不同焊接工艺对镍基合金焊丝焊缝金属抗拉强度的影响
2019-03-04张丹萍江国焱
张丹萍,江国焱,何 冰
(东方电气(广州)重型机器有限公司,广东 广州 511455)
INCONEL 690镍基合金组织为面心立方结构的单相奥氏体组织,含铬量高,具有优异的耐晶间腐蚀、缝隙点蚀和应力腐蚀的性能,在高温高压环境下,焊缝金属具有较高强度、高塑性、高韧性等优异的机械性能特点,被广泛用于三代先进压水堆核岛主设备的关键部件,包括表面耐蚀层堆焊、接管安全端焊缝等。
但是,由于INCONEL 690镍基合金对P,S,Pb,Zr,B,Bi等杂质元素敏感,在焊缝凝固时形成低熔点共晶体,容易产生热裂纹等缺陷。
同时,在焊接过程中熔池黏度大,流动性不好,焊缝中易产生气孔(N2,CO2,O2)、未熔合、DDC裂纹等缺陷,会引起焊缝金属拉伸性能降低。
此外,Nb,Ti,Al,Mn等合金元素对镍基合金的抗拉强度有着至关重要的影响。有试验证明,虽然Nb的加入可以提高强度,并降低迁移碳化物Cr23C6的析出,降低DDC敏感性,但当Nb含量超过2%后,析出相粗化,对晶界的钉扎作用减弱,与脆性金属间化合物Laves相同时形成,对材料的塑性和强度造成损害。当Ti/Al含量比高时,会形成Ni3Ti粗大片状相,导致强度和韧性急剧下降。
除了镍基合金焊丝本身化学成分的差异,焊接工艺方法、焊接参数(热输入)、层间温度、母材的成分都会对焊缝金属强度造成较大的影响。镍基合金导热性差,焊接过程中采用高热输入极易引起热影响区奥氏体晶粒粗化,降低焊缝金属强度。
1 试验材料及方法
1.1 试验材料
试板采用带镍基隔离层的碳钢试板(材质:SA-516Gr.70+690镍基合金焊条堆焊的镍基隔离层),试板厚度20mm;焊接材料采用当前国际主流供应商美国SMC公司生产的INCONEL 690镍基合金焊丝(商业牌号Inconel 52M)。为了尽可能获得较多的数据,选择3个不同批次、但化学成分相近的典型Inconel 52M焊丝进行焊接,焊丝化学成分见表1。

表1 试验焊丝Inconel 52M化学成分
1.2 试验方法
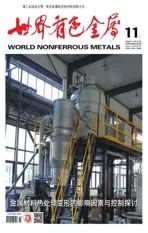
试验前,母材试板采用同一批次的690镍基合金焊条堆焊3层隔离层后,按照图1进行机加坡口。
试验采用表2中的不同TIG焊焊接工艺,分别使用3个批次的Inconel 52M进行平焊位置对接焊。

表2 试验的不同焊接工艺参数
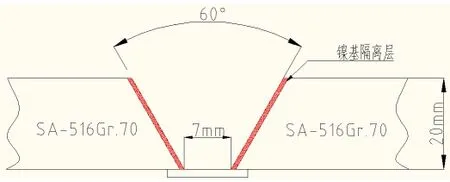
图1 试验焊接坡口示意图
焊接完成后,将试板锯切分开,其中一半用于焊态,另一半进行消应力热处理,热处理制度为保温温度595℃~620℃,保温时间40h。
分别对焊态和消应力热处理态下的未稀释熔敷金属,按照拉伸试验标准AWS B4.0M-2000和ASTM E21-1998进行室温和350℃高温拉伸试验。
2 结果分析
