复合材料面板阻燃抗菌防霉性能
2019-03-01孙建波孙宝岗耿东兵
孙建波 刘 千 孙宝岗 耿东兵 张 毅
(航天材料及工艺研究所,北京 100076)
0 引言
复合材料的功能性修饰能够增加材料的适用性与多样性,实现结构功能一体化,该研究方向正是目前复合材料研究中的热点,包括结构-阻尼[1]、结构-透波[2]、结构-吸声[3]、结构-隔热[4]等。
近年来,由于复合材料本身具有一定的可燃性,在空间站等内饰系统中需要对室内复合材料的阻燃特性、燃烧产物等指标进行控制[5]。为了防治有害微生物的滋生,控制病菌传播,保护材料本体不发生微生物腐蚀,对复合材料抗菌防霉性能的研究也一直受到研究人员的普遍关注[6]。目前研究主要集中在抗菌防霉涂层方向[7],与复合材料本体为相对独立的两个研究方向,两者之间仅通过涂层的粘附性实现复合材料的功能化。在一些特定的工况,例如高速冲刷的气流或一些极限工况(高低温或高低压)下[8],容易出现涂层的剥落而导致抗菌防霉性能的丧失。为了避免这一情况的发生,可以通过直接修饰复合材料本体来获得其抗菌防霉性能。但目前直接通过修饰复合材料本体来获得其抗菌防霉性能的研究较少。本文通过添加抗菌防霉剂的方法来增加复合材料的耐霉菌性能,采用热熔法制备抗菌防霉预浸料,采用铺层-热压罐工艺制备了T700/环氧树脂复合材料,系统地探索抗菌防霉剂对于复合材料力学性能的影响以及抗菌防霉剂的分布对于其性能的影响。
1 实验设计
1.1 原材料与仪器设备
T700S-12K 碳纤维,日本Toray 公司;环氧树脂602,自制;抗菌防霉剂,北京崇高纳米科技有限公司;PMR 脱模剂;钢质平板模具;MTS65/G 电子万能材料实验机,MTS 公司;SDB 型NBS 烟密度测试箱,南京江宁分析仪器厂;航空材料多功能燃烧测试仪,北京理工大学阻燃材料检测中心。
1.2 材料制备及测试
(1)力学性能试样:裁剪440 mm×240 mm T700/602 预浸料,每块板材铺32 层,层合板名义厚度2 mm,铺层角度为[0°/90°/±45°]4s;将制备的复合材料板材按相关标准加工成试样,并分别按照GB/T1447—2005、QJ1403A—2004、GB/T3356—1999、Dq281—1996进行拉伸、压缩、弯曲和剪切性能测试。依据上述步骤,分别制备抗菌防霉剂含量为0%、1.0%及2.0%的不同试样。
