曲轴斜油孔检测量规设计与实现∗∗
2019-03-06伏梦杰
刘 旭 伏梦杰 杨 春
(①苏州市职业大学机电工程学院,江苏苏州215104;②苏州启恩通汽车检具有限公司,江苏苏州215131)
在机械装备中,曲轴是发动机中最重要的零件之一,它承受连杆传来的力,将其转变为转矩通过曲轴输出并驱动发动机上其他附件工作,其加工制造的质量直接决定了发动机能否正常工作和寿命[1-2]。曲轴斜油孔是曲轴机加工的重要工序之一,作为润滑油的通道,起润滑作用。曲轴箱里面的机油进入油道,进入连杆颈和主轴颈,润滑轴瓦与曲轴接触部分[3]。由于斜油孔在曲轴中关键性作用与功能,使得其结构相对复杂,加工过程中斜油孔相对于公共平面呈斜交状态,给加工与测量带来一定难度[4-5]。图1所示为某型号发动机曲轴斜油孔结构,斜油孔所在平面与竖直方向呈70°夹角,径向尺寸mm,深度mm,粗糙度值Ra6.3μm;斜油孔的下端是一长度12 mm的M6螺纹孔。目前小批量生产中,斜油孔的径向和深度尺寸主要依靠游标卡尺和深度尺检测,此种方法效率低、误检率较高,无法满足大批量生产的检测要求。因此,在曲轴批量化生产过程中,急需一种测量准确、效率高的专用量规来检测斜油孔的尺寸。
1 量规概述
1.1 总体结构
所设计的斜油孔量规如图2所示。定位块通过螺钉固定于通端的滑行槽内;通端与止端和手柄相连。加工制造时,保留定位块与通端右侧C处的尖角,保证触摸的灵敏度。

1.2 深度定标件

2 量规部件设计
2.1 通止端设计
通止规是依据待测孔的最大、最小实体尺寸加工制造,不需读出孔的具体测量尺寸,就可以判断孔径是否合格。由于被测曲轴斜油孔的尺寸为,根据表1孔或轴的公差等级,得出斜油孔的公差等级IT=13,T=8 μm,Z=20 μm。 由此得:
斜油孔量规通端上偏差为:


斜油孔量规通端下偏差为:

斜油孔量规通端尺寸为:斜油孔价格量规止端上偏差为:

斜油孔量规止端偏差为:

斜油孔量规止端尺寸为:

通端磨损极限尺寸为φ8.0 mm。
其中:T为制造公差;Z为位置要素;Ts为通端上偏差;Ti为通端下偏差;ES为待测孔的上偏差;EI为待测孔的下偏差;Zs为止端上偏差;Zi为止端下偏差。
根据上述计算,所设计的通规如图4所示,通规部分总长59.3 mm,呈台阶状。中间有7 mm滑行槽,有效测量B部分φ8.02±0.004 mm,粗糙度值Ra0.4 μm,长度14.3 mm;引导部分C处,长度5 mm,D处保留尖角,测量时提高触摸的灵敏度;通端左侧的倒角0.5±0.1 mm×45°,底面与轴心的垂直度要求0.01 mm,粗糙度要求Ra0.2 μm。通端右侧有1∶50的锥脚,和手柄连接。通端磨损极限φ8.0 mm,材料为硬质合金,热处理58~62 HRC,冰冷处理,非磨加工表面镀装饰铬。

