining and Programming for the Components of the Outlet Pipe
Ding Lifang, Liu Zhengfei, Qiu Zhaoyi
(Wuhan Institute of Marine Electric Propulsion, Wuhan 430064, China)
TG506
A
1003-4862(2019)02-014-03
2018-10-28
丁立芳(1982-),男,高级技师。研究方向:机械冷加工。E-mail:dlf712@163.com