(2)阻燃防霉性能试样:裁剪440 mm×240 mm T700/602 预浸料,每块板材铺8 层,层合板名义厚度0.5 mm,铺层角度为[0°/90°/±45°]s;按照HB5469—1991测试T700/602复合材料面板在水平、垂直及45°下的燃烧情况;按照HB7066—1994 测试T700/602 复合材料面板的燃烧产物;按照QB/T 2591—2003 测试T700/602 复合材料面板抗菌性能;按照GJB150.10A—2009测试T700/602复合材料面板防霉性能。依据上述步骤,分别制备抗菌防霉剂含量为0%、1.0%及2.0%的不同试样,如表1所示。
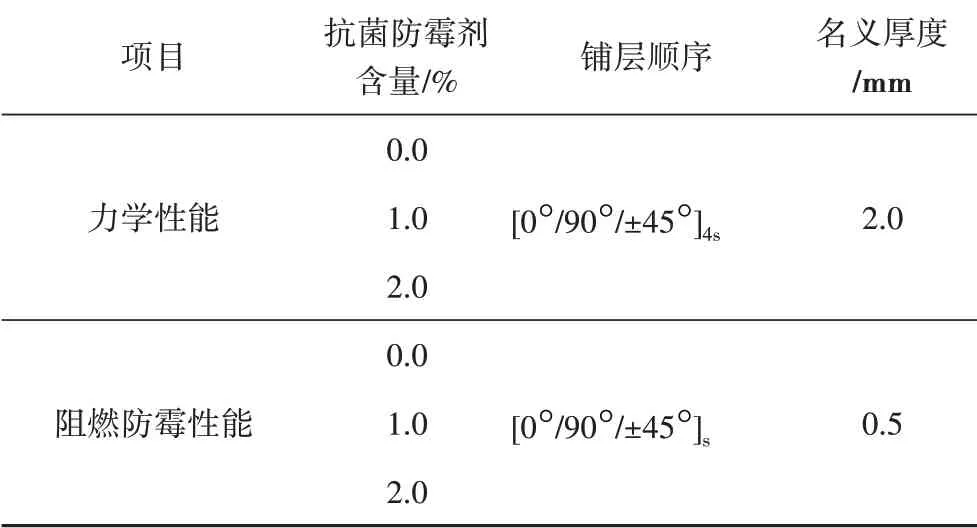
表1 设计试样表Tab.1 The sample list
(3)结构设计试样:为了比较抗菌防霉剂不同分布对于抗菌防霉性能的影响,设计五种不同分布结构设计试样,整体抗菌防霉剂平均含量均为1.5%:(a)全部由含抗菌防霉剂1.5%的预浸料制备;(b)表面4 层由含3.0%抗菌防霉剂预浸料构成,中心4 层由不含抗菌防霉剂预浸料组成;(c)表面4 层由不含抗菌防霉剂预浸料构成,中心4 层由含3.0%抗菌防霉剂预浸料组成;(d)表面6层由含2.0%抗菌防霉剂预浸料构成,中心2 层由不含抗菌防霉剂预浸料组成;(e)表面2层由不含抗菌防霉剂预浸料构成,中心6 层由含3.0%抗菌防霉剂预浸料组成。具体如表2所示,其分布示意图如图1所示。依据上述设计,裁剪相应含量的440 mm×240 mm T700/602 预浸料,每块板材铺8 层,层合板名义厚度0.5 mm,铺层角度为[0°/90°/±45°]s;按照QB/T 2591—2003 测试T700/602复合材料面板抗菌性能;按照GJB150.10A—2009 测试T700/602复合材料面板防霉性能。
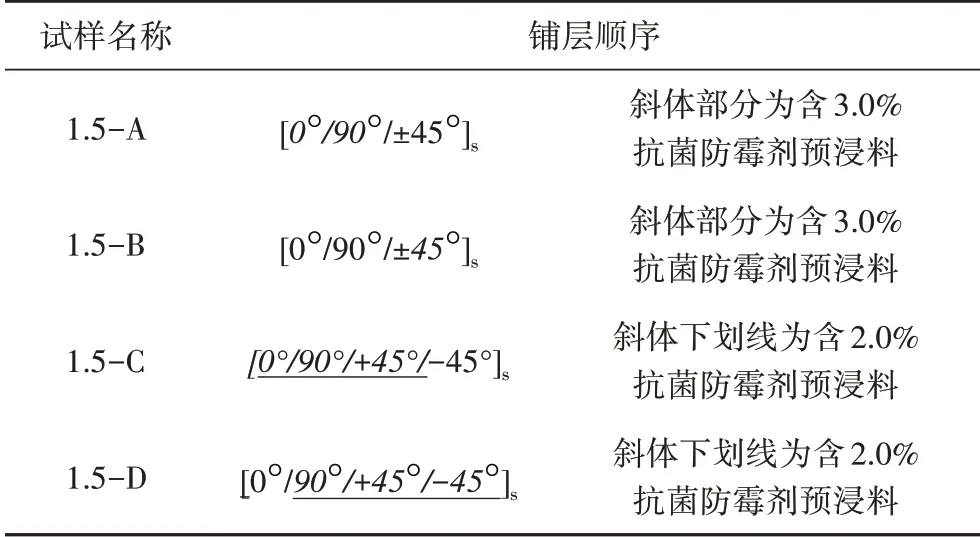