2.2 定位块设计
定位块设计如图6所示,左侧为测量定位面,角度与待测斜油孔一致呈 70°±15′,粗糙度值Ra0.4 μm,长度为23.6 mm,内孔孔径;定位块中间有M4-7H螺纹孔,固定于通端的滑行槽内;右侧为量规触摸面,中间铣有2 mm深度槽,触摸台阶,触摸深度台阶面与A基准垂直度要求0.005 mm,触摸部分1处保留尖角。
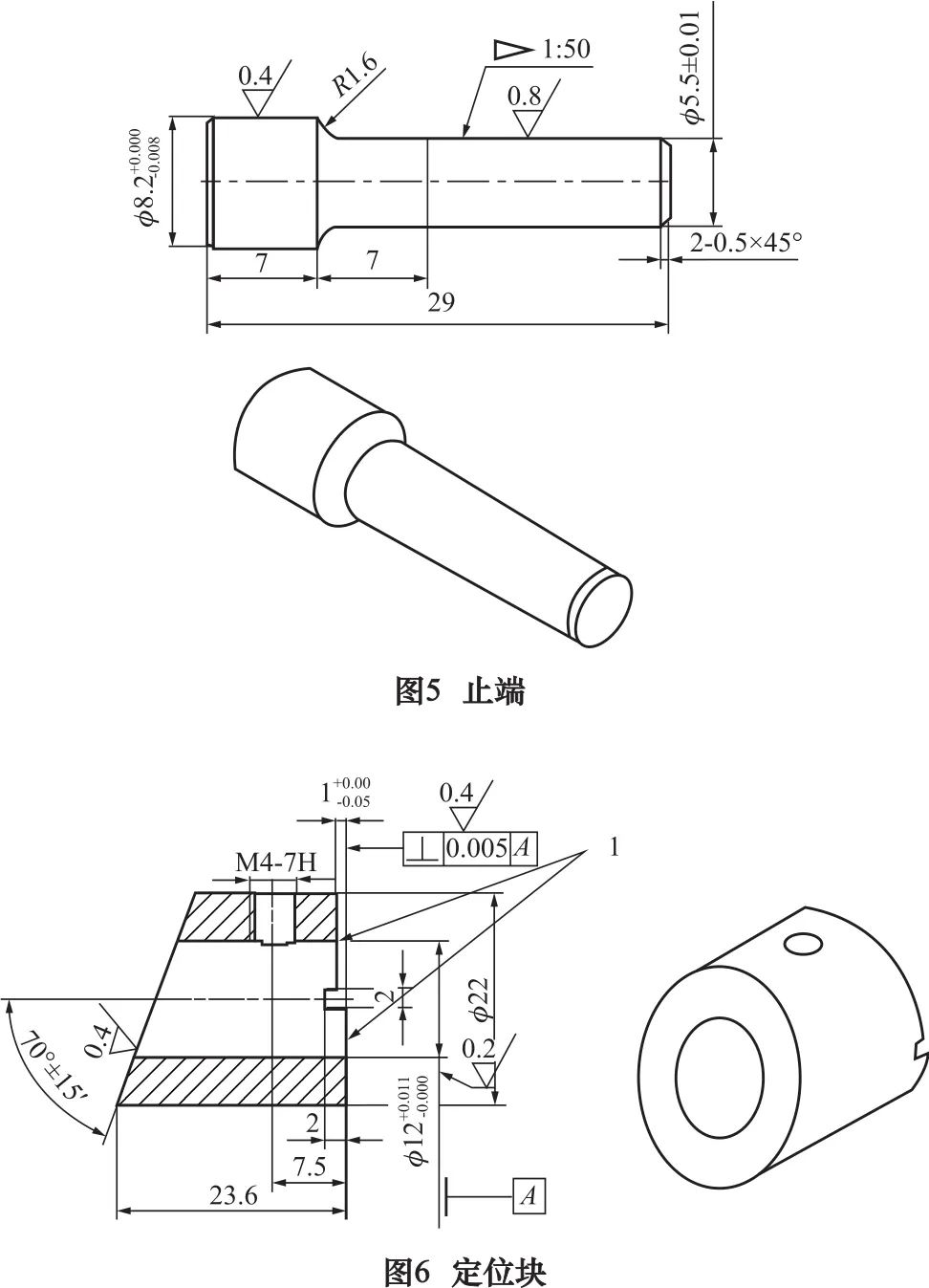

表1 孔或轴的公差等级
3 使用方法
量规检测之前首先要进行深度定标,采用最小定标件和最大定标件确定深度测量的最小值和最大值;然后将曲轴零件放置检测平台,将量规通端部分放入待测斜油孔,滑动定位块,定位块与斜油孔所在平面紧贴,用手轻触定位块上端量规触摸区,若能触摸到通端的台阶面在定位块高低平面之间,则可判断斜油孔的深度误差在1 mm以内,深度尺寸合格;同时观察通端能否顺利通过斜油孔,如果通端顺利通过,而止端通不过则斜油孔内径尺寸合格,否则尺寸超差。
4 结语
对曲轴斜油孔检测量规的设计过程进行了分析,给出了量规的具体设计方法,经过反复的测量验证,量规满足了检测要求。由原来传统量具完成一个零件的检测需要3 min缩减到0.5 min,在一批100件缸盖斜油孔的测量中,仅用1 h即检测出了其中的缺陷产品,大大提高了检测效率。所设计的曲轴斜油孔量规尺寸小,制作简单,便于携带,对于类似零件的检测具有借鉴意义。