2.1 焊接工艺对INCONEL690焊丝焊缝金属抗拉强度的影响
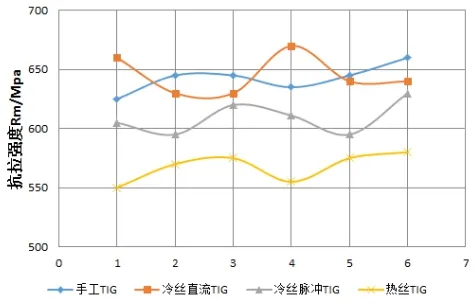
图2 不同TIG焊工艺对室温抗拉强度的影响
图3 不同TIG焊工艺对高温350℃抗拉强度的影响
1#、2#、3#三个不同批次焊丝按照不同焊接工艺焊接后,其未稀释焊缝金属在焊态和消应力热处理态下室温和350℃抗拉强度试验结果见图2和图3。
本试验设置的手工TIG和冷丝直流TIG焊接工艺的焊接热输入相近,其中冷丝直流TIG焊在4个焊接工艺中热输入最小。
从试验结果可以看出:手工TIG和冷丝直流TIG焊焊接工艺下的焊缝金属抗拉强度相近,且抗拉强度最高,室温抗拉强度均在625MPa以上,可以满足所有国际通用标准镍基合金焊丝的强度要求。
本试验设置的冷丝脉冲TIG焊接工艺,焊接热输入比手工TIG焊和冷丝直流TIG焊的热输入量大。
从试验结果可以看出:该焊接工艺下的焊缝金属抗拉强度较手工TIG和冷丝直流TIG焊接工艺下的试验结果有所下降,但仍可以满足不同标准体系对镍基合金焊丝的强度要求。
本试验设置的热丝TIG焊接工艺,焊接热输入最高。从试验结果可以看出,该焊接工艺下的焊缝金属抗拉强度明显下降,但无法满足焊接结构的设计要求。然而,热丝TIG焊接工艺有焊接效率高、焊缝纯净度高、焊缝质量优良的特点,因此,在热丝TIG焊接工艺的使用上,需要考虑焊接结构的设计要求。
2.2 消应力热处理状态对抗拉强度的影响
为清晰对比不同消应力热处理状态下的焊缝金属抗拉强度情况,将试验数据与消应力热处理状态的关系用图4和图5表示。
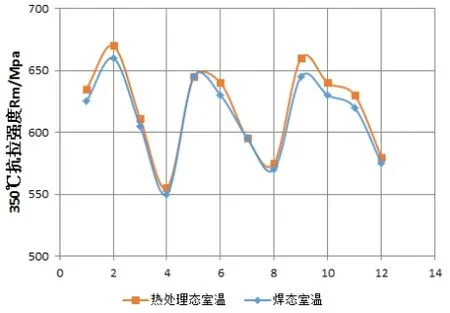
图4 不同消应力热处理状态对室温抗拉强度的影响
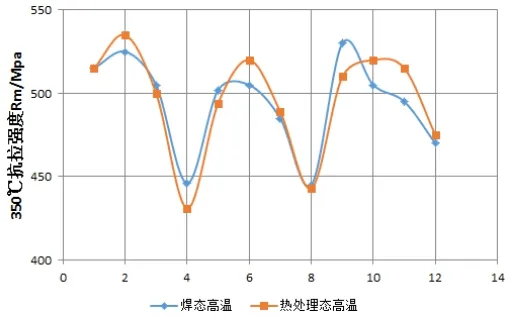
图5 不同消应力热处理状态对高温抗拉强度的影响
从关系图中可以看出:在相同焊接工艺下,虽然消应力热处理状态下的焊缝金属室温抗拉强度比焊态下的焊缝金属室温抗拉强度要高一些,但影响不大,强度提高趋势不明显,平均相差不超过10MPa。
3 结论
通过对INCONEL 690镍基合金焊丝进行不同TIG焊接工艺方案下的焊缝金属拉伸试验,得到试验结果如下。
(1)不同焊接工艺对镍基合金焊丝焊缝金属抗拉强度的影响很大。手工TIG焊和冷丝直流TIG焊接工艺下,焊缝金属抗拉强度最高,冷丝脉冲TIG焊接工艺下的焊缝金属抗拉强度次之,而热丝TIG焊工艺下的焊缝金属抗拉强度最低。
(2)对于相同成分的INCONEL690镍基合金焊丝,在四种焊接工艺中,冷丝脉冲TIG焊和热丝TIG焊,可以使得其焊缝金属的室温抗拉强度和高温抗拉强度下降幅度达到150MPa。
(3)消应力热处理对镍基合金焊丝焊缝金属抗拉强度的影响不大,消应力热处理状态下的焊缝金属室温抗拉强度比焊态下的焊缝金属室温抗拉强度要高一些,但强度提高趋势不明显,平均相差不超过10MPa,对高温抗拉强度的影响则更加不明显。