表2 结构设计试样表Tab.2 The sample list for structural design
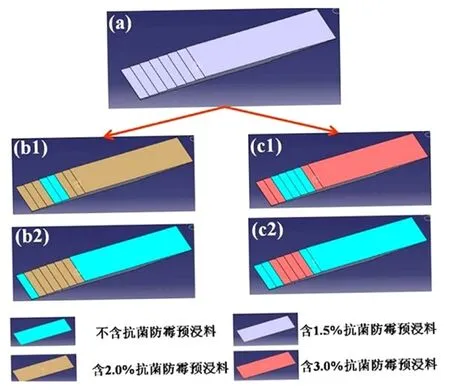
图1 结构设计试样示意图Fig.1 Schematics of structural designed samples
2 结果与讨论
2.1 面板力学性能
T700/602 复合材料力学性能测试结果见表3。可发现随着抗菌防霉剂的添加,力学性能呈现下降的趋势。失效后SEM观察纤维树脂界面结果见图2。可发现纤维表面黏附着分布均匀的抗菌防霉剂,由于抗菌防霉剂中含有大量的Ag+,故在SEM 照片中显现亮色。结合力学性能下降来看,抗菌防霉剂中活性基团与树脂、纤维之间并没有特殊的结合力。

表3 不同抗菌防霉剂复合材料力学性能Tab.3 Mechnical tests for composites with different percentages of antibacterial additives

图2 T700/602不同抗菌防霉剂复合材料面板微观界面Fig.2 The interface between carbon fibre with the epoxy resin
2.2 燃烧产物
试样燃烧后所产生的CO、HF、HCl、NOx、SO2、HCN 等6种毒性气体含量测定结果如表4所示,抗菌防霉剂的引入,仅导致产生的CO、HCl 的增加,其他无影响。这说明抗菌防霉剂中含有C 与Cl 元素,这一结果和所使用的抗菌防霉剂的组成是相符的。上述结果表明,满足相应合格标准。
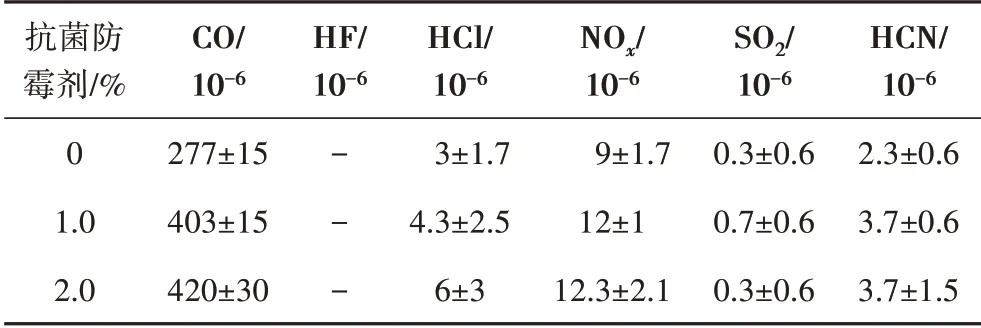
表4 T700/602燃烧产物结果1)Tab.4 Results for production of combustion
2.3 阻燃性能
表5~表7是T700/602 复合材料面板在水平、垂直及45°下的燃烧情况。
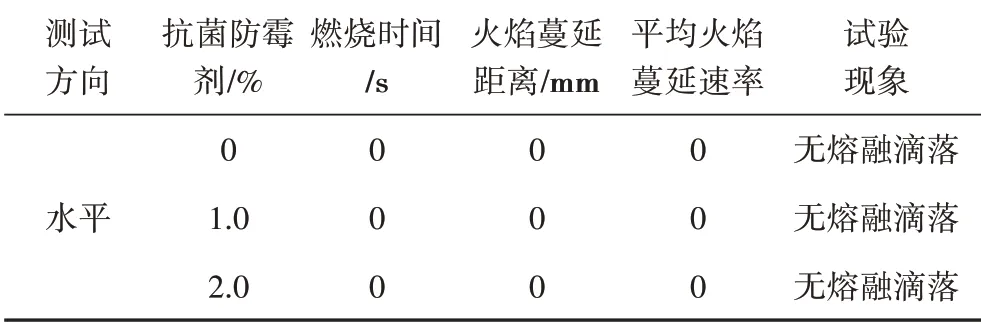
表5 T700/602水平方向阻燃性能Tab.5 Horizontal flame retardant results for T700/602 composite
可看出水平燃烧中不同比例的复合材料面板均无熔融滴落,燃烧时间、火焰蔓延距离及平均火焰蔓延速率均为0,表明抗菌防霉剂的引入并没有使材料体系更可燃;垂直燃烧试验结果也得到相同的结论。虽然45°下燃烧平均自熄时间随着抗菌防霉剂含量的增大而增加,但是均远远低于相应标准,都呈现出优异的阻燃性能。
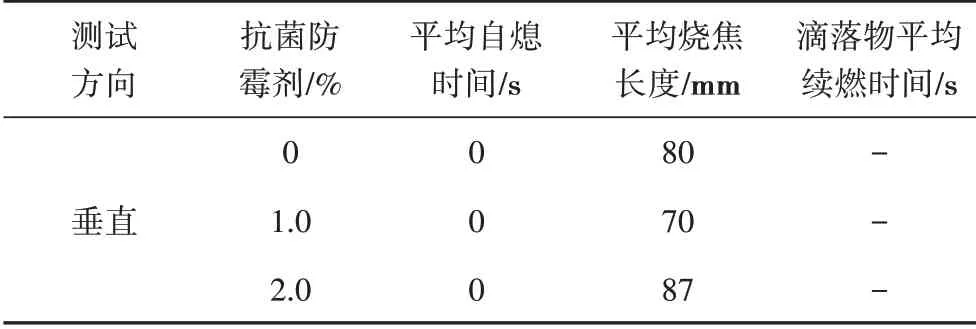
表6 T700/602垂直方向阻燃性能Tab.6 Vertical flame retardant results for T700/602 composite
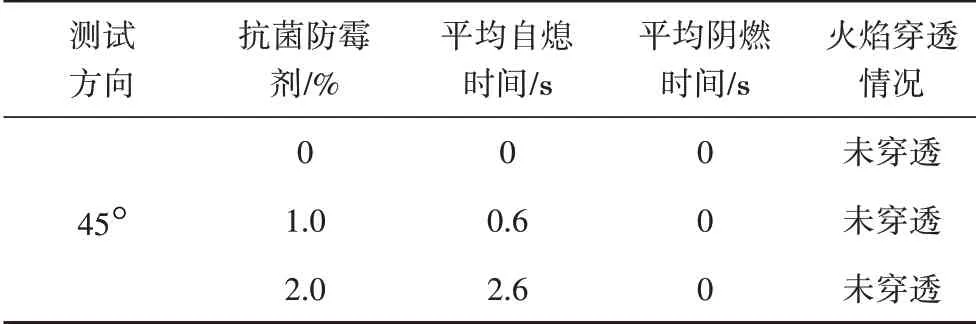
表7 T700/602 45°方向阻燃性能Tab.7 45°Flame retardant results for T700/602 composite
2.4 抗菌防霉性能
依据GJB150.10A—2009 进行防霉性能评价,不同抗菌防霉剂含量的测试样品防霉等级均为0级,即无霉菌生长;按照QB/T2591—2003 附录A 规定的方法进行材料抗菌性能试验。结果表明:只有当抗菌防霉剂含量≥2.0%时,对金黄色葡萄球菌、大肠杆菌杀伤率达99%,白色念珠菌杀伤率达85%,才能够满足内饰系统对于抗菌防霉材料的使用要求。
为了进一步验证抗菌防霉剂含量与抗菌性能结果之间的联系,制备抗菌防霉剂含量为3%的样品。结果如表8所示,随着抗菌防霉剂含量的增加,抗菌性能也逐渐增强,尤其是对白色念珠菌的杀伤。白色念珠菌的杀伤率较其他两种革兰氏阳性与阴性菌较低的原因是:白色念珠菌为一种真菌,它的细胞壁结构与前两者不同,而抗菌防霉剂主要通过破坏细胞壁进行抗菌,由于其细胞壁基本不带电荷,故导致抗菌防霉剂与其细胞壁的结合能力较弱,故需较大量的抗菌防霉剂来实现抗菌性能。
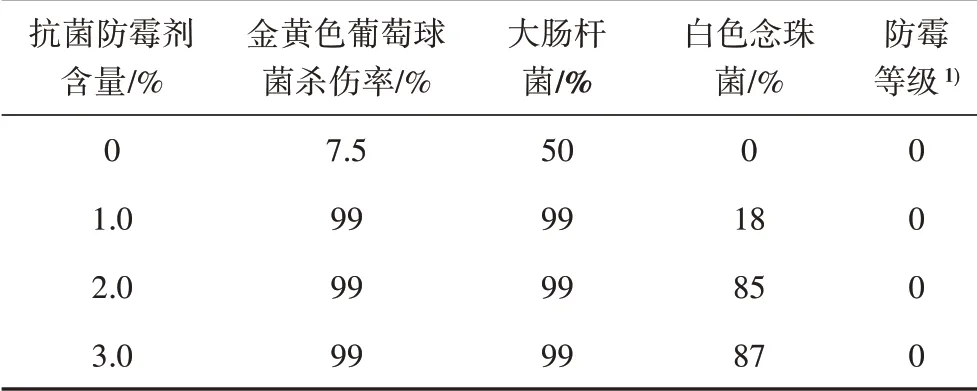
表8 T700/602抗菌防霉性能测试结果Tab.8 Antibacterial test results for T700/602 composite
2.5 兼顾抗菌防霉性能与力学性能结构设计
由于随着复合材料面板中抗菌防霉剂含量的添加,复合材料面板力学性能大都呈现下降趋势(表2及图3),为了解决这一难题,设计了几种不同结构铺层的试样,分别命名为1.5-A、1.5-B、1.5-C、1.5-D(表2)。试样平均抗菌防霉剂含量均为1.5%,但不同的是:(1)1.5-A、1.5-C 中含有更高抗菌防霉剂的预浸料分布在表层,而其他则分布在面板内部;(2)1.5-A、1.5-B 预浸料中更高抗菌防霉剂含量为3%,而1.5-C、1.5-D 为2%。对比这些结构设计试样与全为1.5%铺层得到的试样的抗菌防霉结果,可以发现:更高抗菌防霉剂含量分布在表面的试样(1.5-A、1.5-C)拥有更加优异的抗菌性能,甚至优于全为1.5%铺层得到的试样(表9)。为此可以通过此结构设计来兼顾抗菌防霉性能与力学性能,实现结构生物安全一体化。
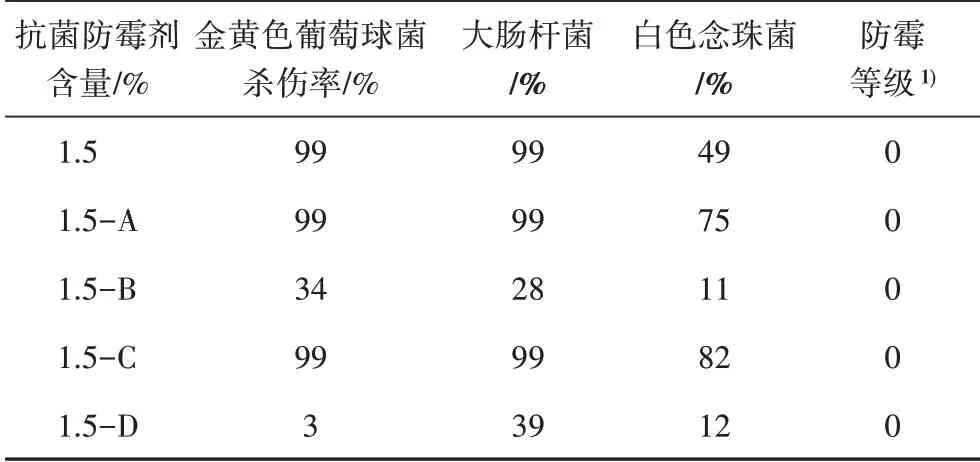
表9 结构设计试样抗菌防霉性能Tab.9 Antibacterial test results for structural designed samples
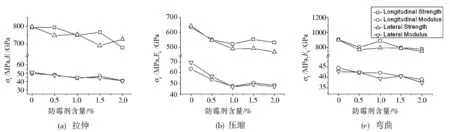
图3 力学性能测试结果Fig.3 Mechnical results for composites with different percentages of antibacterial additives
3 结论
(1)复合材料面板燃烧产物中HF、HCl、NOx、SO2、HCN等6种毒性气体含量均远远低于标准;阻燃性能优异,无火焰穿透,无熔融物滴落,且平均自熄时间大都为0 s。
(2)不同含量复合材料面板防霉性能均为0 级,抗菌性能则随着抗菌防霉剂含量的增多而增强,其中当抗菌防霉剂含量≥2%时,能够满足抗菌性能要求。通过直接对复合材料预浸料的修饰实现了抗菌防霉性能。
(3)由于力学性能会随着抗菌防霉含量的增大而呈现下降趋势,通过设计将更高含量抗菌防霉剂分布在试样表面,平均含量保持不变。结果表明,这一设计试样会比均一含量的复合材料面板拥有更优异的抗菌防霉性能,能够实现抗菌性能与力学性能的兼顾,实现材料的结构生物安全一体化。